PROCEDIMIENTO PARA EL MONTAJE Y/O EL DESMONTAJE DE UN REVESTIMIENTO.
Procedimiento para el montaje y/o el desmontaje de un revestimiento (405) con un dispositivo (403) de almacenamiento que presenta un compartimento (418) de alojamiento para un revestimiento (405) que se va a desmontar del cilindro (304),
un compartimento (417) de alimentación para un revestimiento nuevo (405) que se va a montar, así como un medio (419) de transporte, caracterizado porque tanto el transporte de un revestimiento nuevo (405) desde el compartimento (417) de alimentación hasta el cilindro (304) como el transporte de un revestimiento (405), que se va a desmontar, desde el cilindro (304) hasta el interior del compartimento (418) de alojamiento se llevan a cabo con el mismo medio (419) de transporte asignado a los dos compartimentos (417; 418), porque para la evacuación de un revestimiento (405) del cilindro (304) se activa un medio (422) de sujeción, asignado al compartimento (418) de alojamiento, en el medio (419) de transporte y se desactiva un medio (421) de sujeción asignado al compartimento (417) de alimentación y situado en el mismo medio (419) de transporte y se introduce en el compartimento (418) de alojamiento mediante el movimiento del medio (419) de transporte, porque durante la evacuación, el revestimiento (405) se dobla al menos temporalmente en una fase final del desenrollado del cilindro (304) al pivotarse un rodillo (412) asignado al dispositivo (403) de almacenamiento de modo que el extremo delantero (439) se somete a un par de giro mediante el doblado de la plancha (405) de impresión para poder salir con mayor facilidad del c
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08152283.
Solicitante: KOENIG & BAUER AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: FRIEDRICH-KOENIG-STRASSE 4 97080 WURZBURG ALEMANIA.
Inventor/es: Bernard,Andreas, Keil,Lars, Liebler,Manfred.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Junio de 2004.
Clasificación PCT:
- B41F27/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41F MAQUINAS O PRENSAS DE IMPRIMIR (dispositivos para copiar en varios ejemplares o aparatos para impresión de oficina B41L). › B41F 27/00 Dispositivos de fijación de los clichés o de los elementos de impresión a sus soportes (fijación por medios químicos B41N 6/00). › para fijar los clichés flexibles.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
PDF original: ES-2359592_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para el montaje y/o el desmontaje de un revestimiento según el preámbulo de la reivindicación 1.
El documento EP1084839A1 da a conocer un dispositivo de cambio de planchas que presenta un depósito pivotante con un compartimento de alimentación y un compartimento de alojamiento, un dispositivo guía pivotante, así como un rodillo de presión que se puede apoyar o separar. Cada compartimento presenta un carro con un gancho, mediante el que la forma impresora, que se va a desmontar, se sujeta mediante un cierre por arrastre de forma unilateral y se arrastra hacia el compartimento o se guía hacia el cilindro. El recorrido de la forma impresora entre el cilindro y el respectivo compartimento del depósito se define mediante el pivotado del dispositivo guía.
El documento EP0734860A1 da a conocer un dispositivo y un procedimiento para el montaje y/o el desmontaje de un revestimiento con un dispositivo de almacenamiento que presenta un compartimento de alojamiento para un revestimiento que se va a desmontar del cilindro y un compartimento de alimentación para un revestimiento nuevo que se va a montar, así como al menos un medio de transporte para transportar un revestimiento en el dispositivo de almacenamiento, estando asignado el medio de transporte a ambos compartimentos y presentando un medio de sujeción asignado al compartimento de alojamiento y al compartimento de alimentación.
El documento JP2001047604A muestra un dispositivo de almacenamiento y un dispositivo de presión que presenta al menos un rodillo que se puede apoyar y separar opcionalmente. Éste se apoya en un revestimiento mediante el pivotado de un rodillo asignado a la unidad de almacenamiento.
La invención tiene el objetivo de crear un procedimiento para el montaje y/o el desmontaje de un revestimiento.
