Procedimiento para producir un tablero de material derivado de la madera.
Procedimiento para producir un tablero de material derivado de la madera (2) con una región reforzada (5) con un lado superior y un lado trasero opuesto al lado superior,
con los pasos:
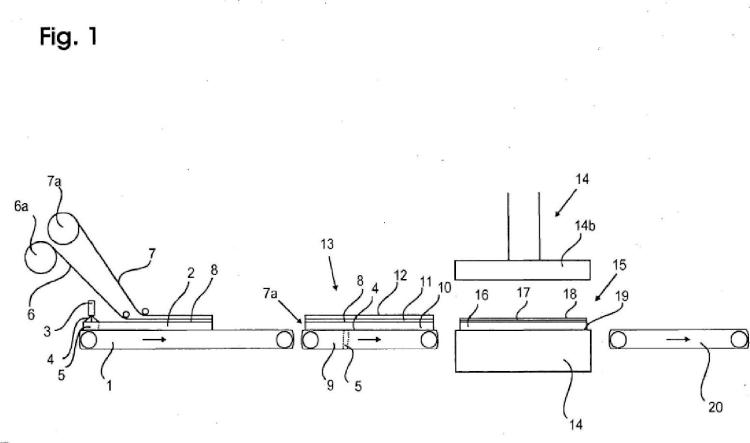
- aplicación al menos por segmentos de un medio de refuerzo líquido (4) al lado superior (8) del tablero de material derivado de la madera (2),
- creación de un sandwich de laminado (3) mediante la aplicación de al menos un papel decorativo (6) y aplicación de al menos una sobrecapa (7) en el lado superior (8) del tablero de material derivado de la madera (2),
- introducción del sandwich de laminado (13) en una prensa (14),
- generación de un golpe de vapor y unión a presión del sandwich de laminado (13), caracterizado porque
- el golpe de vapor inserta el medio de refuerzo (4) en dirección al lado trasero (19) en el tablero de material derivado de la madera (2), y
- el medio de refuerzo (4) se endurece durante el proceso de prensado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11170818.
Solicitante: FLOORING TECHNOLOGIES LTD..
Nacionalidad solicitante: Malta.
Dirección: Portico Building Marina Street Pieta PTA 9044 MALTA.
Inventor/es: PEPE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27N7/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › Postratamiento, p. ej. reducción del abultamiento o contracción, alisamiento; Protección de los bordes de los tableros contra la humedad.
- B32B21/04 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 21/00 Productos estratificados compuestos esencialmente de madera, p. ej. una plancha de madera, una lámina de chapado, una hoja de madera aglomerada. › teniendo madera como único componente o componente principal de una capa adyacente a otra capa de una sustancia específica.
PDF original: ES-2518840_T3.pdf
Fragmento de la descripción:
Procedimiento para producir un tablero de material derivado de la madera La invención se refiere a un procedimiento para producir un tablero de material derivado de la madera con una región reforzada, por ejemplo para paneles de pared, techo o suelo con un lado superior y un lado trasero, en el que al menos por segmentos se aplican un medio de refuerzo líquido, un papel decorativo y una sobrecapa en el lado superior del tablero de material derivado de la madera y, a continuación, se une por presión una prensa hasta obtener un laminado. Aparte de esto la invención se refiere a un dispositivo conforme a la reivindicación 12.
Como tableros soporte de tales laminados se usan casi siempre materiales derivados de la madera, como por ejemplo tableros de madera aglomerada o tableros de fibra. Sobre los tableros soporte se crea una decoración mediante estampación directa del tablero de material derivado de la madera o también, por ejemplo, mediante la aplicación de papel estampado, el llamado papel decorativo. Por encima de la decoración se aplica casi siempre una capa protectora. Ésta puede ser por ejemplo una capa de barniz o también una sobrecapa. Esta capa protectora tiene como finalidad proteger la decoración contra daños mecánicos y la entrada de humedad. A continuación de la unión a presión se corta el tablero de material derivado de la madera y se perfilan las aristas de los segmentos, de tal modo que se obtienen paneles por ejemplo para colocarlos sobre el suelo. Los perfilados tienen predominantemente la finalidad de unir entre sí los paneles de forma duradera, aunque dado el caso de forma que puedan separarse de nuevo, para producir una capa de paneles cerrada. Los perfilados están sometidos en estado de uso a cargas elevadas y deben unir los paneles con seguridad al pisar sobre ellos o, por ejemplo, proteger también los paneles contra la humedad entrante.
