PROCEDIMIENTO Y HERRAMIENTA PARA LA FABRICACION SIN ARRANQUE DE VIRUTAS DE PIEZAS CON UNA ENTALLADURA ASI COMO PIEZA CON UNA ENTALLADURA.
Pieza con una cara superior y con una cara inferior y con una entalladura fabricada por un procedimiento sin arranque de viruta,
que presenta superficies laterales y un fondo de entalladura (6), extendiéndose la entalladura por lo menos desde la cara superior a la cara inferior de la pieza (1), caracterizada porque la entalladura presenta, en la zona que se extiende más allá de la cara inferior de la pieza (1), una pared de entalladura en la que el contorno del fondo de la entalladura (6) y la cara inferior de la pared de la entalladura conformada por una matriz (3) tienen formas diferentes
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06012029.
Solicitante: ULRICH HUPERZ SCHWEISSTECHNIK GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: DIESELSTRASSE 9,57439 ATTENDORN.
Inventor/es: ARCIDIACONE,FRANCO, HUPERZ,ULRICH.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Junio de 2006.
Fecha Concesión Europea: 31 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B21D17/02B
Clasificación PCT:
- B21D17/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Operaciones que permiten efectuar ranuras individuales en las chapas o en los objetos tubulares o huecos.
- B21D22/04 B21D […] › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › para la realización de un estampado punteado (combinado con una perforación B21D 28/24).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y herramienta para la fabricación sin arranque de virutas de piezas con una entalladura así como pieza con una entalladura.
La invención se refiere a una pieza con una cara superior y con una cara inferior y con una entalladura fabricada sin arranque de viruta, que presenta superficies laterales y un fondo de entalladura, extendiéndose la entalladura por lo menos desde la cara superior hasta la cara inferior de la pieza, así como un procedimiento para la fabricación de una entalladura en una pieza de metal.
La realización de entalladuras en piezas forma parte del estado conocido de la técnica. Mediante este mecanizado sin arranque de viruta de las piezas se producen entalladuras en piezas o en la pared de piezas, normalmente mediante estampado o laminado. Las piezas en cuestión son en particular piezas metálicas. Además de los productos planos, las piezas típicas son también tubos.
En los procedimientos conocidos para la fabricación de entalladuras generadas por un proceso sin arranque de viruta se elimina por ejemplo material de la zona de entalladura mediante estampado o laminado para producir con ello el contorno deseado. Ahora bien el estado de la técnica conocido hasta la fecha no permite formar todas las entalladuras que piden los proyectistas. Principalmente no se pueden fabricar con calidad satisfactoria entalladuras profundas y entalladuras con una geometría sensiblemente en forma de U. Estos perfiles se producen a menudo por procedimientos con arranque de viruta. En el caso de entalladuras en tubos cuya profundidad sea superior al grueso de la pared del tubo se rebasan los límites de los procedimientos de arranque de viruta. Una pieza o procedimiento específico para la producción de una entalladura generada sin arranque de viruta se conoce por ejemplo del documento US 2005/016248 A1. El proceso de conformado se realiza sin embargo sin tener en cuenta la forma de la cara inferior de la pared de la entalladura.
El objetivo de la invención es por lo tanto proponer una pieza con tales entalladuras y describir un procedimiento para la fabricación de tales entalladuras por un procedimiento sin arranque de viruta, en el que la cara inferior de la pared de la entalladura presente una forma predeterminada.
El presente objetivo se resuelve con una pieza según la reivindicación 1 y un procedimiento según la reivindicación 7.
La pieza conforme a la invención presenta una cara superior y una cara inferior así como una entalladura realizada sin arranque de viruta. Esta entalladura presenta superficies laterales y un fondo de la entalladura; la entalladura se extiende desde la parte superior hasta la parte inferior de la herramienta y atraviesa todo el espesor de la pieza.