El objetivo se consigue según la invención mediante las características de la reivindicación 1.
Una ventaja esencial, que se puede obtener con la invención, radica en que con el menor gasto posible se ha creado un sistema rápido y fiable para el montaje y/o el desmontaje de una forma impresora.
Mediante la configuración ventajosa como sistema de dos piezas con un dispositivo semiautomático y un depósito se puede seleccionar el grado de automatización según sea necesario.
Debido a la unión, especialmente mediante cierre de fuerza por fricción o cierre por arrastre de forma a ambos lados, es posible el uso tanto en mecanismos impresores inferiores como superiores en la misma realización, sin tener en cuenta la fuerza de gravedad. Por unión efectiva a ambos lados se ha de entender aquí una unión, posible de someter a la presión y a la tracción, respecto a la dirección de transporte en dirección longitudinal del compartimento.
En comparación con dos carros que presentan dos accionamientos, el uso únicamente de un carro móvil para el compartimento de alimentación, así como para el compartimento de alojamiento reduce los costos, los gastos de mantenimiento y el riego de fallos.
Una unión de cierre de fuerza por fricción entre el medio de sujeción y la forma impresora posibilita fácilmente, a diferencia del cierre por arrastre de forma, el uso de formas impresoras de distinto formato, sin necesitarse para esto un reajuste y/o entalladuras adicionales, ganchos, topes o similares. El extremo trasero del depósito, configurado en forma de un carcaj abierto, es especialmente ventajoso también en relación con formas impresoras de longitud diferente.
Una tapa móvil dispuesta directamente en el depósito para seleccionar el compartimento y/o guiar la forma impresora hacia el compartimento de alojamiento reduce los gastos respecto a un dispositivo que, por lo demás, se ha de prever, dado el caso, adicionalmente y garantiza siempre, de manera simultánea, una posición relativa correcta entre el compartimento del depósito y la tapa.
En los dibujos están representados ejemplos de realización de la invención que se describen detalladamente a continuación.
Muestran: Fig. 1 una vista de conjunto de una máquina impresora, Fig. 2 una representación esquemática de bandas de diferente anchura, Fig. 3 una unidad de impresión, Fig. 4 una primera realización de un dispositivo semiautomático con depósito asignado, Fig. 5 una realización pivotante del dispositivo semiautomático,**(Ver fórmula)**
Fig. 6 un corte longitudinal a través del depósito de la figura 4,
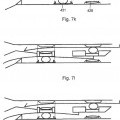
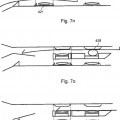
Fig. 7 representaciones esquemáticas de pasos del procedimiento a hasta p durante el montaje o el desmontaje,
Fig. 8 representación simplificada de una forma impresora plegada y
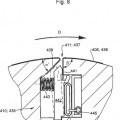
Fig. 9 una representación esquemática de un dispositivo de apriete y/o fijación.
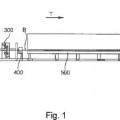
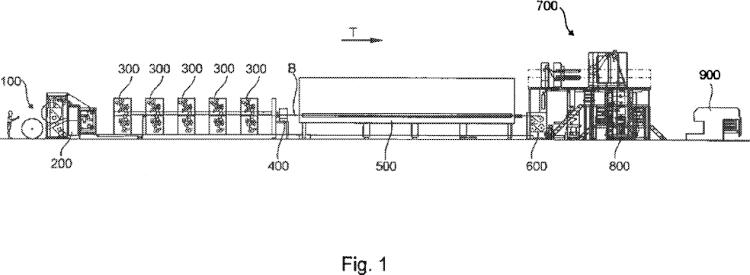
Una máquina impresora, especialmente una rotativa de bobinas para la impresión de una o varias bandas B, presenta varios grupos 100; 200; 300; 400; 500; 600; 700; 800; 900 para el suministro, la impresión y el procesamiento ulterior. La banda B que se va a imprimir, en especial la banda B de papel, se desenrolla, por ejemplo, con ayuda de un dispositivo desenrollador 100 de bobinas, antes de alimentarse mediante un mecanismo 200 de entrada a una o varias unidades 300 de impresión. Además de las unidades 300 de impresión, previstas de manera estándar para la impresión multicolor (por ejemplo, cuatro piezas para impresión de cuatro colores), pueden estar previstas unidades adicionales 300 de impresión que se pueden usar también, por ejemplo, de manera alterna a una o varias de las unidades restantes 300 de impresión para el cambio en voladizo de la forma impresora.