Como material derivado de la madera se usan predominantemente tableros de fibra muy comprimidos, producidos en un procedimiento en seco (HDF) , ya que estos hacen posible, en el caso de un diseño especialmente estrecho, una elevada resistencia mecánica de los perfiles de arista. Los HDF presentan casi siempre una densidad bruta de 800 kg/m3 o más y tienen un peso correspondientemente elevado. En el caso de perfilado con una herramienta de fresado las aristas de un HDF tienden a desgarrarse. Otro inconveniente de los HDF es que estos son higroscópicos, de tal manera que en especial las aristas perfiladas no protegidas tienden a absorber rápidamente la humedad y a hincharse. Para impedir el hinchado de los tableros de fibra en la región de las aristas se conocen varios procedimientos.
El documento WO 03/012224 A1 de VÃlinge muestra las más diferentes formas de ejecución para la protección contra humedad de las aristas perfiladas. Entre otras cosas propone en el tablero de material derivado de la madera pulverizar directamente las aristas perfiladas con medios de impregnación de diferente viscosidad, para hacer posible una penetración especialmente profunda del medio de impregnación. Los medios de impregnación propuestos pueden estar compuestos por ejemplo por poliuretano, fenol y melamina. Sin embargo, aquí es problemático introducir el medio de impregnación con la profundidad suficiente en el tablero, para obtener una protección segura contra la absorción de humedad. Por ello propone además incorporar un impermeabilizante adicional en los perfiles de los paneles, para contener la humedad entrante.
El documento WO 2009/158251 describe un proceso de producción y un procedimiento para producir un laminado para recubrir un tablero de material derivado de la madera, en el que se hace patente la utilización de isocianatos en la región de la resina impregnadora de los papeles de sobrecapa y decorativos.
El documento US 2002/176995 A1 muestra también polímeros de impregnación y recubrimiento, que contienen isocianatos. Estos líquidos de impregnación y recubrimiento muy especiales se utilizan para impregnar y recubrir madera maciza â?" en especial material de embalaje â?" para por ejemplo mejorar su capacidad de descontaminación.
En total los diferentes procedimientos son sin embargo francamente complicados o no son suficientemente efectivos, ya que por un lado es necesario utilizar unos medios de impregnación con diferentes viscosidades y, por otro lado, es necesario introducir un impermeabilizante adicional en otro paso de trabajo en la arista de panel. A esto hay que añadir que en especial es difícil la introducción de los medios de impregnación propuestos, no puede integrarse en el proceso de producción normal de paneles y ofrece en parte problemas a la hora de unir a presión o unir el papel decorativo al tablero de material derivado de la madera.
En los documentos DE 10 2008 038 749 B3, EP 2 147 762 A1 y EP 2 036 689 A1 se proponen unos procedimientos, en los que un medio de impregnación debe ser absorbido por completo a través del tablero de material derivado de la madera mediante la aplicación de un dispositivo para generar una baja presión sobre el tablero de material derivado de la madera. El inconveniente de este procedimiento es la elevada complejidad técnica, que es necesaria para aplicar a un tablero de material derivado de la madera una baja presión segura. A esto hay que añadir que una medida de este tipo sólo puede añadirse con dificultad al proceso de recubrimiento normal, sin reducir notablemente la velocidad del proceso.
