PROCEDIMIENTO DE OBTURACION, MEDIANTE SOLDADURA POR FRICCION, DE UN AGUJERO DE UNA PIEZA METALICA, UTILIZACION DE UNA BARRA METALICA Y DE UNA PIEZA DE SOPORTE DEL COJINETE PARA LA PUESTA EN PRACTICA DE PROCEDIMIENTO.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05103308.
Solicitante: SNECMA
SNECMA SERVICES.
Nacionalidad solicitante: Francia.
Dirección: 2 BOULEVARD DU GENERAL MARTIAL VALIN,75015 PARIS.
Inventor/es: BOUET,BERNARD, FERTE,JEAN-PIERRE, GOURBESVILLE,OLIVIER, LE SAUNIER,DIDIER,BRUNO.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Abril de 2005.
Fecha Concesión Europea: 14 de Abril de 2010.
Clasificación Internacional de Patentes:
- B23K20/12D
- B23K20/12M
Clasificación PCT:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
Clasificación antigua:
- B23K20/12 B23K 20/00 […] › siendo producido el calor por fricción; Soldadura por fricción.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de obturación, mediante soldadura por fricción, de un agujero de una pieza metálica, utilización de una barra metálica y de una pieza de soporte del cojinete para la puesta en práctica de procedimiento.
La invención se refiere a un procedimiento de obturación, mediante soldadura por fricción, de un agujero de una pieza metálica. Dicho procedimiento se conoce por el documento GB-A-2306365.
El procedimiento de obturación de agujeros mediante soldadura por fricción, más conocido por la expresión inglesa "friction plug welding", se utiliza para obturar agujeros en una pieza metálica, en general agujeros circulares que desembocan en cada lado de la pieza, que tienen forma troncocónica o cilíndrica. Este procedimiento se utiliza cuando se desea limitar la pérdida de características mecánicas, con relación a las características mecánicas de la pieza de origen, al nivel de la zona de obturación del agujero.
Una barra metálica, generalmente de la misma naturaleza que el material de la pieza, se hace girar y se introduce, bajo la acción de una fuerza controlada, en el agujero a obturar, manteniéndose fija la pieza que contiene este último, perpendicularmente a la superficie de la pieza en la zona del agujero.
Las fricciones entre la barra y la pared del agujero de la pieza provocan el calentamiento de los dos materiales, su plastificación y después su soldadura en fase sólida. Se forman dos rebordes a cada lado de la pieza. Entonces, basta con mecanizar la barra y los rebordes en cada lado de la pieza para volver a conseguir la misma con su forma de origen, teniendo su agujero obturado.
Gracias al procedimiento de obturación mediante soldadura por fricción, es posible, por ejemplo, reparar los agujeros que se ovalan de la brida de un turborreactor: los agujeros ovalados, después de haber sido mecanizados convenientemente, se obturan gracias al procedimiento y después se perforan, de nuevo, a una forma correcta.
Sin embargo, debido a la forma de los diversos cárteres de un turborreactor y al reparto de las bridas por su superficie, particularmente, ciertas bridas no son accesibles para la barra metálica dentro del alcance del procedimiento. En efecto, dicha barra, unida a su máquina de accionamiento, debe estar orientada perpendicularmente a la superficie de la brida; la misma no puede permitir por lo tanto la puesta en práctica del procedimiento si no está disponible un espacio suficiente de liberación en el eje del agujero, por ejemplo debido a obstáculos sobre este eje, tales como otras bridas. De esta manera, ciertos agujeros no se pueden obturar por el procedimiento de obturación mediante soldadura por fricción debido a problemas de accesibilidad.
Para paliar esta laguna, dichos agujeros de brida se pueden obturar con la ayuda de un tapón metálico mecanizado, fijado gracias a una cuña, pero es casi imposible entonces perforarlo de nuevo.
Se podría desarrollar también un mecanismo de reenvío de ángulo para la barra metálica, pero tal mecanismo es costoso.
