PROCEDIMIENTO PARA LA LUBRIFICACION Y LA REFRIGERACION DE LOS CILINDROS Y DE LA BANDA METALICA DURANTE LA LAMINACION, ESPECIALMENTE DURANTE LA LAMINACION EN FRIO DE BANDAS METALICAS.
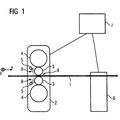
Procedimiento para la lubrificación y la refrigeración de los cilindros (3,
4, 5, 6) y de la banda metálica (2) en la laminación en una caja de laminación (1), aplicándose por aspersión, al menos en el lado de entrada (7a) de la caja de laminación (1), un agente lubrificante (9) y aplicándose por aspersión en el lado de salida (8a) de la caja de laminación (1) un agente refrigerante (10) y estando constituidos el agente lubrificante (9) y el agente refrigerante (10) por productos líquidos con actividad lubrificante, limpiadores e inertizantes o por una combinación de los mismos y son aportados sobre el lado inferior de la banda metálica (2a) y/o sobre el lado superior de la banda metálica (2b) y/o sobre los cilindros de trabajo inferiores (4) de la caja de laminación (1) y respectivamente sobre los cilindros de trabajo superiores (3), caracterizado porque
se calcula y se dosifica en continuo la cantidad el agente lubrificante puro, aplicado superficialmente en el lado de entrada (7a), sin una elevada proporción de agua, con una viscosidad controlada y con ayuda de un modelo de cálculo físico (22) de tal manera, que esta cantidad corresponda a la cantidad mínima de agente lubrificante, que se requiere realmente para la laminación; y
porque el modelo de cálculo físico para el cálculo continuo de la cantidad mínima del agente lubrificante toma en consideración en continuo los datos del proceso (23)
- la velocidad de la banda metálica (13),
- la calidad de la banda metálica (14),
- la planeidad de la banda metálica (11a, 11b),
- la superficie de la banda metálica (26),
- la tensión de la banda metálica (28),
en el lado de entrada (7a) y en el lado de salida (8a) de la caja de laminación (1) así como los datos del proceso
- la fuerza de laminación (29),
- el diámetro de los cilindros de trabajo (30),
- la rugosidad de los cilindros de trabajo (31) y
- el material de los cilindros (32)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/008359.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4,40237 DUSSELDORF.
Inventor/es: RICHTER, HANS-PETER, PAWELSKI, HARTMUT, WEINGARTEN. LUDWIG, GIESELER,FRIEDHELM, JOLLET,PETER.
Fecha de Publicación: .
Fecha Concesión Europea: 24 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B21B37/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › mediante enfriamiento, calentamiento o lubrificación de los cilindros.
- B21B37/44 B21B 37/00 […] › utilizando el calor, la lubrificación o la refrigeración por agua pulverizada, del producto.
Clasificación PCT:
Fragmento de la descripción:
Procedimiento para la lubrificación y la refrigeración de los cilindros y de la banda metálica durante la laminación, especialmente durante la laminación en frío de bandas metálicas.
La invención se refiere a un procedimiento para la lubrificación y para la refrigeración de los cilindros y de la banda metálica durante la laminación, especialmente durante la laminación en frío, de bandas metálicas, aplicándose por medio de aspersión sobre el lado de entrada, al menos, un agente lubrificante y sobre el lado de salida un agente de refrigeración y aportándose sobre el lado inferior de la banda laminada y sobre el lado superior de la banda laminada y/o sobre el cilindro de trabajo inferior y, respectivamente, sobre el cilindro de trabajo superior, productos o bien gases (medios) con actividad lubrificante, limpiadores e inertizantes, o su combinación.
Se conoce un procedimiento de este tipo para la refrigeración y para la lubrificación de los cilindros y del material laminado en la laminación en frío por la publicación EP 0 367 967 B1. En este caso se ajusta una emulsión de aceite/agua, que contiene una fase oleaginosa, con una técnica especial de emulsión según la tensión de tracción parcial en la banda laminada o bien según las condiciones de prensión entre los cilindros y la banda laminada y se regula por medio de una aplicación de conformidad con la cantidad y de conformidad con el tipo de los medios que deben ser emulsionados. El inconveniente consiste en una aplicación de aceite demasiado elevada con una elevada proporción de agua y, por consiguiente, en el peligro de oxidación sobre la banda de acero acabada o de formación de un depósito sobre la banda metálica no ferrosa NE. Una aplicación de aceite demasiado elevada significa que quedan remanentes sobre la banda metálica cantidades de aceite residuales, que tienen que ser eliminadas de nuevo por medio de etapas de trabajo adicionales. Cuando se presenten, además, cargas medioambientales debidas a la eliminación, se presentan, también, elevados costes de fabricación.
