PROCEDIMIENTO PARA CALIBRAR UNA MESA DE SUJECION.
Procedimiento para calibrar una máquina herramienta con una mesa (1) de sujeción y un cabezal portaherramientas (62) que se puede desplazar mediante un control numérico sobre todos los elementos (3) de sujeción de la mesa de sujeción en un plano definido,
caracterizado porque cada elemento (3) de sujeción se mueve hacia el cabezal portaherramientas (62) o un calibre de tapón alojado aquí y en el control se almacena respectivamente la cantidad de pasos de un motor paso a paso (12) necesarios para la formación de un plano de apoyo de la pieza de trabajo en paralelo al plano definido
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08160417.
Solicitante: WILHELM ALTENDORF GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: WETTINER ALLEE 43/45,32429 MINDEN.
Inventor/es: ZARSKE,WOLFGANG.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Octubre de 2004.
Fecha Concesión Europea: 7 de Abril de 2010.
Clasificación Internacional de Patentes:
- B23Q1/03B
- B23Q17/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la posición existente o deseada de la herramienta o la pieza de trabajo.
- B25B11/00C
Clasificación PCT:
- B23Q1/03 B23Q […] › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › Soportes fijos de herramientas o piezas (B23Q 1/70 tiene prioridad; mesas auxiliares B23Q 1/74; contrapuntos B23B 23/00).
- B25B11/00 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › Portapiezas o dispositivos de posicionar no cubiertos por los grupos B25B 1/00 - B25B 9/00, p. ej. portapiezas magnéticos, portapiezas que utilizan el vacío (para mantener o posicionar las piezas a soldar, soldar sin fusión o cortar por calentamiento localizado B23K 37/04; especialmente adaptados a las máquinas-herramientas B23Q 3/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
Fragmento de la descripción:
Procedimiento para calibrar una mesa de sujeción.
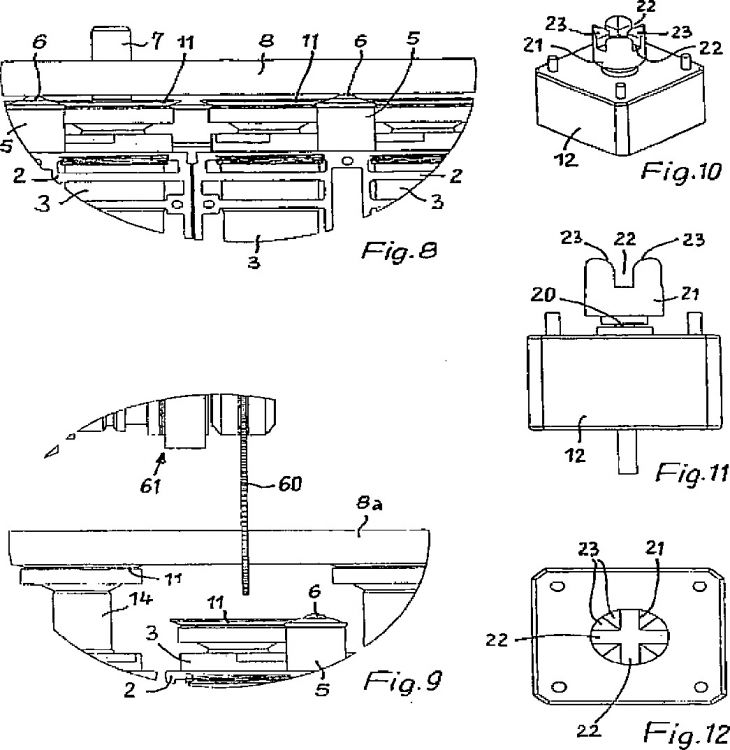
La invención se refiere a un procedimiento para calibrar una mesa de sujeción de piezas de trabajo en una máquina herramienta con una pluralidad de elementos de sujeción, dispuestos uno al lado de otro, que presentan respectivamente una unidad de tubo telescópico con un plato de aspiración en el lado superior, pudiéndose desplazar relativamente entre si los tubos concéntricos de la unidad de tubo telescópico mediante un accionamiento posicionador.