Por lo tanto se desplaza material de la pieza por lo menos en la zona del fondo de la entalladura pero por lo general también en la zona de las superficies laterales, por encima de la cara inferior de la pieza. La profundidad de la entalladura, es decir la diferencia desde la cara superior de la pieza en la que comienza la entalladura hasta el fondo de la entalladura puede ser mayor que el grueso de la pieza misma, es decir la distancia entre la cara superior y la cara inferior de la pieza. La profundidad de la entalladura puede ser como mínimo un 10%, preferentemente como mínimo un 20%, preferentemente como mínimo un 40%, muy preferentemente como mínimo un 50% más que el espesor de la pieza. La profundidad de la entalladura que rebasa el espesor del trozo de pared se designa pared de la entalladura, que por tanto sigue a las superficies laterales y abarca el fondo de la entalladura.
Conforme a la invención, la pieza puede estar dotada de entalladuras cuya sección, referida a la cara superior de la pieza, tenga aproximadamente forma de U, es decir en la que las caras laterales referidas a la cara superior de la pieza están dispuestas aproximadamente en ángulo recto. Se trata por lo tanto de entalladuras con un fondo de entalladura esencialmente plano, preferentemente liso. Las superficies laterales de la entalladura pueden estar dispuestas con relación a la cara superior de la pieza, antes de entallarla, formando un ángulo a superior a 70º, preferentemente superior a 80º, muy preferentemente superior a 85º. Conforme a la invención es por lo tanto posible disponer la entalladura en una pieza conforme a la invención con unas superficies laterales dispuestas al menos por tramos sensiblemente perpendiculares a la cara superior. Los tramos sensiblemente perpendiculares de las superficies laterales se extienden hasta la cara superior de la pieza.
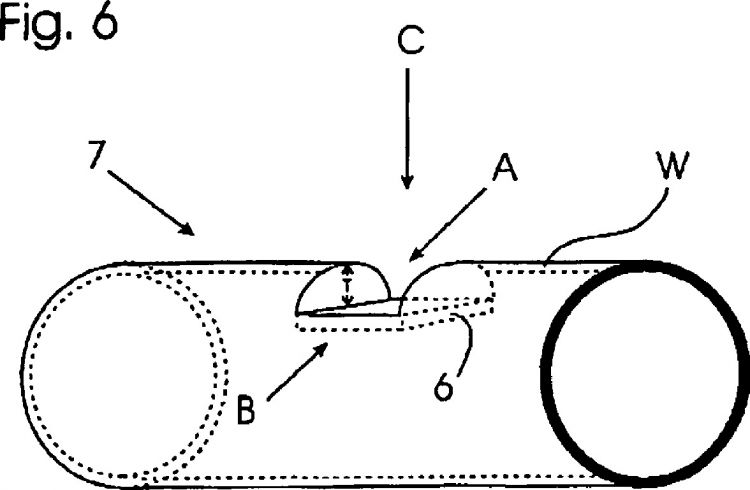
Las entalladuras con una sección sensiblemente en forma de U se especifican en el diseño de una pieza a menudo cuando son parte de dispositivos de bloqueo. Es obvio que en los conjuntos de bloqueo juega un papel especial el aspecto de la seguridad, por lo que es necesario mantener con seguridad la geometría de la entalladura. Un caso de aplicación típico para tales entalladuras es la especificación de dotar los tubos de los apoyos de cabeza con entalladuras profundas en forma de U. Unos pestillos dispuestos en el asiento del automóvil encajan en estas entalladuras de modo que queda asegurado un firme asiento de los apoyos de cabeza. Las entalladuras antes descritas pueden realizarse en toda clase de piezas, o sea también en piezas de forma tubular.