De este modo la tarea de la invención consiste en proporcionar un procedimiento y un dispositivo para producir un tablero de material derivado de la madera, en el que se introduce en el tablero de material derivado de la madera un medio de refuerzo de una forma especialmente sencilla y económica.
Esta tarea es resuelta mediante un procedimiento conforme a la reivindicación 1 y un dispositivo conforme a la reivindicación 12. En las reivindicaciones independientes se indican unos perfeccionamientos ventajosos de la invención.
El procedimiento para producir un tablero de material derivado de la madera con una región reforzada, por ejemplo para paneles de pared, techo o suelo formada, compuesto por un tablero de material derivado de la madera con un lado superior y un lado trasero opuesto al lado superior, comprende al menos los pasos: la aplicación al menos por segmentos de un medio de refuerzo líquido al lado superior del tablero de material derivado de la madera, la creación de un sandwich de laminado mediante la aplicación de al menos un papel decorativo y la aplicación de al menos una sobrecapa en el lado superior del tablero de material derivado de la madera. La introducción del sandwich de laminado en una prensa y la unión a presión del laminado están caracterizadas porque durante la unión a presión se genera un golpe de vapor, el golpe de vapor inserta el medio de refuerzo en dirección al lado trasero en el tablero de material derivado de la madera, y el medio de refuerzo se endurece durante el proceso de prensado.
Las capas existentes del sandwich de laminado se unen entre sí mediante presión y calor en la prensa. Con ello se genera un golpe de vapor mediante la vaporización de líquido, en especial de agua. El golpe de vapor necesario conforme a la invención se genera en el lado superior, es decir en el lado del tablero de material derivado de la madera sobre el que están dispuestas la decoración y la capa protectora. El golpe de vapor penetra en el tablero de material derivado de la madera procedente del lado superior en dirección al lado trasero. A causa de la velocidad y la presión con las que el golpe de vapor penetra en el tablero, arrastra el medio de refuerzo líquido hasta el lado superior del tablero de material derivado de la madera y lo inserta en el tablero de material derivado de la madera. En función de la fuerza y la intensidad del golpe de vapor puede controlarse la profundidad de penetración del medio de refuerzo líquido. Por medio de esto se hace posible, de una forma especialmente sencilla, una penetración profunda del medio de refuerzo en el tablero de material derivado de la madera, sin ralentizar el habitual proceso de producción. Más bien se aprovecha el tiempo, durante el cual permanece el sandwich de laminado en la prensa, en paralelo para un paso del proceso adicional.
Mediante la cantidad de la humedad que penetra, el calor del golpe de vapor y en función del medio de refuerzo utilizado, es posible un endurecimiento/reticulado especialmente rápido y completo del medio de refuerzo.
El golpe de vapor utilizado según el procedimiento conforme a la invención se genera en especial en la región por encima de la superficie del tablero de material derivado de la madera y por debajo de la sobrecapa.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir un tablero de material derivado de la madera (2) con una región reforzada (5) con un lado superior y un lado trasero opuesto al lado superior, con los pasos:
- aplicación al menos por segmentos de un medio de refuerzo líquido (4) al lado superior (8) del tablero de material derivado de la madera (2) , -creación de un sandwich de laminado (3) mediante la aplicación de al menos un papel decorativo (6) y aplicación de al menos una sobrecapa (7) en el lado superior (8) del tablero de material derivado de la madera (2) , -introducción del sandwich de laminado (13) en una prensa (14) , -generación de un golpe de vapor y unión a presión del sandwich de laminado (13) , caracterizado porque -el golpe de vapor inserta el medio de refuerzo (4) en dirección al lado trasero (19) en el tablero de material derivado de la madera (2) , y -el medio de refuerzo (4) se endurece durante el proceso de prensado.
2. Procedimiento según la reivindicación 1, caracterizado porque el medio de refuerzo líquido (4) contiene al menos un agente activo del grupo de los isocianatos y/o del grupo de los silanos.