Del documento DE-GM20107746 se conoce una llamada mesa matriz de este tipo que sirve especialmente para formatear planchas de materiales derivados de la madera. Una mesa de sujeción de este tipo forma parte a menudo de un centro de mecanizado y se cubre mediante un brazo desplazable en dirección longitudinal (dirección x) de la mesa, en el que está dispuesto un cabezal portaherramientas desplazable en sentido transversal (dirección y) y vertical (dirección z) respecto a la mesa y que soporta un husillo de accionamiento, con el que se pueden acoplar distintas unidades de mecanizado, como fresas y taladros, pero también pequeñas hojas de sierra circular.
En el caso del elemento de sujeción conocido del documento DE-GM20107746, un motor paso a paso está dispuesto como accionamiento posicionador en el extremo superior del tubo telescópico estacionario y, por tanto, de manera concéntrica a éste, así como al tubo telescópico desplazable con un accionamiento de husillo que está fijado aquí en el centro y atraviesa el motor paso a paso. Las líneas eléctricas de alimentación del motor paso a paso discurren a través del tubo telescópico estacionario en paralelo al accionamiento de husillo, mientras que el tubo telescópico desplazable solapa el tubo telescópico estacionario en el lado externo. Como esta forma de construcción permite poner en práctica sólo un diámetro relativamente grande de los elementos de sujeción, se obtiene, por tanto, una graduación aproximada de la mesa matriz. Además, se dificultan los trabajos de mantenimiento y reparación.
La invención supera estas desventajas del estado de la técnica mediante un procedimiento para calibrar una máquina herramienta con una mesa de sujeción y un cabezal portaherramientas que se puede desplazar mediante un control numérico sobre todos los elementos de sujeción de la mesa de sujeción en un plano definido, moviéndose cada elemento de sujeción hacia el cabezal portaherramientas o un calibre de tapón alojado aquí y almacenándose respectivamente en el control la cantidad de pasos de un motor paso a paso necesarios para la formación de un plano de apoyo de la pieza de trabajo en paralelo al plano definido.
Según un aspecto complementario en este sentido, el accionamiento posicionador está dispuesto de manera coaxial respecto a la unidad de tubo telescópico y acoplado de manera separable con el tubo telescópico desplazable mediante un acoplamiento enchufable por arrastre de forma. Esto posibilita una configuración más delgada del elemento de sujeción, resultando ventajoso guiar el tubo telescópico desplazable en el interior del tubo telescópico estacionario externo. A la vez se puede sustituir sin problemas el elemento de sujeción completo, sin el accionamiento instalado fijamente ni conectado por electricidad o de otra forma, en caso de producirse problemas en la guía mecánica o fugas relacionadas con el aire aspirado.
Según otro aspecto, el accionamiento posicionador está dispuesto asimismo de manera coaxial en la unidad de tubo telescópico, pero acoplado permanentemente con el tubo telescópico desplazable, así como conectado por electricidad a un suministro de corriente mediante una unión enchufable separable. En este caso, el accionamiento posicionador forma parte del elemento de sujeción sujetado de manera separable en la mesa, por lo que no es necesario un acoplamiento mecánico entre el accionamiento y el tubo telescópico desplazable, pero si una unión enchufable eléctrica entre la mesa y cada elemento de sujeción. Esta unión enchufable puede formar a la vez un centrado mecánico.
Tanto en un caso como en el otro, el accionamiento posicionador es preferentemente, como ya se conoce, un motor paso a paso e interactúa con un accionamiento central de husillo en la unidad de tubo telescópico. Esto permite obtener distintas alturas de extensión del tubo telescópico desplazable (y, por tanto, del plato de aspiración) con una graduación muy exacta y de este modo varias alturas diferentes de la pieza sujetada de trabajo de manera reproducible y unificada respecto a los elementos activos de sujeción.
Resulta especialmente ventajoso disponer las unidades telescópicas y los accionamientos posicionadores en travesaños que cubren la mesa, estando creado simultáneamente el acoplamiento mecánico o eléctrico con el accionamiento motor o su suministro de corriente mediante la inserción de fijación de los elementos de sujeción en los travesaños respectivos. La conexión con el conducto de aire se puede llevar a cabo así también de forma simple y elegante.
