PROCEDIMIENTO Y MÁQUINA DE FABRICACIÓN DE RECIPIENTES CON RETROACCIÓN EN FUNCIÓN DEL PUNTO DE INICIO DE PRESOPLADO.
Procedimiento de fabricación de un recipiente (2) mediante soplado en un molde (11) a partir de una pieza en bruto (3) de material plástico,
que incluye las operaciones que consisten en: - introducir la pieza en bruto (3) en el molde; -en un instante predeterminado, denominado señal de presoplado (tP), accionar la apertura de una electroválvula (22) para poner en comunicación el interior de la pieza en bruto (3) con una fuente (20) de gas a una presión de presoplado predeterminada; - medir la presión (P) existente en el interior de la pieza en bruto (3); -detectar un instante (tA), denominado instante real de inicio de presoplado, en que la presión (P) en la pieza en bruto (3) empieza a aumentar; - comparar este instante (tA) con un instante teórico de inicio de presoplado; - si el instante real (tA) de inicio de presoplado es posterior al instante teórico de inicio de presoplado, adelantar la señal de presoplado (tP); -si el instante real (tA) de inicio de presoplado es anterior al instante teórico de inicio de presoplado, retrasar la señal de presoplado (tP)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/001990.
Solicitante: SIDEL PARTICIPATIONS.
Nacionalidad solicitante: Francia.
Dirección: AVENUE DE LA PATROUILLE DE FRANCE 76930 OCTEVILLE-SUR-MER FRANCIA.
Inventor/es: DEAU,THIERRY, MONIN,Isabelle.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Diciembre de 2007.
Clasificación Internacional de Patentes:
- B29C49/58 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Medios de soplado.
- B29C49/78B
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2361697_T3.pdf
Fragmento de la descripción:
La invención se refiere a la fabricación de recipientes mediante soplado o estirado-soplado, a partir de piezas en bruto en material plástico.
Para fabricar un recipiente según la técnica del soplado, se empieza calentando una pieza en bruto (ya se trate de una preforma o de un recipiente intermedio que ha experimentado una primera operación de soplado a partir de una preforma) a una temperatura superior a la temperatura de transición vítrea del material constitutivo de la pieza en bruto. Se introduce a continuación la pieza en bruto en un molde, y se efectúa el soplado de la pieza en bruto inyectando en el mismo un gas (tal como el aire) a alta presión (generalmente superior a 30 bares). La técnica del estirado-soplado consiste, además del soplado, en estirar la pieza en bruto mediante una varilla deslizante, con el fin especialmente de minimizar el descentramiento del recipiente y uniformizar en la medida de lo posible la repartición del material:
Para evitar el reventón de la pieza en bruto durante la operación de soplado, se prevé generalmente, previamente al soplado, una operación de presoplado, durante la cual se inyecta en la pieza en bruto un gas a una presión reducida (generalmente comprendida entre 5 y 16 bares). Durante la operación de presoplado, se realiza el estirado de la pieza en bruto, mientras que el soplado tendrá lugar posteriormente (véase, por ejemplo, el documento US 6186760 B1).
En un contexto de producción industrial, en el que los ritmos de fabricación alcanzan varias decenas de miles de recipientes por hora y por máquina (una máquina incluye generalmente varios moldes montados en un carrusel giratorio), la duración del procedimiento de fabricación de un recipiente, entre el instante de introducción de la pieza en bruto en el molde y el instante de expulsión del recipiente formado, es de algunos segundos. En cuanto a la duración del presoplado, es de solo algunas décimas de segundo.
La voluntad constante de los industriales de reducir la cantidad de material empleado para cada recipiente, combinada con la velocidad del procedimiento, hace que sea delicada la fabricación y puede conducir a tasas de desecho importantes. Entre los principales defectos observados en los recipientes, figura una mala repartición del material. La dificultad que existe en combinar el ahorro de material y el aumento de los ritmos ha conducido a los industriales a interesarse más de cerca por el desarrollo del procedimiento vigilando las variaciones de algunos parámetros con el paso del tiempo, siendo el principal la presión existente en la pieza en bruto, combinada con la velocidad de estirado.
Algunos, tales como DU PONT DE NEMOURS en su patente estadounidense US 4042657, sugieren que existe una correlación entre las variaciones de presión en la pieza en bruto y la forma final del recipiente, y preconizan desechar los recipientes cuya curva de presión no sea conforme a una curva estándar. Aunque la propuesta de desechar los recipientes no conformes permite mejorar la calidad global de la producción, grava sin embargo la productividad y, en la hipótesis en que los recipientes desechados no fuesen reciclados, conduce a un derroche de material cuando lo que se desea es ahorrarlo.
La invención pretende especialmente solucionar estos inconvenientes, proponiendo un procedimiento que permite mejorar la calidad de los recipientes producidos, a la vez que limita el desecho, y mantener -incluso aumentar -los ritmos de producción.