De acuerdo con otra forma de realización preferida se facilita conforme a la invención una pieza dotada de una entalladura cuyo ángulo de incidencia ß llega hasta 10º. El ángulo de incidencia ß se mide entre la cara superior de la pieza antes de entallarla (horizontal) y la cara superior de la pieza después del entallado. Preferentemente el ángulo de incidencia que se forma debido al entallado alcanza hasta 5º, más preferentemente hasta 3º, ventajosamente hasta 1º. Es preciso mantener frecuentemente un ángulo de incidencia reducido cuando las superficies laterales de la entalladura estén dispuestas sensiblemente perpendiculares a la cara superior de la pieza. Al mantener un ángulo de incidencia reducido se incrementa al máximo el tramo de superficie lateral que está dispuesto sensiblemente perpendicular a la cara superior de la pieza. Cuanto más reducido se pueda mantener el ángulo de incidencia tanto más adecuada es la entalladura como elemento de un dispositivo de bloqueo. Se considera como ventaja especial de la invención que se desarrollaron piezas con entalladuras que presentan una sección en forma de U especialmente profunda y marcada, es decir un ángulo a elegido lo más grande posible y un ángulo ß elegido lo más reducido posible.
De acuerdo con una realización ventajosa de la invención, la pared de la entalladura presenta en la zona en la que la entalladura se extiende más allá de la cara inferior de la pieza, en la zona del fondo de la entalladura, es decir sobre el lado de la pared de la entalladura orientada hacia la entalladura, presenta un contorno distinto que sobre la cara inferior de la pared de la entalladura. En este caso la entalladura se produce con una herramienta compuesta por punzón y matriz. La sección de la entalladura por la "cara interior" viene dada por el contorno del punzón. El punzón se conforma de acuerdo con los requisitos relativos a la geometría de la entalladura, por ejemplo según los requisitos relativos a la longitud y orientación de las superficies laterales, el contorno del fondo de la entalladura o el ángulo de incidencia. En cambio la matriz no está sujeta por lo general a unos requisitos tan rigurosos de forma. Conforme a la invención y según el material de la pieza puede tener una forma relativamente libre. Conforme a la invención es ventajoso si la cara interior de la pared de la entalladura formada por la matriz presenta un contorno distinto a la cara interior de la pared de la entalladura formada por el punzón.
Igualmente se prefiere que la pared de la entalladura y eventualmente también el fondo de la entalladura en la zona en la que la entalladura se extiende más allá de la cara inferior de la pieza, presente tramos de diferente espesor de pared.
Se ha observado que tanto el conformado diferente de la cara interior y de la cara inferior de la pared de la entalladura como la previsión de tramos de distinto espesor de pared repercuten muy ventajosamente en las posibilidades de realización de la entalladura. En particular, las entalladuras de sección en forma de U que hasta ahora no se podían producir mediante un mecanizado sin arranque de viruta, y especialmente las de sección profunda en forma de U en las que la entalladura se extiende desde la cara superior hasta la cara inferior de la pieza...
Reivindicaciones:
1. Pieza con una cara superior y con una cara inferior y con una entalladura fabricada por un procedimiento sin arranque de viruta, que presenta superficies laterales y un fondo de entalladura (6), extendiéndose la entalladura por lo menos desde la cara superior a la cara inferior de la pieza (1), caracterizada porque la entalladura presenta, en la zona que se extiende más allá de la cara inferior de la pieza (1), una pared de entalladura en la que el contorno del fondo de la entalladura (6) y la cara inferior de la pared de la entalladura conformada por una matriz (3) tienen formas diferentes.
2. Pieza según la reivindicación 1, caracterizada porque la profundidad de la entalladura es como mínimo un 10%, preferentemente como mínimo un 20%, preferentemente como mínimo un 40%, muy preferentemente como mínimo un 50% más profunda que el espesor de la pieza (1).
3. Pieza según la reivindicación 1 ó 2, caracterizada porque por lo menos una superficie lateral de la entalladura esta dispuesta con relación a la cara superior de la pieza (1) con un ángulo a superior a 70º, preferentemente superior a 80º, muy preferentemente superior a 85º.