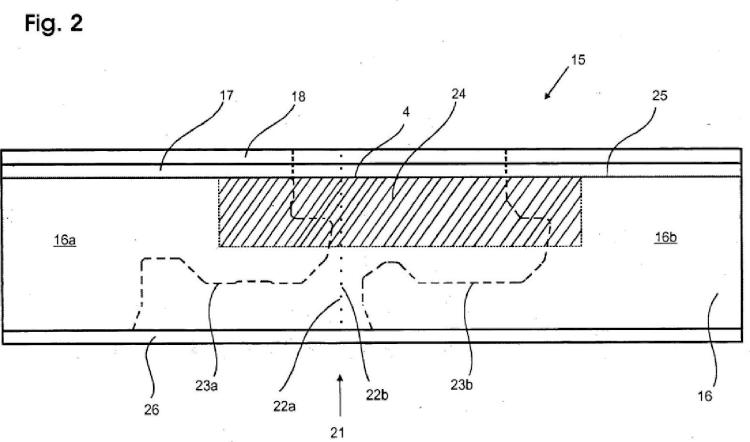
3. Procedimiento según la reivindicación 1, caracterizado porque el golpe de vapor inserta el medio de refuerzo hasta una profundidad de penetración debajo del lado superior (8) del tablero de material derivado de la madera (2) que se corresponde hasta un 10%, de forma preferida hasta un 25%, de forma especialmente preferida entre el 15% y el 75%, ventajosamente entre el 20% y el 60% y de forma especialmente ventajosa entre el 30% y el 65% del tramo entre la superficie del lado superior (8) y la superficie del lado trasero (19) del tablero de material derivado de la madera (2) .
4. Procedimiento según la reivindicación 1, caracterizado porque el papel decorativo (6) presenta antes de la unión a presión una humedad residual de hasta el 15%, de forma preferida de hasta el 10%, de forma especialmente preferida de entre el 2% y el 12%, de forma preferida de entre el 4% y el 10%, y ventajosamente de entre el 6% y el 8%, y porque durante la unión a presión la humedad residual se extrae al menos en parte del papel decorativo (6) y se inserta en el tablero de material derivado de la madera (2) .
5. Procedimiento según la reivindicación 1, caracterizado porque se dispone el papel decorativo (6) directamente en el lado superior (8) del tablero de material derivado de la madera (2) y sobre el medio de refuerzo (4) aplicado encima.
6. Procedimiento según la reivindicación 1, caracterizado porque la aplicación del medio de refuerzo líquido (4) y el golpe de vapor en la prensa (14) se producen en un plazo de entre 1 segundo y 30 segundos, de forma preferida en un plazo de 5 segundos a 20 segundos, de forma especialmente preferida en un plazo de entre 10 y 15 segundos.
7. Procedimiento según la reivindicación 1, caracterizado porque el medio de refuerzo (4) se infiltra en el lado superior (8) hasta 0, 1 mm, de forma preferida hasta 1 mm, de forma especialmente preferida entre 0, 2 mm y 2mm, ventajosamente entre 0, 1 mm y 1, 5 mm y de forma especialmente ventajosa entre 1 mm y 2 mm, antes de que el golpe de vapor actúe sobre el medio de refuerzo (4) .
8. Procedimiento según la reivindicación 1, caracterizado porque la sobrecapa (7) se aplica encima en estado líquido.
9. Procedimiento según la reivindicación 1, caracterizado porque la densidad bruta del tablero de material derivado de la madera (2) sin medio de refuerzo (4) es de hasta 850 kg/m3, de forma preferida hasta 700 kg/m3, de forma especialmente preferida hasta 600 kg/m3, ventajosamente entre 600 kg/m3 y 800 kg/m3 o de forma preferida entre 650 kg/m3 y 750 kg/m3.
10. Procedimiento según la reivindicación 1, caracterizado porque el tablero de material derivado de la madera (2) es un tablero de fibra.