Igualmente, es factible desarrollar una máquina miniaturizada de obturación para soldadura por fricción, pero tal desarrollo y la puesta en práctica de dicha máquina son igualmente muy costosos.
Por lo tanto, es igualmente poco práctico o costoso poner en práctica un procedimiento de obturación de agujeros mediante soldadura por fricción sobre las bridas alejadas del emplazamiento de la máquina que soportan la barra de soldadura.
La presente invención tiene por objeto proporcionar un procedimiento de obturación mediante soldadura por fricción que permite alcanzar los elementos difíciles de acceso.
A este efecto, la invención se refiere a un procedimiento de obturación, mediante soldadura por fricción, de un agujero, que se extiende de modo global según un eje, de una pieza metálica, no estando disponible un espacio de liberación en el eje del agujero, debido al menos a un obstáculo sobre este eje, en el que una barra metálica, que se extiende de modo global según un eje, se hace girar alrededor de su eje y se introduce en el agujero para soldar la misma por fricción, caracterizado por el hecho de que el eje de la barra está inclinado respecto al eje del agujero un ángulo no nulo para evitar el obstáculo.
Gracias al procedimiento de la invención, es posible evitar obstáculos, que estorban en la puesta en práctica de la obturación de un agujero mediante soldadura por fricción, orientando convenientemente la barra respecto al agujero y a los obstáculos.
La firma solicitante ha descubierto que, preferentemente, el ángulo entre el eje de la barra y el eje del agujero debe ser inferior o igual a 11º.
Ventajosamente, la barra comprende una cabeza de soldadura de dimensiones mínimas para asegurar la soldadura por fricción, y una barra rígida de diámetro menor que el de la cabeza y que soporta la misma.
Ventajosamente además, la barra está soportada, en un extremo, por una máquina de accionamiento, y al menos en un punto entre sus dos extremos, por un cojinete intermedio.
La invención se aplica particularmente a un procedimiento de obturación, mediante soldadura por fricción, de un agujero de una brida, de aleación de aluminio, de un cárter de un turborreactor, pero la firma solicitante no pretende limitar el alcance de sus derechos a esta única aplicación.
La invención se refiere además a la utilización de una barra metálica para la puesta en práctica del procedimiento descrito anteriormente, comprendiendo la barra una cabeza de soldadura y una varilla rígida de diámetro menor que el diámetro de la cabeza.
La invención se refiere igualmente a la utilización de una pieza de soporte de cojinete para la puesta en práctica del procedimiento descrito anteriormente, comprendiendo la pieza un cojinete intermedio para una barra de soldadura.
La invención se comprenderá mejor gracias a la descripción siguiente de la forma de realización preferida del procedimiento de la invención, haciendo referencia a los dibujos anexos, en los que:
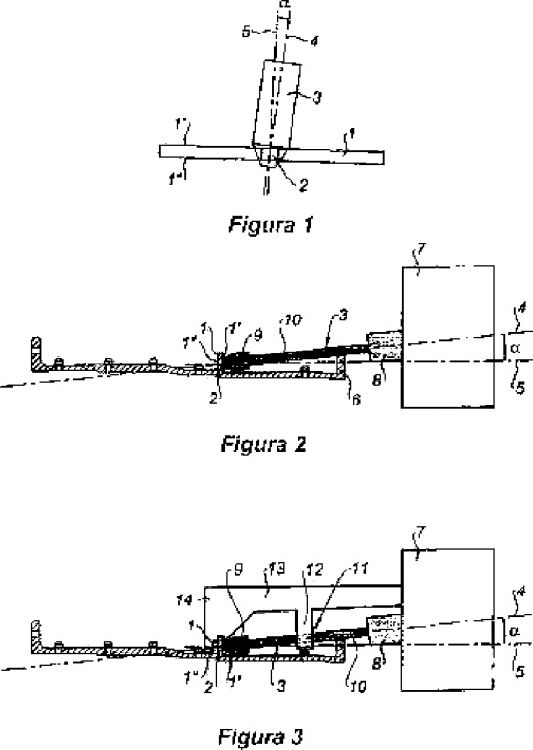
- la figura 1 representa una vista en corte esquemático de la puesta en práctica del procedimiento de obturación mediante soldadura por fricción de un agujero según la forma de realización preferida del procedimiento de la invención;
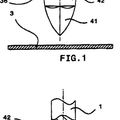
- la figura 2 representa una vista en corte esquemático de la puesta en práctica de la obturación mediante soldadura por fricción de un agujero de brida de turborreactor según una primera forma de realización del procedimiento de la invención, y
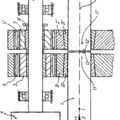
- la figura 3 representa una vista en corte esquemático de la puesta en práctica de la obturación mediante soldadura por fricción de un agujero de brida de turborreactor según una segunda forma de realización del procedimiento de la invención.
