PROCEDIMIENTO PARA LA PRODUCCIÓN DE PERFILES DE PLÁSTICO EN FORMA DE TUBO.
Procedimiento para la producción de perfiles de plástico en forma de tubo,
en el que se utiliza una línea de extrusión de tubos con una extrusora (1), un casquillo de calibración (10) regulable de manera continua a diferentes diámetros y una unidad de extracción (7) con velocidad de extracción regulable, caracterizado porque se producen perfiles de plástico en forma de tubo cuyas dimensiones varían longitudinalmente, para lo cual el casquillo de calibración (10) se abre y se cierra alternativamente a intervalos de tiempo previamente establecidos
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08007905.
Solicitante: INOEX GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BORWEG 27 32547 BAD OEYNHAUSEN ALEMANIA.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
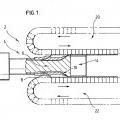
Procedimiento para la producción de perfiles de plástico en forma de tubo. La presente invención consiste en un procedimiento para producir perfiles de plástico en forma de tubo, cuyas dimensiones varían longitudinalmente. En la producción de perfiles de plástico, sobre todo de tuberías de plástico, era habitual paralizar toda la línea de extrusión cuando se precisaba un cambio de dimensiones, es decir, una modificación de la sección transversal del perfil de plástico extruido. A continuación, había que cambiar todos los componentes de la línea de extrusión afectados por el cambio de dimensiones. Esto afectaba sobre todo al cabezal del tubo de la extrusora, al casquillo de calibración y a las obturaciones del depósito de vacío y de las unidades de refrigeración. Además, era necesario ajustar a las nuevas dimensiones otros dispositivos, como el arrastre por orugas, el dispositivo de separación y los dispositivos de apoyo para la barra hueca extruida. Los costes que este modo de proceder generaba, por los tiempos de inactividad de la línea de extrusión, así como por el trabajo de construcción al cambiar las distintas piezas del equipamiento y por las pérdidas de material plástico, eran sostenibles siempre y cuando se trabajara con pedidos de gran volumen. En las condiciones de producción actuales, el volumen de los pedidos es cada vez menor, de modo que las circunstancias expuestas anteriormente relativas al cambio de dimensiones hacen que se reduzca el posible margen de beneficios. Por este motivo, desde hace pocos años, existen equipos que permiten cambiar las dimensiones de un perfil de plástico extruido mientras el proceso de producción está en funcionamiento. Por ejemplo, en el documento DE 198 43 341 A1 se describe un cabezal de tubo regulable, en el documento DE 198 43 340 C2 y en el documento DE 103 18 137 B3, un casquillo de calibración regulable, en el documento DE 202 07 037 U1, una obturación regulable y en el documento DE 102 40 718 A1, un arrastre por orugas regulable. En el documento EP 1 627 724 A2, se da a conocer un procedimiento de este tipo. Este procedimiento se lleva a cabo en una línea de extrusión que presenta una extrusora, un casquillo de calibración que se puede ajustar de manera continua a distintos diámetros durante el funcionamiento y una unidad de extracción con velocidad de extracción regulable. En este procedimiento, el ajuste del grosor de la pared del tubo extruido se lleva a cabo mediante un cambio coordinado del flujo másico que atraviesa la extrusora y/o un cambio de la velocidad de extracción del tubo extruido. Cuando se tiene que producir un diámetro de tubo diferente en una línea de extrusión de este tipo, preparada para el cambio de dimensiones durante su funcionamiento, se ajusta en primer lugar el paso anular del cabezal del tubo y, a continuación, se ajustan sucesivamente al nuevo diámetro el casquillo de calibración, las obturaciones, los apoyos del tubo, el arrastre por orugas y la unidad de serrado. Esto genera en la barra de tubo extruida, entre el antiguo diámetro y el nuevo diámetro, una pieza de desecho casi cónica, que se cortará en la unidad de serrado. En la patente US nº 4.238.435 A, se describe un procedimiento para la producción de cañas de bambú artificiales fabricadas con un material termoplástico. La línea de extrusión que se utiliza en este procedimiento cuenta con una extrusora con una tobera de extrusión y un baño de agua situado a continuación, así como con una unidad de extracción y una sierra para cortar las distintas cañas de bambú de la barra extruida. Los nudos