A tal efecto, la invención propone, según un primer objeto, un procedimiento de fabricación de un recipiente mediante soplado a partir de una pieza en bruto de material plástico, que incluye las operaciones que consisten en:
- introducir la pieza en bruto en el molde;
- en un instante predeterminado, denominado presoplado, accionar la apertura de una electroválvula para poner en comunicación el interior de la pieza en bruto con una fuente de gas a una presión de presoplado predeterminada;
- medir la presión existente en el interior de la pieza en bruto;
- detectar un instante, denominado instante real de inicio de presoplado, en el que la presión en la pieza en bruto empieza a aumentar;
- comparar este instante con un instante teórico de inicio de presoplado;
- si el instante real de inicio de presoplado es posterior al instante teórico de inicio de presoplado, avanzar la señal
de presoplado; -si el instante real de inicio de presoplado es anterior al instante teórico de inicio de presoplado, retrasar la señal de presoplado.
Se ha podido constatar que no solo los recipientes realizados de este modo presentan, respecto de los recipientes obtenidos por los procedimientos tradicionales, una calidad de media superior gracias a una mejor repartición del material, sino también que esta calidad se revela más constante a lo largo del tiempo.
Se pueden considerar las operaciones adicionales que consisten en: -medir la desviación entre el instante real y el instante teórico de inicio de presoplado; -si el instante real de inicio de presoplado es posterior al instante teórico de inicio de presoplado, avanzar la señal
de presoplado de un valor igual a dicha desviación;
- si el instante real de inicio de presoplado es anterior al instante teórico de inicio de presoplado, retrasar la señal de presoplado de un valor igual a dicha desviación. Como variante, se pueden prever las siguientes operaciones, que consisten en: -medir la desviación entre el instante real de inicio de presoplado y la señal de presoplado; -si el instante real de inicio de presoplado es posterior a la señal de presoplado aumentado de un tiempo de
respuesta predeterminado de la electroválvula, avanzar la señal de presoplado de un valor igual a la desviación entre el instante real de inicio de presoplado y la señal de presoplado, aumentado del tiempo de respuesta de la electroválvula;
- si el instante real de inicio de presoplado es anterior a la señal de presoplado reducida de un tiempo de respuesta predeterminado de la electroválvula, retrasar la señal de presoplado de un valor igual a la desviación entre el instante real de inicio de presoplado y la señal de presoplado, reducida del tiempo de respuesta de la electroválvula.
La invención propone, según un segundo objeto, una máquina de fabricación de recipientes a partir de piezas en bruto de material plástico, que incluye: -un molde que presenta una cavidad destinada recibir una pieza en bruto;
- una fuente de gas a una presión de presoplado predeterminada; -una electroválvula destinada a poner en comunicación el interior de la pieza en bruto, recibida en la cavidad, con dicha fuente de gas;
- medios para accionar la apertura y el cierre de la electroválvula; -un sensor destinado a medir la presión existente en la pieza en bruto; -medios para detectar un instante, denominado instante real de inicio de presoplado, en que la presión en la forma
preliminar empieza a aumentar; -medios para comparar este instante con un instante teórico de inicio de presoplado; -medios para regular el instante de apertura de la electroválvula en función del resultado de dicha comparación. Según una realización, la máquina incluye medios de memorización de una pluralidad de instantes reales de inicio
de presoplado detectados en una serie de recipientes fabricados.
Según un tercer objeto, la invención propone un producto programa de ordenador destinado a ser ejecutado en una máquina de fabricación de recipientes tal como se ha descrito anteriormente, que incluye instrucciones para: -accionar la apertura y el cierre de la electroválvula; -tomar en consideración el instante real de inicio de presoplado;
- tomar en consideración el instante teórico de inicio de presoplado;
- comparar el instante real de inicio de presoplado con el instante teórico de inicio de presoplado;
- regular el instante de apertura de la electroválvula en función del resultado de dicha comparación.
Otros objetos y ventajas de la invención aparecerán en la siguiente descripción realizada en referencia a los dibujos adjuntos, en los cuales:
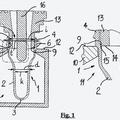
- la figura 1 es una vista esquemática que muestra una máquina de fabricación de recipientes;
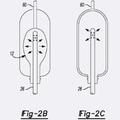
- la figura 2 es una vista esquemática en sección que muestra parcialmente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un recipiente (2) mediante soplado en un molde (11) a partir de una pieza en bruto (3) de material plástico, que incluye las operaciones que consisten en:
- introducir la pieza en bruto (3) en el molde; -en un instante predeterminado, denominado señal de presoplado (tP), accionar la apertura de una electroválvula
(22) para poner en comunicación el interior de la pieza en bruto (3) con una fuente (20) de gas a una presión de presoplado predeterminada;
- medir la presión (P) existente en el interior de la pieza en bruto (3); -detectar un instante (tA), denominado instante real de inicio de presoplado, en que la presión (P) en la pieza en bruto (3) empieza a aumentar;
- comparar este instante (tA) con un instante teórico de inicio de presoplado;
- si el instante real (tA) de inicio de presoplado es posterior al instante teórico de inicio de presoplado, adelantar la señal de presoplado (tP); -si el instante real (tA) de inicio de presoplado es anterior al instante teórico de inicio de presoplado, retrasar la
señal de presoplado (tP).