En una configuración ventajosa puede estar previsto un mecanismo 400 de barnizado en el recorrido de la banda.
Después de la impresión y, dado el caso, el barnizado, la banda B pasa a través de un dispositivo 500 de secado y se vuelve a enfriar, dado el caso, en una unidad 600 de enfriamiento, si el secado se realiza con calor. A continuación del dispositivo 500 de secado, en la unidad 600 de enfriamiento o a continuación de ésta puede estar previsto al menos otro dispositivo de acondicionamiento, no representado en la figura 1, por ejemplo, un dispositivo de recubrimiento y/o un dispositivo de rehumectación. Después del enfriamiento y/o acondicionamiento, la banda B se puede alimentar mediante una estructura superior 700 a un dispositivo 800 de plegado. La estructura superior 700 presenta al menos un mecanismo de silicona no representado, un dispositivo de corte longitudinal y un dispositivo de inversión, así como una unidad de embudo. El mecanismo de silicona mencionado puede estar dispuesto también delante de la estructura superior 700, por ejemplo, en la zona de la unidad 600 de enfriamiento. La estructura superior 700 puede presentar además un mecanismo de perforación no representado en la figura 1, un mecanismo de encolado, un mecanismo de numeración y/o una plegadora longitudinal. Después de atravesar la estructura superior 700, la banda B o las bandas parciales se guían hacia un dispositivo 800 de plegado.
En una realización ventajosa, la máquina impresora presenta adicionalmente un dispositivo 900 de corte transversal por separado, por ejemplo, un llamado sacapliegos plano 900, en el que una banda B, no guiada, por ejemplo, mediante el dispositivo 800 de plegado, se corta en pliegos formateados y, dado el caso, se apila o se saca.
Los grupos 100; 200; 300; 400; 500; 600; 700; 800; 900 de la máquina impresora presentan una anchura efectiva en sentido transversal a la dirección T de transporte de la banda B, que permite el procesamiento de bandas B con una anchura máxima b (figura 2) de, por ejemplo, hasta 1000 mm. Por achura efectiva se ha de entender aquí la respectiva anchura o distancia libre de los elementos constructivos, que interactúan directa o indirectamente con la banda B, (por ejemplo, rodillo, cilindro, paso, sistema sensor, vías de ajuste, etc.) de los grupos 100; 200; 300; 400; 500; 600; 700; 800; 900, de modo que la banda B se puede procesar, acondicionar y transportar en toda su anchura b. Además, los grupos 100; 200; 300; 400; 500; 600; 700; 800; 900 están realizados respecto a su funcionalidad (alimentación de material, transporte de banda, sistema sensor, procesamiento ulterior) de manera que en la máquina impresora se pueden procesar también sólo bandas B' de anchura parcial hasta una anchura inferior b' de sólo 400 mm.