Una variante del elemento de sujeción prevé que una vía de aire aspirado esté guiada desde un taladro de acceso en el tubo telescópico externo, pasando a través del espacio anular entre los tubos, hasta un taladro de entrada en el tubo telescópico interno, cuyo espacio interno se encuentra unido con el plato de aspiración, estando dispuesta con desplazamiento axial hacia el acoplamiento en la pared interna del tubo telescópico externo una junta respecto al tubo telescópico interno, que se encuentra entre el taladro de entrada y el taladro de acceso sólo en el estado completamente recogido del tubo telescópico interno y una pequeña zona de extensión situada a continuación. Con estos elementos de sujeción se puede manejar la mesa de sujeción según la invención de manera que la pieza de trabajo, que se va a sujetar, se coloca con una orientación lateral sobre soportes fijos que definen un plano de alimentación de la pieza de trabajo y sobrepasan los elementos de sujeción completamente recogidos, a continuación los elementos de sujeción seleccionados por programa se extienden hacia la pieza de trabajo y la levantan más allá de la pequeña zona de extensión, de modo que a través de la vía de aire aspirado llega una presión negativa a los platos de aspiración que forman la superficie interrumpida de apoyo de la pieza de trabajo y se sujeta fijamente la pieza de trabajo, y finalmente estos elementos activados de sujeción se siguen extendiendo hacia una posición de trabajo de las varias posiciones de trabajo posibles.
Otra variante del elemento de sujeción, no limitada necesariamente a su configuración descrita arriba, prevé que en el tubo telescópico estacionario (externo) de la unidad de tubo telescópico esté fijado un manguito anular cerca de su extremo alejado del acoplamiento, pudiéndose someter el espacio existente entre éste y la pared interna del tubo telescópico estacionario a aire comprimido para bloquear de forma apretada el tubo telescópico móvil (interno) mediante la compresión del manguito contra éste. El manguito de paredes delgadas está hecho especialmente de plástico en forma de una sola pieza con anillos separados de fijación y obturación. De este modo, los tubos telescópicos móviles de los elementos activos de sujeción se pueden reforzar en esta posición, si han llegado a una posición extendida de trabajo, por lo que durante el mecanizado siguiente de la pieza de trabajo sujetada, los elementos de sujeción no oscilan debido a las fuerzas originadas aquí, lo que afectarla la exactitud del mecanizado.
En este caso resulta además ventajoso que las unidades telescópicas estén fijadas respectivamente con su plato de aspiración y sus elementos asociados de acoplamiento o elementos eléctricos asociados de unión en los travesaños, que cubren la mesa, mediante la inserción del tubo telescópico externo y que el acoplamiento enchufable o unión esté cerrado en la posición de trabajo.
En este caso resulta también ventajoso que los accionamientos posicionadores respectivamente junto con los elementos asociados de acoplamiento o elementos eléctricos asociados de unión estén dispuestos asimismo en travesaños que discurren en paralelo a los travesaños de las unidades telescópicas.
En este caso resulta además ventajoso que los travesaños de las unidades telescópicas estén hechos de perfiles huecos con varias paredes paralelas que forman los canales conductores de aire y están atravesadas por taladros escalonados para el alojamiento de las unidades telescópicas....
Reivindicaciones:
1. Procedimiento para calibrar una máquina herramienta con una mesa (1) de sujeción y un cabezal portaherramientas (62) que se puede desplazar mediante un control numérico sobre todos los elementos (3) de sujeción de la mesa de sujeción en un plano definido, caracterizado porque cada elemento (3) de sujeción se mueve hacia el cabezal portaherramientas (62) o un calibre de tapón alojado aquí y en el control se almacena respectivamente la cantidad de pasos de un motor paso a paso (12) necesarios para la formación de un plano de apoyo de la pieza de trabajo en paralelo al plano definido.
2. Procedimiento según la reivindicación 1, caracterizado porque la mesa (1) de sujeción de piezas (8) de trabajo está configurada en una máquina herramienta y tiene una pluralidad de elementos (3) de sujeción, dispuestos uno al lado de otro, que presentan respectivamente una unidad (10) de tubo telescópico con un plato (11) de aspiración en el lado superior, pudiéndose desplazar relativamente entre sí los tubos concéntricos (13, 14) de la unidad (10) de tubo telescópico mediante un accionamiento posicionador (12).
3. Procedimiento según la reivindicación 2, caracterizado porque el accionamiento posicionador (12) está dispuesto de manera coaxial respecto a la unidad (10) de tubo telescópico y acoplado de manera separable con el tubo telescópico desplazable (13) mediante un acoplamiento enchufable por arrastre de forma (21, 25).