Se conoce por la publicación DE 199 53 230 C2, por otra parte, un procedimiento para la laminación en frío de material metálico a ser laminado, en cuyo procedimiento el material a ser laminado pasa a la temperatura ambiente a través del intersticio situado entre cilindros que son accionados en sentidos opuestos, para llevar a cabo la deformación plástica, soplándose en la región del intersticio situado entre los cilindros un gas inerte en lugar de un líquido refrigerante, cuyo gas inerte presenta una temperatura del gas inerte situada por debajo de la temperatura ambiente, tal como ocurre, por ejemplo, en el caso del nitrógeno líquido, que es menor que la temperatura del material a ser laminado.
La invención tiene como tarea conseguir una mayor producción de banda laminada metálica con un elevado valor cualitativo por medio del ahorro de etapas del proceso, debiéndose posibilitar mejores calidades de la banda por medio de un proceso de laminación más estable, especialmente por medio de una adaptación del rozamiento en el intersticio situado entre los cilindros.
La tarea planteada se resuelve, de conformidad con la invención, porque la cantidad del agente lubrificante puro, aplicado sobre el lado de entrada, se calcula y se dosifica en continuo sin una elevada proporción de agua con una viscosidad controlada con ayuda de un modelo de cálculo físico de tal manera, que esta cantidad corresponda a la cantidad mínima de agente lubrificante que es realmente necesaria para la laminación y porque el modelo de cálculo físico para el cálculo en continuo de la cantidad mínima del agente lubrificante toma en consideración los datos del proceso correspondientes a la velocidad de la banda metálica, a la calidad de la banda metálica, a la planeidad de la banda metálica, a la superficie de la banda metálica, a la tensión de la banda metálica en el lado de entrada y en el lado de salida de la caja de laminación, así como los datos del proceso correspondientes a la fuerza de laminación, al diámetro de los cilindros de trabajo, a la rugosidad de los cilindros de trabajo y al material de los cilindros.
Las ventajas consisten en una mejor calidad de la banda debido a un proceso de laminación más estable, de manera especial se posibilita una adaptación del rozamiento en el intersticio situado entre los cilindros. Por otra parte, es ventajoso el que ya no se requiere una eliminación ulterior del aceite y, de este modo, se ahorran otras etapas del proceso. La lubrificación mínima significa que únicamente se aplica sobre el lado de entrada la cantidad de agente lubrificante que es necesaria para conseguir la calidad deseada del producto. Por otra parte se eliminan los equipos de eliminación y sus costes para las emulsiones de aceite. En la dosificación en línea del agente lubrificante sobre el lado de entrada pueden tomarse en consideración en continuo magnitudes fijas del proceso (por ejemplo el material, la anchura de la banda y similares) y las magnitudes del proceso que varían durante la pasada (por ejemplo la velocidad de la banda, la fuerza de laminación, el momento de laminación, la aceleración, la tensión de la banda, la distribución de la tensión de la banda sobre la anchura de la banda, la temperatura de la banda, la temperatura de los cilindros, el espesor de la banda y la disminución del espesor). Por otra parte pueden emplearse sobre el lado de salida agentes de conservación directos (productos contra la herrumbre y adhesivos para la banda).
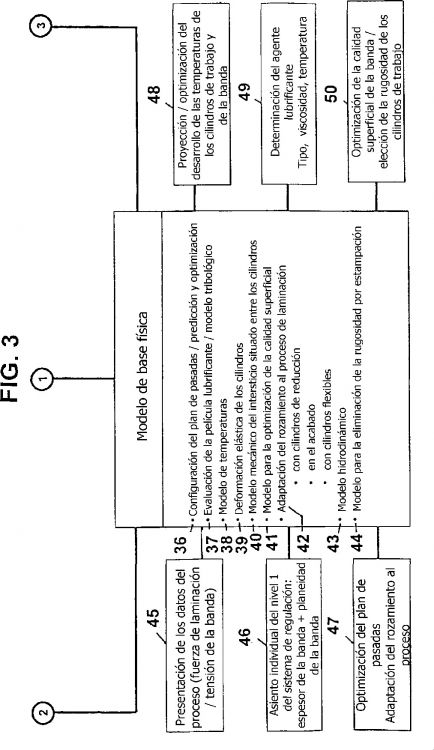
Un desarrollo de la invención consiste en que el modelo de cálculo físico tiene en consideración las siguientes magnitudes:
Estas magnitudes pueden ser utilizadas con objeto de ajustar en línea, a partir de las mismas, de manera específica, la aplicación superficial de los medios sobre los cilindros en el intersticio situado entre los cilindros y sobre la banda metálica con un modelo de cálculo de base física del proceso de laminación, que incluye efectos mecánicos, térmicos y tribológicos.