Los grupos 100; 200; 300; 400; 500; 600; 700; 800; 900, que definen o procesan... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el montaje y/o el desmontaje de un revestimiento (405) con un dispositivo (403) de almacenamiento que presenta un compartimento (418) de alojamiento para un revestimiento (405) que se va a desmontar del cilindro (304), un compartimento (417) de alimentación para un revestimiento nuevo (405) 5 que se va a montar, así como un medio (419) de transporte, caracterizado porque tanto el transporte de un revestimiento nuevo (405) desde el compartimento (417) de alimentación hasta el cilindro (304) como el transporte de un revestimiento (405), que se va a desmontar, desde el cilindro (304) hasta el interior del compartimento (418) de alojamiento se llevan a cabo con el mismo medio (419) de transporte asignado a los dos compartimentos (417; 418), porque para la evacuación de un revestimiento (405) del cilindro (304) se 10 activa un medio (422) de sujeción, asignado al compartimento (418) de alojamiento, en el medio (419) de transporte y se desactiva un medio (421) de sujeción asignado al compartimento (417) de alimentación y situado en el mismo medio (419) de transporte y se introduce en el compartimento (418) de alojamiento mediante el movimiento del medio (419) de transporte, porque durante la evacuación, el revestimiento (405) se dobla al menos temporalmente en una fase final del desenrollado del cilindro (304) al pivotarse un rodillo (412) asignado al dispositivo (403) de almacenamiento de modo que el extremo delantero (439) se somete a un par de giro mediante el doblado de la plancha (405) de impresión para poder salir con mayor facilidad del c
2. Procedimiento según la reivindicación 1, caracterizado porque durante la evacuación y al menos temporalmente en una fase final del desenrollado del cilindro (304), un dispositivo (402) de presión, que presenta los rodillos (406), se lleva de una posición más próxima al cilindro (304) a una posición más alejada del cilindro (304) al pivotarse todo el dispositivo (402) de presión o un travesaño (404) que soporta los rodillos (406).
Patentes similares o relacionadas:
Método para fabricar planchas de impresión de manga, del 22 de Abril de 2020, de Honda Carax Co., Ltd: Un método para fabricar una plancha de impresión de manga que comprende una plancha de impresión enrollada alrededor de una superficie periférica […]
Instalación de impresión y método para la disposición de camisas en dicha instalación de impresión, del 24 de Abril de 2019, de COMEXI GROUP INDUSTRIES, S.A.U: Instalación de impresión para la manipulación de una pluralidad de camisas de forma tubular y cilíndrica que incluyen cada una una superficie […]
Cinta estriada, del 27 de Febrero de 2019, de TESA SE: Cinta adhesiva que comprende al menos una capa adhesiva, en la que la capa adhesiva presenta al menos una estría y ninguna estría se extiende hasta uno de los bordes laterales […]
Unidad de plancha de impresión, dispositivo de montaje de plancha de impresión y máquina de impresión, del 12 de Noviembre de 2018, de Izume, Masayuki: Unidad de plancha de impresión que comprende: una plancha de impresión en la que está prevista una sección de plancha sobre una […]
 Módulo de impresión para imprimir a partir de clichés sobre elementos en placa y máquina de transformación que comprende un módulo de impresión de ese tipo, del 13 de Junio de 2018, de Bobst Lyon: Módulo de impresión , para realizar impresiones a partir de clichés sobre elementos en placa desplazados por un sistema de […]
Módulo de impresión para imprimir a partir de clichés sobre elementos en placa y máquina de transformación que comprende un módulo de impresión de ese tipo, del 13 de Junio de 2018, de Bobst Lyon: Módulo de impresión , para realizar impresiones a partir de clichés sobre elementos en placa desplazados por un sistema de […]
Unidad de pantalla de impresión, del 26 de Abril de 2017, de ASM Assembly Systems Weymouth Ltd: Una unidad de pantalla de impresión, que comprende: una pantalla de impresión , que comprende una hoja de forma rectangular que tiene […]
Procedimiento para la disposición de una plancha de impresión sobre un cilindro portaplanchas con corredera tensora, del 30 de Noviembre de 2016, de KOENIG & BAUER AG: Procedimiento para la disposición de una plancha de impresión sobre un cilindro portaplanchas , que presenta al menos un canal en el que […]
Cilindro portaplanchas de una máquina de impresión con dispositivo de sujeción, del 30 de Noviembre de 2016, de KOENIG & BAUER AG: Cilindro portaplanchas , en el que el cilindro portaplanchas presenta al menos un canal en el que está dispuesto al menos un dispositivo de sujeción , […]