El procedimiento de la invención se aplica a una pieza metálica, en este documento una brida 1 de turborreactor de aleación de aluminio, en la que se quiere obturar un agujero 2. En este caso, se quiere obturar un agujero 2 de brida que está ovalado, conservando al mismo tiempo las propiedades mecánicas cercanas a las del material de base, a efectos de poder perforarlo de nuevo, una vez obturado, con una forma correcta. A este efecto, se utiliza un procedimiento de obturación de agujeros mediante soldadura por fricción.
De manera general, el agujero deformado, ovalado en este documento, se mecaniza previamente para darle una forma cilíndrica o troncocónica. Este nuevo agujero, en este documento el agujero 2 que se va obturar, se extiende de modo general según un eje perpendicular a la superficie de la pieza, preferentemente según el mismo eje por el que se extendía el agujero de origen. De esta manera, se elimina cualquier superficie deformada del agujero, a efectos de hacer que sea cilíndrico o troncocónico, minimizando al mismo tiempo el volumen del material retirado.
El agujero 2 tiene en este documento forma cilíndrica. Dicho agujero desemboca en una primera cara de la brida 1, que se considerará como la cara del derecho 1' de la brida 1, y en una segunda cara de la brida 1, opuesta a la cara del derecho 1', que se considerará por lo tanto como la cara del revés 1'' de la brida 1.
En el procedimiento de obturación de agujeros mediante soldadura por fricción, una barra metálica 3, en este documento igualmente de aleación de aluminio, que se extiende según un eje 4, se hace girar alrededor de su eje 4 y llega a soldarse por fricción...
Reivindicaciones:
1. Procedimiento de obturación, mediante soldadura por fricción, de un agujero (2), que se extiende de modo global según un eje (5), de una pieza metálica (1), no estando disponible un espacio de liberación en el eje (5) del agujero (2), debido al menos a un obstáculo (6) sobre este eje (5), en el que una barra metálica (3), que se extiende de modo global según un eje (4), se hace girar alrededor de su eje (4) y se introduce en el agujero (2) para soldar la misma por fricción, caracterizado por el hecho de que el eje (4) de la barra (3) está inclinado respecto al eje (5) del agujero (2) un ángulo (a) no nulo para evitar el obstáculo (6).
2. Procedimiento según la reivindicación 1, en el que el ángulo (a) entre el eje (4) de la barra (3) y el eje (5) del agujero (2) es inferior o igual a 11º.
3. Procedimiento según una de las reivindicaciones 1 ó 2, en el que la barra comprende una cabeza de soldadura (9) de dimensiones mínimas para asegurar la soldadura por fricción, y una varilla rígida (10) de diámetro menor que el de la cabeza (9) y que soporta la cabeza (9).
4. Procedimiento según una de las reivindicaciones 1 a 3, en el que la barra (3) está soportada, en un extremo, por una máquina de accionamiento (7), y al menos en un punto entre sus dos extremos, por un cojinete intermedio (11).
