PROCEDIMIENTO PARA LA CONEXIÓN DE DOS CHAPAS.
Procedimiento para la conexión de un mínimo de dos chapas (12,
18), que comprende las siguientes etapas: - formar en una primera chapa (12) una serie de indentaciones (14a) que tienen una sección transversal sustancialmente triangular, que sobresalen del plano de la correspondiente chapa (12), - formar en una segunda chapa (18) una serie de lengüetas (22a) que se extienden desde un borde periférico de la misma, (18), - solapar la primera chapa (12) sobre la segunda chapa - conectar las dos chapas (12, 18) por engrapado, plegando una parte (20) de la segunda chapa (18) sobre el borde de la primera chapa (12), - comprimir las lengüetas (22a) de la segunda chapa (18) contra las indentaciones (14a) de la primera chapa (12), utilizando medios de presión, y - soldar las chapas (12, 18) en las proximidades de las respectivas indentaciones (14a) y las correspondientes lengüetas (22a) por medio de un procedimiento de soldadura por proyección, utilizando medios de soldadura adaptados para facilitar un impulso de corriente, caracterizado porque dichas indentaciones (14a) tienen forma alargada y arqueada, de manera que se extienden a lo largo de una trayectoria curvada
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07022839.
Solicitante: KGR S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA NICOLAO CENA, 65 10032 BRANDIZZO (TORINO) ITALIA.
Inventor/es: SIMIOLI,MARCO.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Noviembre de 2007.
Fecha Concesión Europea: 1 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B23K11/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Soldadura por proyección.
Clasificación PCT:
- B23K11/14 B23K 11/00 […] › Soldadura por proyección.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere en general a un procedimiento para conectar elementos de chapa, que comprende una operación de soldadura por resistencia, especialmente una soldadura del tipo llamado por proyección, en la que una de las chapas a soldar tiene uno
o varios salientes o indentaciones para concentrar la corriente de soldadura. Para conectar dos elementos de chapa por medio de soldadura por proyección, se forma una serie deindentaciones de antemano en una de las dos chapas, a efectos de que sobresalgan de su plano. Las indentaciones están formadas por la operación de prensado, tal como la operación de punzonado en frío, en una zona de la chapa que quedará oculta a la vista al final de la operación de soldadura. Durante la soldadura, las indentaciones reciben una acción de presión y calor debido al flujo de corriente hasta que se consigue su fusión, de manera que el material de las mismas se fusiona con el de la otra chapa, a efectos de conseguir la conexión.
Este procedimiento de conexión, que comporta la ejecución de soldaduras por resistencia, es utilizado frecuentemente en la industria del automóvil y en la industria llamada de línea blanca, cuando se requieren características de alta calidad estética, usualmente cuando
las chapas a conectar deben carecer de cualesquiera
deformaciones e imperfecciones superficiales visibles después de la soldadura. En el sector del automóvil, este tipo de soldadura se utiliza de manera típica para montar partes móviles de los vehículos a motor, constituidas por paneles combinados, por ejemplo, puertas, capó y tapas de baúl, que comprenden un panel de recubrimiento externo y una estructura de refuerzo o armazón interno.
Después de haber formado las indentaciones en una chapa y antes de llevar a cabo la operación de soldadura, el panel de recubrimiento es conectado al ramazón por medio de una operación periférica de unión, por plegado de un borde del mismo a lo largo del borde externo del armazón, de manera tal que la geometría del panel combinado queda definida de modo permanente durante la realización de la soldadura.
En particular, la invención se refiere a un procedimiento de conexión del tipo que se ha definido en el preámbulo de la reivindicación adjunta 1.
Un procedimiento para la conexión de chapas del tipo que se ha mencionado es conocido por el documento EP-A-1 038 627 y se ha mostrado esquemáticamente en las figuras 1 a 3 de los dibujos adjuntos, que representan una parte de las chapas utilizadas durante el método correspondiente. En particular, la figura 1 es una vista lateral en sección de dos chapas acopladas por engrapado en el método, de acuerdo con la técnica anterior, antes de llevar a cabo la soldadura por proyección. La figura 2 es una vista en sección y en alzado de chapas desde la flecha (II) de la
figura 1 y la figura 3 es una vista en alzado desde la flecha (III) de la figura 1, al final de la soldadura.