4. Pieza según por lo menos una de las reivindicaciones anteriores, caracterizada porque el ángulo de incidencia ß alcanza hasta 10º, preferentemente hasta 5º, muy preferentemente hasta 3º, ventajosamente hasta 1º.
5. Pieza según por lo menos una de las reivindicaciones anteriores, caracterizada porque la pared de la entalladura presenta tramos de diferente espesor de pared.
6. Pieza según por lo menos una de las reivindicaciones anteriores, caracterizada porque el espesor de pared de la pared de la entalladura aumenta desde el fondo de la entalladura (6) hacia las superficies laterales.
7. Procedimiento para la fabricación de una entalladura en una pieza (1) de metal con los pasos:
caracterizado porque después de conformar la pieza (1) mediante la primera y la segunda herramienta, la pieza (1) se sigue conformando mediante estampado entre un punzón de estampar (2) y una matriz (3) que actúa conjuntamente con el punzón de estampar (2), para fabricar la entalladura.
8. Procedimiento según la reivindicación 7, caracterizado porque como primera y/o segunda herramienta hay una corredera o un rodillo que deforma el metal.
Patentes similares o relacionadas:
Método para la fabricación de un componente por conformación de una pletina de acero, del 26 de Febrero de 2019, de Salzgitter Flachstahl GmbH: Método para la fabricación de un componente por conformación de una pletina de acero a temperatura ambiente, que presenta una alta conformabilidad […]
Aparato para fabricar una plancha de metal para un conducto que incluye nervios de tipo malla, del 28 de Febrero de 2018, de Jinwoong Technology Co., Ltd: Un aparato para fabricar una plancha de metal para un conducto que tiene nervios de tipo de malla, comprendiendo el aparato: un bastidor (F) constituido […]
Procedimiento y dispositivo para el estampado de una envolvente de tambor, del 25 de Octubre de 2017, de BSH HAUSGERÁTE GMBH: Procedimiento para la introducción de estructuras estampadas en zonas de una envolvente de tambor metálica entre elementos de arrastre […]
Procedimiento para la realización de muescas en tubos y máquina asociada, del 17 de Agosto de 2016, de NUMALLIANCE SAS: Un procedimiento a través del cual se realiza, en una pared externa de un tubo que se extiende a lo largo de un eje longitudinal (A), mediante […]
Procedimiento para la producción de un componente de acero templado, del 17 de Septiembre de 2014, de VOESTALPINE STAHL GMBH: Procedimiento para la producción de un componente de acero templado con protección anticorrosiva catódica, en el que: a) sobre una chapa de acero templable, […]
Procedimiento para la producción de un componente perfilado templado, del 17 de Septiembre de 2014, de VOESTALPINE KREMS GMBH: Procedimiento para la producción de un componente perfilado templado de una aleación de acero templable con protección anticorrosiva catódica, en el que: a) sobre […]
Componente de chapa de acero con una capa de protección anticorrosiva catódica, del 29 de Agosto de 2013, de VOESTALPINE STAHL GMBH: Componente de chapa de acero con una capa de protección anticorrosiva catódica producido de la siguiente manera: a) conformándose en frío a partir de una chapa de acero […]
 CHAPA, PROCEDIMIENTO DE FIJACION DE DICHA CHAPA POR FLUOTALADRADO Y ENSAMBLAJE QUE COMPRENDE DICHA CHAPA, del 17 de Marzo de 2010, de RENAULT S.A.S.: Una chapa que comprende una prolongación tubular saliente por un lado y fabricada de manera unitaria con la chapa , definiendo la prolongación tubular un agujero […]
CHAPA, PROCEDIMIENTO DE FIJACION DE DICHA CHAPA POR FLUOTALADRADO Y ENSAMBLAJE QUE COMPRENDE DICHA CHAPA, del 17 de Marzo de 2010, de RENAULT S.A.S.: Una chapa que comprende una prolongación tubular saliente por un lado y fabricada de manera unitaria con la chapa , definiendo la prolongación tubular un agujero […]