Procedimiento para fabricar paneles imprimados de compuesto de madera.
Procedimiento para fabricar paneles imprimados embalados como semiacabados con etapas en la siguientesecuencia:
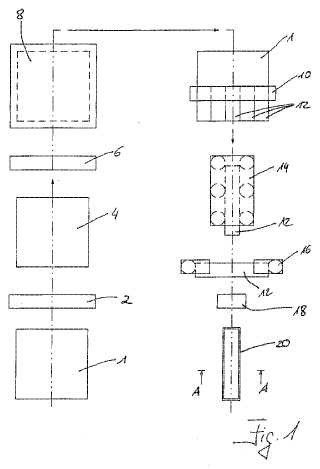
a) aportación de una placa de compuesto de madera (1),
b) aplicación de una imprimación (24) en forma de una capa de resina sintética sobre al menos una carasuperior de la placa de compuesto de madera (1),
c) aplicación de un recubrimiento sobre una cara inferior de la placa de compuesto de madera (1) opuesta ala cara superior de la placa de compuesto de madera (1),
d) prensado de la estructura de capas compuesta por la placa de compuesto de madera (1), imprimación (24) yrecubrimiento bajo la influencia de la presión y dado el caso de la temperatura,
e) división de la placa de compuesto de madera (1) imprimada y recubierta en paneles individuales (12),
f) mecanización con arranque de viruta de superficies laterales de los paneles (12) para realizar medios de unióny enclavamiento,
g) embalaje para un transporte seguro de los paneles imprimados.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10006779.
Solicitante: FLOORING TECHNOLOGIES LTD..
Nacionalidad solicitante: Malta.
Dirección: PORTICO BUILDING MARINA STREET PIETA MSD 08 MALTA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05D3/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 3/00 Tratamiento previo de superficies sobre las que los líquidos u otros materiales fluidos van a ser aplicados; Tratamiento ulterior de los revestimientos aplicados, p. ej. tratamiento intermedio de un revestimiento ya aplicado, para preparar las aplicaciones ulteriores de líquidos u otros materiales fluidos. › por medios mecánicos.
- B05D7/06 B05D […] › B05D 7/00 Procedimientos, distintos al "flocage", especialmente adaptados para aplicar líquidos u otros materiales fluidos, a superficies especiales, o para aplicar líquidos u otros materiales fluidos, particulares. › a madera.
- B27K3/00 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27K PROCEDIMIENTOS, EQUIPOS O EMPLEO DE SUSTANCIAS ESPECIFICAS PARA LA IMPREGNACION, LA COLORACION, EL TINTE O EL BLANQUEO DE LA MADERA, O PARA EL TRATAMIENTO DE LA MADERA CON LIQUIDOS POR PENETRACION, NO PREVISTO EN OTRO LUGAR; TRATAMIENTO QUIMICO O FISICO DEL CORCHO, DE LA CAÑA, DEL JUNCO, DE LA PAJA O DE MATERIALES SIMILARES. › Impregnación de la madera p. ej. para protección (impregnación y secado combinados B27K 5/04).
- B44C5/04 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- E04F15/02 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04F TRABAJOS DE ACABADO DEL EDIFICIO, p. ej. ESCALERAS, REVESTIMIENTOS DE SUELOS (ventanas, puertas E06B). › E04F 15/00 Revestimientos de suelos (escalones E04F 11/104; revestimientos no especialmente adaptados a los suelos E04F 13/00; encintados E04F 19/02; felpudos metálicos para limpiar las suelas del calzado A47L 23/24; de materiales semejantes a los de las carreteras E01C; suelos portantes E04B 5/00). › Revestimientos de suelos compuestos de un cierto número de elementos semejantes (en capas E04F 15/16).
- E04F15/04 E04F 15/00 […] › únicamente de madera, p. ej. con órganos de unión de madera (parqué enrollable E04F 15/16).
PDF original: ES-2408969_T3.pdf
Fragmento de la descripción:
Procedimiento para fabricar paneles imprimados de compuesto de madera.
La invención se refiere a un procedimiento para fabricar paneles imprimados.