característicos de las cañas de bambú, que se encuentran espaciados unos de otros, se producen parando durante un período breve de tiempo la unidad de extracción, mientras el flujo másico que circula por la tobera de extrusión se mantiene igual. Como la corriente de material que proviene de la tobera de extrusión continúa siendo el mismo, en el espacio libre que queda entre la tobera de extrusión y el baño de agua se genera una especie de burbuja que se enfría de inmediato. La entrada al baño de agua que se encuentra a continuación está formada por una obturación flexible, cuyo orificio pasante se adapta al contorno del tubo extruido. Dado que las burbujas y nudos que se generaron antes del baño alcanzaron una cierta firmeza al enfriarse de inmediato, son capaces de atravesar el orificio pasante de la obturación flexible sin sufrir daños. Intencionadamente, se aprovecha el orificio pasante para perfilar la superficie del nudo. En el documento JP 56 044 628 A, se describe un procedimiento muy similar al descrito en la patente US nº 4.238.435 A. El objetivo de la presente invención es proporcionar un nuevo modo de funcionamiento para un procedimiento de este tipo. Este objetivo se alcanza según la invención con un procedimiento que presenta las características de la reivindicación 1. Para exponer la reivindicación 1, se realizan las siguientes observaciones: por apertura y cierre del casquillo de calibración se entiende la ampliación y reducción del diámetro del casquillo de calibración y por dimensiones del perfil de plástico en forma de tubo se entiende su diámetro y, opcionalmente, también el grosor de su pared. 2 ES 2 365 879 T3 Mediante un cambio definido del diámetro del casquillo de calibración durante la producción se puede fabricar el perfil de plástico en forma de tubo con cualquier forma que se desee, con el correspondiente cambio de diámetro. Si hay que cambiar el grosor de la pared del perfil extruido de manera ventajosa, esto se consigue modificando la velocidad de extracción y/o el flujo másico que atraviesa la extrusora. Las modificaciones del diámetro del casquillo de calibración y, en caso necesario, también de la velocidad de extracción y/o del flujo másico de la extrusora se realizan de manera periódica. De este modo es posible, por ejemplo, cerrar el diámetro del casquillo de calibración, reduciéndolo del diámetro máximo del perfil de plástico en forma de tubo que se va a fabricar al diámetro mínimo de este perfil y volver a abrirlo a continuación, ampliándolo del diámetro mínimo del perfil de plástico en forma de tubo que se debe fabricar al diámetro máximo de este perfil. Con ello, controlando el casquillo de calibración del modo correspondiente, es posible fabricar, entre otras cosas, un perfil de plástico con forma cónica. En este caso, los distintos perfiles de plástico aparecerían unos junto a otros en la barra extruida, base con base y vértice con vértice. Solo sería necesario separarlos en estas zonas para obtener los distintos perfiles de plástico en forma de tubo. De este modo, se evitan los desechos. Controlando de modo adecuado la velocidad de extracción y/o el flujo másico que circula por la extrusora, se puede ajustar el grosor de la pared de este perfil de plástico cónico de forma que, por ejemplo, disminuya del diámetro máximo al mínimo, o bien permanezca constante a lo largo de todo el perfil. A continuación, se explica de modo más detallado la invención, utilizando para ello diversos ejemplos de formas de realización. En el correspondiente dibujo: La Figura 1 muestra una planta de extrusión para la producción de perfiles de plástico en forma de tubo con sus componentes principales representados de modo esquemático, la Figura 2 muestra una sección transversal de un perfil de plástico fabricado en una línea de extrusión según la figura 1, después de haber sido cortada la barra hueca extruida en una primera forma de realización, la Figura 2.1 muestra un perfil de plástico en una representación según la figura 2, en una segunda forma de realización, la Figura 3 muestra un perfil de plástico en una representación según la figura 2, en una tercera forma de realización, la Figura 3.1 muestra un perfil de plástico en una representación según la figura 2, en una cuarta forma de realización, la Figura 4 muestra un perfil de plástico en una representación según la figura 2, en una quinta forma de realización, la Figura 5 muestra un perfil de plástico en una representación según