Según otra configuración se ha previsto que, durante el proceso de laminación, sean prefijadas las magnitudes de ajuste variables siguientes, para llevar a cabo la aplicación de los agentes lubrificantes y de los agentes refrigerantes, líquidos o gaseosos, en base a una regulación por medio del modelo de cálculo:
Las ventajas consisten, además de la rápida adaptación de las magnitudes de ajuste para la aplicación superficial de los medios, en que puede llevarse a cabo por ejemplo también una modificación de la relación de la mezcla entre medios que actúen de manera diferente, por ejemplo la mezcla de un material, con un efecto fuertemente reductor del rozamiento en el intersticio situado entre los cilindros, y de un producto con un bajo influjo sobre el rozamiento en el intersticio situado entre los cilindros pero, sin embargo, con un elevado efecto de lavado.
De igual manera, en este caso es ventajoso que la relación de la mezcla entre los medios líquidos y gaseosos sea modificada de acuerdo con un programa de ordenador del modelo de...
Reivindicaciones:
1. Procedimiento para la lubrificación y la refrigeración de los cilindros (3, 4, 5, 6) y de la banda metálica (2) en la laminación en una caja de laminación (1), aplicándose por aspersión, al menos en el lado de entrada (7a) de la caja de laminación (1), un agente lubrificante (9) y aplicándose por aspersión en el lado de salida (8a) de la caja de laminación (1) un agente refrigerante (10) y estando constituidos el agente lubrificante (9) y el agente refrigerante (10) por productos líquidos con actividad lubrificante, limpiadores e inertizantes o por una combinación de los mismos y son aportados sobre el lado inferior de la banda metálica (2a) y/o sobre el lado superior de la banda metálica (2b) y/o sobre los cilindros de trabajo inferiores (4) de la caja de laminación (1) y respectivamente sobre los cilindros de trabajo superiores (3), caracterizado porque
se calcula y se dosifica en continuo la cantidad el agente lubrificante puro, aplicado superficialmente en el lado de entrada (7a), sin una elevada proporción de agua, con una viscosidad controlada y con ayuda de un modelo de cálculo físico (22) de tal manera, que esta cantidad corresponda a la cantidad mínima de agente lubrificante, que se requiere realmente para la laminación; y
porque el modelo de cálculo físico para el cálculo continuo de la cantidad mínima del agente lubrificante toma en consideración en continuo los datos del proceso (23)
en el lado de entrada (7a) y en el lado de salida (8a) de la caja de laminación (1) así como los datos del proceso
2. Procedimiento según la reivindicación 1, caracterizado porque el modelo de cálculo físico (22) toma en consideración además las siguientes magnitudes:
3. Procedimiento según las reivindicaciones 1 y 2, caracterizado porque durante el proceso de laminación son prefijadas las siguientes magnitudes de ajuste variables para llevar a cabo la aplicación superficial del agente lubrificante (9) y del agente refrigerante (10), líquidos o gaseosos, en base a una regulación por medio del modelo de cálculo (22):
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la relación de mezcla entre los medios líquidos y gaseosos se modifica de acuerdo con un programa de ordenador (22) del modelo de base física.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque antes del inicio del proceso de laminación son especificados datos del proceso (23) tales como, por ejemplo, la fuerza de laminación (29), la tensión de la banda (28), el espesor de la banda (15) y similares, en un plan de pasadas.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque los datos del proceso (23) son empleados para una especificación de un circuito de regulación para el espesor de pared (15), para la elongación del material laminado, para la planeidad de la banda (25), para la rugosidad de la banda y/o para la superficie de la banda (26).
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque se especifica una predicción (48) para la optimización del desarrollo de las temperaturas en la banda metálica (2) y/o en los cilindros de trabajo (3, 4).