Haciendo referencia a estas figuras y al procedimiento conocido, una primera chapa que usualmente consiste en el armazón de un panel de tipo compuesto (10) se ha indicado con el numeral (12). Una serie de indentaciones (14) que tiene forma rectilínea alargada y sección transversal en generalmente triangular (solamente se aprecia una de ellas en las figuras 1 a 3) se forman en la chapa (12), teniendo cada una de ellas una cresta superior rectilínea (16).
Una segunda chapa, indicada con el numeral (18), es asociada a la chapa (12) en vista de la fijación de la misma por soldadura. En el caso más habitual, una capa de material adhesivo se interpone entre las chapas (12) y (18), típicamente un material plástico termocurable (no mostrado en las figuras). Las chapas (12) y (18) son conectadas preliminarmente por medio de una operación de engrapado mecánico, durante la cual una parte (20) de la chapa (18) es plegada a efectos de rodear el borde periférico de la chapa (12). La parte del borde de la segunda chapa es dotada de una serie de lengüetas (22) (solamente se puede apreciar una de ellas en las figuras 1 a 3) que tienen forma rectangular o trapecial, cuyos bordes son redondeados o forman un cierto radio, estando formada cada una de ellas en una posición adaptada para su prolongación próxima a una indentación correspondiente (14) en la situación de acoplamiento y engrapado de las dos chapas (12) y (18). Usualmente, un par de rebajes (24)
deben ser constituidos en la base de cada lengüeta (22), a
efectos de evitar que la chapa (18), en la zona adyacente a la misma, sufra una deformación y se arrugue cuando la lengüeta (22) es presionada a efectos de llevarla a establecer contacto con la correspondiente indentación (14) de la chapa (12). La formación de estos rebajes (24), además de requerir una operación adicional, es
habitualmente compleja porque su forma puede revelarse crítica a efectos de asegurar un contacto satisfactorio entre las lengüetas (22) y las indentaciones correspondientes (14).A continuación, se realiza la operación de soldadura por medios de soldadura que comprenden un electrodo de soldadura (no mostrado, siendo de tipo conocido) que descansa sobre la cara externa de la respectiva lengüeta
(22) y que lleva a cabo una acción de presión sobre la misma a efectos de llevarla a establecer contacto íntimo con la cresta superior (16) de la indentación (14), de acuerdo con un movimiento indicado esquemáticamente con la flecha (A) de la figura 1. A continuación, un impulso de corriente, usualmente de corta duración y elevada intensidad, es facilitado entre el electrodo de soldadura y otro electrodo, continuando entre tanto la acción de presión, de manera tal que se consigue la fusión de la indentación (14), así como la penetración de la misma en la superficie de la lengüeta (22) que está dirigida a la chapa (12). Al final de la operación de soldadura (figura 3), la lengüeta (22) será superpuesta en paralelo a la chapa (12)
y fijada permanentemente a la misma.
Este procedimiento de conexión de tipo conocido tiene, no obstante, la desventaja de requerir una disposición compleja y difícil a efectos de evitar que las dos chapas a soldar puedan sufrir deformaciones durante las etapas de engrapado y de soldadura. En el caso más general, la etapa de colocación comprende también la conformación de rebajes en la base de las lengüetas de la segunda chapa, cuya forma óptima es frecuentemente difícil de determinar, de manera que es necesario recurrir a operarios altamente formados, con el incremento resultante de costes para llevar a cabo
el procedimiento con los consiguientes costes de producción. Con el objetivo de superar los inconvenientes delprocedimiento de conexión, de acuerdo con la técnica anterior, la materia de la presente invención es un procedimiento que se reivindica.
El procedimiento, según la presente invención, se basa en la consideración de que muchas dificultades de disposición del procedimiento de conexión conocido se derivan de la forma específica de la indentación habitualmente utilizada, cuya extensión rectilínea no permite siempre un contacto correcto de la otra chapa con la respectiva lengüeta, debido a los inevitables juegos o a imperfecciones geométricas en la forma de las dos chapas.
Mediante la presente invención, la forma arqueada de la indentación que la caracteriza, permite siempre obtener una zona de contacto óptimo entre la cresta superior de la indentación con la superficie interna de la lengüeta a
soldar y asegura, por lo tanto, una fiabilidad óptima de la
conexión por la soldadura de dos chapas, en particular, sin requerir ninguna disposición compleja del sistema.