la figura 2, en una sexta forma de realización, la Figura 6 muestra un perfil de plástico en una representación según la figura 2, en una séptima forma de realización, la Figura 7 muestra un perfil de plástico en una representación según la figura 2, en una octava forma de realización. La línea de extrusión representada en la figura 1 incluye una extrusora 1 con una tolva de carga 2, un husillo de extrusión 3 y un utillaje de extrusión 4. A través de la tolva de carga 2, se introduce en la extrusora 1 un material termoplástico 5 en forma de granulado o polvo. En la extrusora 1, el granulado o el polvo se calientan, se amasan y se convierten en plástico. A continuación, se transporta el plástico como una masa... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de perfiles de plástico en forma de tubo, en el que se utiliza una línea de extrusión de tubos con una extrusora (1), un casquillo de calibración (10) regulable de manera continua a diferentes 5 diámetros y una unidad de extracción (7) con velocidad de extracción regulable, caracterizado porque se producen perfiles de plástico en forma de tubo cuyas dimensiones varían longitudinalmente, para lo cual el casquillo de calibración (10) se abre y se cierra alternativamente a intervalos de tiempo previamente establecidos. 2. Procedimiento según la reivindicación 1, caracterizado porque, al mismo tiempo, disminuye o aumenta la 10 velocidad de extracción. 3. Procedimiento según las reivindicaciones 1 o 2, caracterizado porque, al mismo tiempo, disminuye o aumenta el flujo másico que atraviesa la extrusora (1). ES 2 365 879 T3 6 ES 2 365 879 T3 7 ES 2 365 879 T3 8
Patentes similares o relacionadas:
Dispositivo calibrador para calibrar una película tubular extrudida, del 14 de Marzo de 2019, de KDESIGN GMBH: Dispositivo calibrador para calibrar por encima del límite de fraguado una película tubular extrudida, en donde entre unas superficies guía […]
Sistema y método para la fabricación de un producto de plástico a partir de residuos de plástico mixtos reciclados, del 9 de Agosto de 2017, de Rolan Investment OÜ: Un sistema para producir productos de plástico a partir de materia prima que ha sido reciclada a partir de residuos de plástico mixtos sin clasificar, no identificados […]
Elemento de centraje para elementos parciales de herramienta de una herramienta de transformación de materia sintética, del 9 de Noviembre de 2016, de VEKA AG: Elemento de centraje (10; 10') para elementos parciales de herramienta de una herramienta de transformación de materia sintética , con un […]
Procedimiento para la fabricación continua de una tira LED, del 5 de Octubre de 2016, de Döllken-Weimar GmbH: Procedimiento para la fabricación continua de una tira LED , con un dispositivo con al menos una extrusionadora para la fabricación de una masa fundida de plástico […]
Procedimiento para la fabricación continua de una tira LED, del 5 de Octubre de 2016, de Döllken-Weimar GmbH: Procedimiento para la fabricación continua de una tira LED, insertándose al menos una tira LED funcional dotada de varios diodos luminosos de forma continua […]
Molde móvil refrigerado exteriormente, del 28 de Septiembre de 2016, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo de tuberías que incluye un molde móvil para conformar plástico fundido en un producto realizado en el interior de dicho […]
Tapón de refrigeración alineable para extrusora, del 26 de Agosto de 2015, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo para formar una tubería de pared doble, que comprende una extrusora , un cabezal de extrusión y unos bloques del molde […]
Procedimiento de calibrado y dispositivo para llevar a cabo el procedimiento, del 22 de Abril de 2015, de SMI Service Management Immobilien GmbH: Procedimiento de calibrado y enfriamiento de barras perfiladas extruidas, en el que se succiona refrigerante de un tanque de calibrado por medio de una abertura de succión […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Tapón de refrigeración alineable para extrusora, del 26 de Agosto de 2015, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo para formar una tubería de pared doble, que comprende una extrusora , un cabezal de extrusión y unos bloques del molde […]
Tapón de refrigeración alineable para extrusora, del 26 de Agosto de 2015, de LUPKE, MANFRED ARNO ALFRED: Aparato de moldeo para formar una tubería de pared doble, que comprende una extrusora , un cabezal de extrusión y unos bloques del molde […]