11. Procedimiento según la reivindicación 1, caracterizado porque el medio de refuerzo (4) se inserta al menos por segmentos en el lado trasero (19) del tablero de material derivado de la madera (2) y se aplica a una capa de forro (26) y se genera un golpe de vapor partiendo de la capa de forro (26) , que inserta el medio de refuerzo (4) en el tablero de material derivado de la madera (2) .
12. Dispositivo para crear un tablero de material derivado de la madera (2) con un lado superior (8) y un lado trasero (19) opuesto al lado superior, que presenta -un dispositivo para proporcionar tableros de material derivado de la madera, -al menos un dispositivo (6a, 7a) para disponer al menos un papel decorativo (6) y al menos una sobrecapa (7) en 5 el lado superior (8) del tablero de material derivado de la madera (2) , -una prensa (14) , en especial una prensa de ciclo corto para unir a presión el tablero de material derivado de la madera (2) al papel decorativo (6) y a la sobrecapa (7) , -al menos un dispositivo (1, 9, 20) para alimentar y evacuar materiales derivados de la madera en forma de tablero a/desde la prensa,
caracterizado porque
- está dispuesto un dispositivo (3) para aplicar por segmentos un medio de refuerzo (4) líquido al tablero de material derivado de la madera (2) , y -el dispositivo (3) para aplicar un medio de refuerzo líquido (4) está dispuesto de tal modo, que el medio de refuerzo (4) se aplica al tablero de material derivado de la madera (2) antes del papel decorativo (6) y de la 15 sobrecapa (7) .
Patentes similares o relacionadas:
Tablero de material derivado de la madera, en particular en forma de un material compuesto de madera-plástico, y un procedimiento para su fabricación, del 1 de Julio de 2020, de FLOORING TECHNOLOGIES LTD.: Tablero de material derivado de la madera de un material compuesto de madera-plástico (WPC), de una mezcla de fibras de madera y fibras de plástico, que comprende fibras […]
Procedimiento para la fabricación de un panel de OBS con superficie lisa, del 10 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la fabricación de un panel de OSB , en el que se dispersan virutas de madera largas, encoladas con adhesivo orientadas en al menos tres capas (1, 2, […]
Herramienta de prensar diseñada como chapa de presión, del 1 de Abril de 2020, de HUECK RHEINISCHE GMBH: Herramienta de prensar para el revestimiento de placas de material de madera en prensas hidráulicas calentadas que está realizada como una chapa […]
Procedimiento para estructurar la superficie de un panel de material derivado de la madera y un panel de material derivado de la madera con estructuración superficial fabricado de acuerdo con el procedimiento, del 11 de Diciembre de 2019, de SWISS KRONO Tec AG: Procedimiento para estructurar por lo menos una superficie de un tablero de material derivado de la madera OSB con una superficie antideslizante, en donde la estructuración […]
 Procedimiento para fabricar un OSB, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar un OSB , en el que una torta formada esparciendo varias capas de virutas encoladas se prensa en una […]
Procedimiento para fabricar un OSB, del 25 de Septiembre de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar un OSB , en el que una torta formada esparciendo varias capas de virutas encoladas se prensa en una […]
Método de fabricación de un panel de construcción y panel de construcción, del 28 de Agosto de 2019, de VALINGE INNOVATION AB: Método de fabricación de un panel de construcción, que comprende aplicar un primer aglutinante y partículas lignocelulósicas o celulósicas libres sobre […]
Procedimiento para fabricar una OSB con superficie lisa y una OSB, del 14 de Agosto de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar una placa OSB, en el que virutas de madera largas, encoladas con un adhesivo, se esparcen de forma orientada […]
Método de procesamiento continuo de bordes de placas y dispositivo de procesamiento de bordes, del 3 de Julio de 2019, de ULMADAN-R.D. APS: Un método de procesamiento continuo de bordes de placas , mediante el cual las placas se transportan continuamente en una dirección de […]