2. Procedimiento según la reivindicación 1, que incluye las operaciones que consisten en: -medir la desviación entre el instante real (tA) y el instante teórico de inicio de presoplado; -si el instante real (tA) de inicio de presoplado es posterior al instante teórico de inicio de presoplado, adelantar la
señal de presoplado (tP) de un valor igual a esta desviación; -si el instante real (tA) de inicio de presoplado es anterior al instante teórico de inicio de presoplado, retrasar la señal de presoplado (tP) de un valor igual a esta desviación.
3. Procedimiento según la reivindicación 1, que incluye las operaciones que consisten en:
- medir la desviación entre el instante real (tA) de inicio de presoplado y la señal de presoplado (tP);
- si el instante real (tA) de inicio de presoplado es posterior a la señal de presoplado (tP) aumentado de un tiempo de respuesta predeterminado de la electroválvula (22), adelantar la señal de presoplado (tP) de un valor igual a la desviación entre el instante real (tA) de inicio de presoplado y la señal de presoplado (tP), aumentada del tiempo de respuesta de la electroválvula (22);
- si el instante real (tA) de inicio de presoplado es anterior a la señal de presoplado (tP) disminuida de un tiempo de respuesta predeterminado de la electroválvula (22), retrasar la señal de presoplado (tP) de un valor igual a la desviación entre el instante real (tA) de inicio de presoplado y la señal de presoplado (tP), disminuida del tiempo de respuesta de la electroválvula (22).
4. Máquina (1) de fabricación de recipientes (2) a partir de piezas en bruto (3) de material plástico, que incluye: -un molde (11) que presenta una cavidad (15) destinada a recibir una pieza en bruto (3); -una fuente (20) de gas a una presión (PP) de presoplado predeterminada; -una electroválvula (22) destinada a poner en comunicación el interior de la pieza en bruto (3), recibida en la
cavidad (15), con dicha fuente (20) de gas; -medios (31) para accionar la apertura y el cierre de la electroválvula (22); -un sensor destinado a medir la presión (P) existente en la pieza en bruto (3); -medios para detectar un instante, denominado instante real (tA) de inicio de presoplado, en que la presión (P) en la
pieza en bruto (3) empieza a aumentar; -medios para comparar este instante (tA) con un instante teórico de inicio de presoplado; 5 -medios (31) para regular el instante de apertura de la electroválvula (22) en función del resultado de esta comparación.
5. Máquina (1) según la reivindicación 4, que incluye medios de memorización de una pluralidad de instantes reales
(tA) de inicio de presoplado detectados en una serie de recipientes (2) fabricados. 10
6. Producto de programa de ordenador destinado a ser ejecutado en una máquina (1) de fabricación de recipientes
(2) según la reivindicación 4, que incluye instrucciones para: -accionar la apertura y el cierre de la electroválvula (22);
15 -tomar en consideración el instante real (tA) de inicio de presoplado; -tomar en consideración el instante teórico de inicio de presoplado; -comparar el instante real (tA) de inicio de presoplado con el instante teórico de inicio de presoplado; -regular el instante de apertura de la electroválvula (22) en función del resultado de esta comparación.
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Inyector de fluido y procedimiento para fabricar cuerpos huecos mediante la técnica de inyección de fluido, del 4 de Septiembre de 2019, de Westphal, Friedrich: Inyector de fluido para fabricar cuerpos huecos mediante la técnica de inyección de fluido, a través del que una mezcla de fases múltiples en forma de una niebla pulverizada […]
Proceso para la formación de unidades llenadas con fluido y serie de unidades llenadas con fluido, del 12 de Junio de 2019, de AUTOMATED PACKAGING SYSTEMS, INC.: Proceso para formar unas unidades llenadas con fluido que comprende: alimentar una banda de un suministro a una estación de inflado , presentando la banda […]
Preforma para la producción de una botella de material plástico, del 20 de Mayo de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, […]
Válvula de fluido de soplado, unidad de moldeo por soplado y método de moldeo por soplado, del 28 de Febrero de 2019, de Aventics GmbH: Una válvula de fluido de soplado adaptada para proporcionar un flujo de un fluido de soplado en un dispositivo de moldeo por soplado con al menos un caudal controlable, […]
Un aparato y un método para confeccionar recipientes de plástico mediante moldeo por soplado de preformas, del 4 de Febrero de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un aparato para confeccionar recipientes de plástico mediante moldeo por soplado de preformas que comprende: - un molde que tiene, al menos, una cavidad […]
 Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
 Procedimiento para la fabricación de una botella de plástico, del 8 de Febrero de 2016, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Procedimiento para la fabricación de una botella de plástico, especialmente de una botella de PET, a partir de una preforma que presenta un cuerpo […]
Procedimiento para la fabricación de una botella de plástico, del 8 de Febrero de 2016, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Procedimiento para la fabricación de una botella de plástico, especialmente de una botella de PET, a partir de una preforma que presenta un cuerpo […]