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque se lleva a cabo una elección del agente lubrificante según el tipo del fabricante, según la viscosidad y según el comportamiento a la temperatura.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque la optimización (50) de la superficie de la banda laminada se lleva a cabo por medio de la elección de la rugosidad de los cilindros de trabajo.
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque las medidas que preceden son empleadas con aprovechamiento del modelo de cálculo (22) incluso durante fases con una velocidad de laminación variable.
Patentes similares o relacionadas:
Control de temperatura de laminador, del 29 de Octubre de 2014, de SIEMENS PLC: Aparato para laminar una lámina o banda de metal que comprende: un par de rodillos de trabajo dispuestos para recibir la banda en una región de contacto […]
CONTROL DE LA PLANEIDAD DE LOS BORDES DE UNA CINTA., del 1 de Mayo de 2006, de HYDRO ALUMINIUM DEUTSCHLAND GMBH: Un procedimiento para el control de la planeidad de una cinta metálica al laminarla en frío, en especial al laminar en frío reduciendo, por medio de al menos […]
DISPOSITIVO DE REFRIGERACION PARA LA REFRIGERACION DE UN CILINDRO PARA LA LAMINACION DE UNA BANDA, ESPECIALMENTE DE UNA BANDA METALICA., del 16 de Abril de 2004, de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: LA PRESENTE INVENCION ESTA RELACIONADA CON UN DISPOSITIVO DE REFRIGERACION PARA EL ENFRIAMIENTO DE UN RODILLO CON UN EJE DE RODILLO QUE SE […]
DISPOSITIVO PARA INFLUIR SOBRE EL PERFIL DE UNA BANDA LAMINADA., del 1 de Agosto de 2002, de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: EN LAMINACION EN FRIO DE BANDAS QUE GENERAN CAIDAS DE BORDE EN CONTRAEFECTO SE PROPONE QUE SE ENFRIEN LAS ZONAS DE CONTACTOCANTOS DE BANDA EN LOS RODILLOS DE TRABAJO, REGULANDOSE […]
 PROCEDIMIENTO Y DISPOSITIVO PARA LA DISTRIBUCION REGULADA DE ESFUERZO DE TRACCION, ESPECIALMENTE, EN LAS AREAS DE LOS BORDES DE CINTAS METALICAS LAMINADAS EN FRIO, del 8 de Septiembre de 2009, de SMS SIEMAG AG: Procedimiento para la aplicación de una distribución regulada de esfuerzo de tracción, especialmente, en las áreas de los bordes, durante el laminado […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA DISTRIBUCION REGULADA DE ESFUERZO DE TRACCION, ESPECIALMENTE, EN LAS AREAS DE LOS BORDES DE CINTAS METALICAS LAMINADAS EN FRIO, del 8 de Septiembre de 2009, de SMS SIEMAG AG: Procedimiento para la aplicación de una distribución regulada de esfuerzo de tracción, especialmente, en las áreas de los bordes, durante el laminado […]
 PROCEDIMIENTO PARA LA APLICACION SUPERFICIAL DE UN AGENTE DE REFRIGERACION, del 16 de Abril de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para la aplicación superficial de un agente de refrigeración sobre un producto laminado y/o sobre, al menos, un cilindro de trabajo de una caja de […]
PROCEDIMIENTO PARA LA APLICACION SUPERFICIAL DE UN AGENTE DE REFRIGERACION, del 16 de Abril de 2009, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para la aplicación superficial de un agente de refrigeración sobre un producto laminado y/o sobre, al menos, un cilindro de trabajo de una caja de […]
Procedimiento y dispositivo para variar la temperatura de bandas de metal de manera adaptativa con respecto a la planicidad, del 28 de Agosto de 2019, de Hydro Aluminium Rolled Products GmbH: Dispositivo para variar la temperatura de una banda de metal , en particular una banda de metal de aluminio o de una aleación de aluminio, […]
 Mejora de la planeidad de una cinta laminada, del 20 de Enero de 2016, de NOVELIS, INC.: Uso de un sistema para mejorar la planeidad de metal laminado, incluyendo el sistema:
una unidad de enfriamiento incluyendo al menos una […]
Mejora de la planeidad de una cinta laminada, del 20 de Enero de 2016, de NOVELIS, INC.: Uso de un sistema para mejorar la planeidad de metal laminado, incluyendo el sistema:
una unidad de enfriamiento incluyendo al menos una […]