4. Procedimiento según la reivindicación 2, caracterizado porque el accionamiento posicionador (12) está dispuesto de manera coaxial en la unidad (10) de tubo telescópico y acoplado permanentemente con el tubo telescópico desplazable (13), así como conectado por electricidad a un suministro (53) de corriente mediante una unión enchufable separable (50, 52).
5. Procedimiento según la reivindicación 4, caracterizado porque la unión enchufable (50, 52) forma también un centrado mecánico.
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el accionamiento posicionador (12) es un motor paso que interactúa con un accionamiento central (17, 18) de husillo en la unidad telescópica (10).
7. Procedimiento para calibrar una máquina herramienta con una mesa (1) de sujeción con una pluralidad de elementos (3) de sujeción, dispuestos uno al lado de otro, que presentan respectivamente una unidad (10) de tubo telescópico con un plato (11) de aspiración en el lado superior, pudiéndose desplazar relativamente entre si los tubos concéntricos (13, 14) de la unidad (10) de tubo telescópico mediante un motor paso a paso (12) que interactúa con un accionamiento central (17, 18) de husillo en la unidad (10) de tubo telescópico, y con un cabezal portaherramientas (62) que se puede desplazar mediante un control numérico sobre todos los elementos (3) de sujeción de la mesa de sujeción en un plano definido, caracterizado porque cada elemento (3) de sujeción se mueve hacia el cabezal portaherramientas (62) o un calibre de tapón alojado aquí y en el control se almacena respectivamente la cantidad de pasos de un motor paso a paso (12) necesarios para la formación de un plano de apoyo de la pieza de trabajo en paralelo al plano definido.
Patentes similares o relacionadas:
 Dispositivo de alineación para herramientas de torneado, del 29 de Julio de 2020, de GÜHRING KG: Dispositivo de alineación para disponer sobre una herramienta de torneado, , en particular sobre un vástago de herramienta o una punta […]
Dispositivo de alineación para herramientas de torneado, del 29 de Julio de 2020, de GÜHRING KG: Dispositivo de alineación para disponer sobre una herramienta de torneado, , en particular sobre un vástago de herramienta o una punta […]
Dispositivo de mandril y método, del 18 de Marzo de 2020, de In-Situ Oilfield Services Limited: Un dispositivo de mandril que tiene al menos dos mandíbulas para agarrar un objeto (T), y un mecanismo de ajuste configurado para ajustar el centro rotacional […]
Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, del 19 de Febrero de 2020, de IMA Schelling Deutschland GmbH: Procedimiento para el mecanizado de los bordes de piezas de trabajo en forma de placa, donde las piezas de trabajo se suministran en un circuito […]
Aparato seguidor del contorno y sistemas y métodos relacionados, del 1 de Enero de 2020, de FLOW INTERNATIONAL CORPORATION: Un conjunto de cardan para una máquina multieje para ayudar al mantenimiento de una relación espacial entre una herramienta de la máquina multieje y una […]
Accesorio de centrado de útiles sobre una máquina de mecanizado, procedimiento de centrado y dispositivo de ayuda para el centrado que incluye tal accesorio, del 20 de Noviembre de 2019, de Wibemo S.A: Accesorio de centrado de un útil (O) o de un husillo porta-útiles sobre un eje de rotación X-X` de un cañón giratorio de una máquina de mecanizado, caracterizado […]
Módulo de mecanización, conjunto de accesorio para módulo de mecanización, y procedimiento de puesta en marcha de un módulo de mecanización, del 9 de Octubre de 2019, de Watch Out SA: Conjunto de accesorios para módulo de mecanización por arrancado de virutas, que comprende: por lo menos un portaherramientas provisto de una […]
Procedimiento y dispositivo para detectar y corregir una ubicación espacial de una pieza de trabajo sostenida en un dispositivo de posicionamiento, del 4 de Septiembre de 2019, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Procedimiento para detectar y corregir una ubicación espacial de una pieza de trabajo no simétrica en rotación sostenida en un dispositivo de posicionamiento […]
 Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]
Dispositivo y procedimiento para la sincronización del movimiento de un medio de mecanizado automático con el movimiento de una pieza de trabajo, del 31 de Julio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Dispositivo para la sincronización del movimiento de un medio de mecanizado automático (BM) con el movimiento de una pieza de trabajo (WS) transportada durante el mecanizado […]