De acuerdo con una característica preferentemente de
la invención, la lengüeta tiene forma arqueada que corresponde a la de la indentación. A causa de esta característica, la superficie decontacto entre la indentación y la correspondiente lengüeta se incrementa de manera que se puede obtener una conexión mecánica mejorada de la soldadura, que se ha demostrado que tiene características “estructurales” que quedan con un margen satisfactorio dentro de los límites de seguridad en el caso de impacto, como resultado de pruebas llevadas a cabo por la solicitante. Además, de acuerdo con la invención, se puede evitar, de manera ventajosa, la realización de rebajes en la base de las lengüetas, dado que la forma específica de las indentaciones y las lengüetas...
Reivindicaciones:
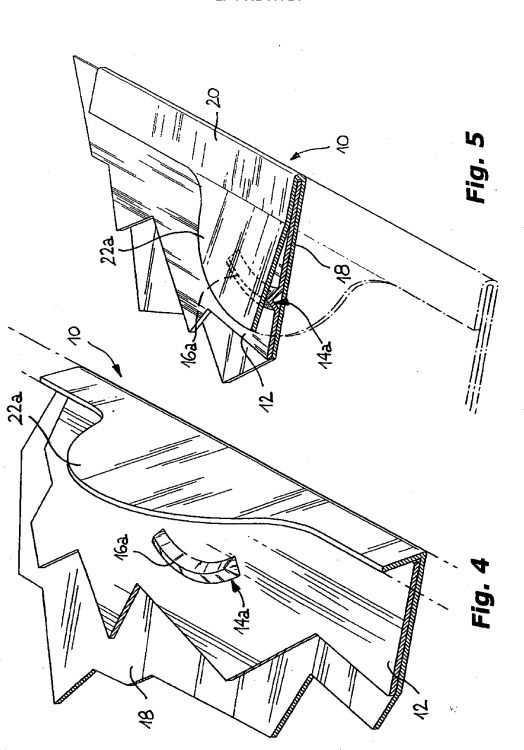
1. Procedimiento para la conexión de un mínimo de dos chapas (12, 18), que comprende las siguientes etapas:
- formar en una primera chapa (12) una serie de indentaciones (14a) que tienen una sección transversal sustancialmente triangular, que sobresalen del plano de la correspondiente chapa (12),
- formar en una segunda chapa (18) una serie de lengüetas (22a) que se extienden desde un borde periférico de la misma,
- solapar la primera chapa (12) sobre la segunda chapa (18),
- conectar las dos chapas (12, 18) por engrapado, plegando una parte (20) de la segunda chapa (18) sobre el borde de la primera chapa (12),
- comprimir las lengüetas (22a) de la segunda chapa
(18) contra las indentaciones (14a) de la primera chapa (12), utilizando medios de presión, y
- soldar las chapas (12, 18) en las proximidades de las respectivas indentaciones (14a) y las correspondientes lengüetas (22a) por medio de un procedimiento de soldadura por proyección, utilizando medios de soldadura adaptados para facilitar un impulso de corriente,
caracterizado porque dichas indentaciones (14a) tienen forma alargada y arqueada, de manera que se extienden a lo largo de una trayectoria curvada.
2. Procedimiento, según la reivindicación 1, caracterizado porque dichas lengüetas (22a) tienen un
perfil arqueado cuya forma corresponde a la de la respectiva indentación (14a).
3. Procedimiento, según la reivindicación 1 ó 2, caracterizado porque dichas lengüetas (22a) forman radio con respecto a la chapa correspondiente (18) sin formar rebaje alguno en los lados de su parte de base.
4. Procedimiento, según cualquiera de las reivindicaciones 1 a 3, caracterizado porque las indentaciones (14a) y las lengüetas (22a) tienen forma de arco de círculo.
5. Procedimiento, según la reivindicación 4, caracterizado porque los centros de las circunferencias que definen la forma arqueada de las indentaciones (14a) y de las lengüetas (22a) están dispuestos en el lado de las indentaciones (14a) y de las lengüetas (22A) dirigidas a los bordes externos de las chapas respectivas (12, 18).
6. Procedimiento, según la reivindicación 5, caracterizado porque la etapa de soldadura comprende la realización de un proceso de soldadura por proyección indirecta, y porque los medios de soldadura comprenden un electrodo de soldadura adaptado para establecer contacto sobre dicha lengüeta (22a) sobre el lado opuesto a la respectiva indentación (14a) de la primera chapa (12) y, como mínimo, un electrodo de masa adaptado para establecer contacto sobre la primera chapa (12) a efectos de cerrar un circuito eléctrico a través de dichas primera y segunda chapas (12, 18) mientras se lleva a cabo la soldadura.