5. Procedimiento según una de las reivindicaciones 1 a 4, en el que la pieza es una brida (1), de aleación de aluminio, de un cárter de un turborreactor.
6. Procedimiento según la reivindicación 3 y una de las reivindicaciones 1 a 5, en el que la barra (3) comprende una cabeza (9) de aleación de aluminio y una varilla rígida (10) de acero.
7. Utilización de una barra metálica para la puesta en práctica de un procedimiento de obturación de un agujero mediante soldadura por fricción según una de las reivindicaciones 1 a 6, comprendiendo la barra una cabeza de soldadura (9) y una varilla rígida (10) de diámetro menor que el diámetro de la cabeza (9).
8. Utilización de una barra según la reivindicación 7, en la que la cabeza (9) de la barra comprende una aleación de aluminio y la varilla rígida (10) de la barra comprende acero.
9. Utilización de una pieza de soporte de cojinete en la puesta en práctica del procedimiento de obturación de un agujero mediante soldadura por fricción según la reivindicación 4 y una de las reivindicaciones 1 a 6, en la que la pieza comprende un cojinete intermedio (11) para la barra de soldadura (3).
10. Utilización de una pieza según la reivindicación 9, en la que el cojinete intermedio (11) es un rodamiento.
Patentes similares o relacionadas:
 UNION DE SOLDADURA POR FRICCION ENTRE UNA PIEZA DE CHAPA Y UN CUERPO ROTATIVO, del 13 de Diciembre de 2010, de EJOT GMBH & CO. KG: Pieza de chapa y cuerpo de rotación insertado en la misma, donde las piezas están unidas mediante una unión de soldadura por fricción, estando la pieza de chapa […]
UNION DE SOLDADURA POR FRICCION ENTRE UNA PIEZA DE CHAPA Y UN CUERPO ROTATIVO, del 13 de Diciembre de 2010, de EJOT GMBH & CO. KG: Pieza de chapa y cuerpo de rotación insertado en la misma, donde las piezas están unidas mediante una unión de soldadura por fricción, estando la pieza de chapa […]
 PROCEDIMIENTO PARA LA UNION DE LAS CARAS FRONTALES DE PIEZAS MEDIANTE SOLDADURA POR FRICCION, del 13 de Noviembre de 2009, de VOESTALPINE SCHIENEN GMBH: Procedimiento para la unión de piezas (1, 1'') con gran extensión longitudinal, en especial de barras con sección transversal perfilada, como raíles […]
PROCEDIMIENTO PARA LA UNION DE LAS CARAS FRONTALES DE PIEZAS MEDIANTE SOLDADURA POR FRICCION, del 13 de Noviembre de 2009, de VOESTALPINE SCHIENEN GMBH: Procedimiento para la unión de piezas (1, 1'') con gran extensión longitudinal, en especial de barras con sección transversal perfilada, como raíles […]
PARACHOQUES PARA VEHICULO FERROVIARIO, del 5 de Noviembre de 2009, de SCHWAB VERKEHRSTECHNIK AG: Amortiguador para vehículos ferroviarios, con un casquillo amortiguador que debe fijarse en el vehículo ferroviario y con un empujador amortiguador […]
 METODO PARA LA FABRICACION DE UN UTIL DE COCCION Y UTIL DE COCCION RESULTANTE DEL MISMO, del 1 de Diciembre de 2007, de COMERCIAL VALIRA S.A.: Método para la fabricación de un útil de cocción, que consiste en que, en una primera operación, se lleva a cabo la conformación del cuerpo del útil, que […]
METODO PARA LA FABRICACION DE UN UTIL DE COCCION Y UTIL DE COCCION RESULTANTE DEL MISMO, del 1 de Diciembre de 2007, de COMERCIAL VALIRA S.A.: Método para la fabricación de un útil de cocción, que consiste en que, en una primera operación, se lleva a cabo la conformación del cuerpo del útil, que […]
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]