7. Procedimiento, según la reivindicación 5, caracterizado porque la etapa de soldadura comprende la
realización de un proceso de soldadura por proyección directa, y porque los medios de soldadura comprenden un par de electrodos de soldadura respectivamente adaptados para establecer contacto sobre dicha lengüeta (22a) sobre la 5 cara opuesta a la respectiva indentación (14a) de la primera chapa (12) y sobre la segunda chapa (18) sobre la cara de la misma opuesta a la primera chapa (12) con respecto a dicha lengüeta (22a), de manera que se cierra un circuito eléctrico a través de dichas primera y segunda
10 chapas (12, 18) mientras se lleva a cabo la soldadura.
8. Procedimiento, según cualquiera de las reivindicaciones 1 a 7, caracterizado porque un polímero adhesivo, preferentemente de tipo termocurable, es interpuesto entre las partes de borde de la primera chapa
15 (12) y de la segunda chapa (18).
Patentes similares o relacionadas:
Soldadura por proyección de chapas de metal, del 19 de Octubre de 2018, de AL-S TECHNOLOGY B.V: Un conjunto de una primera chapa de metal y una segunda chapa a soldar por encima de la primera chapa de metal por medio de soldadura por proyección, en el que […]
Sistema de fijación para piezas adosadas a un vehículo, con una pieza de conexión perfilada; vehículo con un sistema de fijación de este tipo, del 1 de Febrero de 2017, de MEKRA LANG GMBH & CO. KG: Sistema de fijación para la fijación de una pieza adosada a un vehículo , que comprende: una pieza de conexión perfilada con una superficie envolvente exterior […]
Dispositivo para la conformación y soldadura simultáneas de tubos conectores para compresores usando un pasador de centrado; procedimiento de conformación y soldadura de tubos conectores para compresor usando dicho dispositivo, del 21 de Septiembre de 2016, de WHIRLPOOL S.A.: Dispositivo de conformación y soldadura simultáneas de tubos conectores para compresores (C), estando definidos dichos tubos conectores por […]
 Método para cerrar una parte extrema de un elemento de radiador de calefacción, y elemento de radiador de aluminio, del 3 de Febrero de 2016, de FONDITAL S.p.A: Método para cerrar una parte extrema de un elemento de radiador de calefacción de aluminio , que comprende las etapas de:
- proporcionar un cuerpo […]
Método para cerrar una parte extrema de un elemento de radiador de calefacción, y elemento de radiador de aluminio, del 3 de Febrero de 2016, de FONDITAL S.p.A: Método para cerrar una parte extrema de un elemento de radiador de calefacción de aluminio , que comprende las etapas de:
- proporcionar un cuerpo […]
 Dispositivo para soldadura por resistencia, del 12 de Noviembre de 2015, de Gestamp Ingeniería Europa Sur, S.L: Dispositivo para soldadura por resistencia para soldar un componente a una pieza , que comprende un bastidor de soporte para una herramienta configura a modo […]
Dispositivo para soldadura por resistencia, del 12 de Noviembre de 2015, de Gestamp Ingeniería Europa Sur, S.L: Dispositivo para soldadura por resistencia para soldar un componente a una pieza , que comprende un bastidor de soporte para una herramienta configura a modo […]
Unidad de electrodo de soldadura, dispositivo de soldadura y procedimiento para producir una unión de soldadura, del 11 de Febrero de 2015, de ThyssenKrupp System Engineering GmbH: Unidad de electrodo de soldadura que comprende - un equipo de reajuste - y un electrodo de soldadura unido operativamente de manera cinemática con el […]
Mecanismo de conducción de electricidad, del 28 de Enero de 2015, de STAR CO., LTD.: Un extractor de chapa de metal que comprende: un primer medio de manipulación provisto de una broca que se dispone en una porción de extremo distal de […]
Cuerpo de caldeo para aparato de calefacción, procedimiento de realización del cuerpo caldeo, y aparato de calefacción de locales que incorpora dicho cuerpo de caldeo, del 19 de Noviembre de 2014, de ATLANTIC INDUSTRIE: Cuerpo de caldeo para aparato de calefacción eléctrica de locales, del tipo que comprende al menos una resistencia eléctrica calentadora constituida […]