Los paneles de laminado corresponden ya desde hace bastante tiempo al estado de la técnica y no puede prescindirse de ellos hoy en día en diversas aplicaciones, en particular como sustitutivo de paneles de madera natural. Un campo de aplicación especialmente amplio reside en el revestimiento de paredes, techos y suelos, donde a partir de los respectivos paneles de pared, techo y suelo se compone el correspondiente revestimiento. Naturalmente se formulan en diversos sectores de aplicación distintas exigencias a la calidad de la superficie de tales paneles de laminado. Un panel de suelo está sometido al respecto por naturaleza a cargas bastante mayores que por ejemplo un revestimiento de pared o de techo.
La fabricación a gran escala industrial de paneles de laminado incluye al respecto toda una serie de etapas de fabricación, que son las mismas en gran medida para las distintas clases de paneles. Se pone a disposición primeramente una placa de soporte, por ejemplo de un compuesto de madera como MDF (de fibras de densidad media) , HDF (de fibras de alta densidad) u OSB (de fibras orientadas) y se recubre la misma con varias capas, dado el caso de distintos materiales. Sobre una superficie, dado el caso tratada previamente, de una placa de compuesto de madera, proporcionada como núcleo del panel a fabricar, se aplica una capa decorativa. Esto puede realizarse por ejemplo en forma de un papel estampado impregnado. El papel puede también estamparse directamente sobre la cara superior de la placa de compuesto de madera. Esto puede realizarse mediante rodillos estampadores o una impresora digital. Antes de estampar el motivo decorativo puede aplicarse dado el caso también una capa de imprimación sobre la superficie de la placa de compuesto de madera. Este motivo decorativo debe estar cubierto por al menos una capa de desgaste, en particular siempre que el panel deba utilizarse como panel de suelo. La misma puede estar compuesta por ejemplo por un barniz o una resina sintética. Ventajosamente están añadidas por mezcla partículas resistentes al desgaste (por ejemplo corindón) , que hacen la superficie del panel terminado más resistente frente a la carga debida al tránsito. La estructura de capas, dado el caso con varias capas de resina sintética, se prensa finalmente en una prensa bajo la influencia de la presión y la temperatura, tal como se da a conocer en el documento EP 1 454 763 B1, al que hacemos referencia en toda su extensión. A continuación se divide la placa de compuesto de madera, que sigue siendo de gran formato y que ahora está recubierta, en paneles individuales. Tras la división en paneles individuales, se practican en las superficies laterales medios de unión en forma de una lengüeta y una ranura con medios de enclavamiento integrados, con lo que dos paneles se unen entre sí mediante una llamada “unión por cliqueado" y pueden enclavarse entre sí en las direcciones vertical y horizontal. Para incrementar la impresión real de un panel de laminado, se conoce la práctica de, al prensar la estructura de capas, estampar sobre la cara superior una estructura que se corresponde con el motivo decorativo (embossed-in-register o relieve sincronizado) . El panel de laminado se iguala así entonces no sólo ópticamente, sino también hápticamente por ejemplo a un panel de madera natural.
Alternativamente puede realizarse el recubrimiento también con capas de barniz, que a continuación se endurecen utilizando radiación de alta energía, por ejemplo haz de electrones y radiación UV. También en este caso se divide en paneles la placa de soporte de gran formato recubierta sólo tras el endurecimiento completo de las capas aplicadas.
En el mercado de los paneles de laminado, en particular de los paneles de suelo, se observa una demanda de variantes de motivos decorativos cada vez más diversas. Al respecto no sólo se demandan una y otra vez nuevas reproducciones de madera, sino también de manera creciente decorados de enlosado y piedra, así como decorados de fantasía en las formas más diversas. No obstante, el reequipamiento de una instalación a escala industrial de fabricación de paneles de laminado para realizar un nuevo motivo decorativo es relativamente complejo, lleva mucho tiempo y por ello es costoso. Además, por ejemplo en el caso de que el motivo decorativo se aplique en forma de un papel decorativo estampado sobre el núcleo de compuesto de madera, deben almacenarse papeles decorativos con diversos motivos decorativos. Esto precisa de mucho espacio de almacenamiento y, debido a la gran cantidad de papeles decorativos a mantener disponibles, inmoviliza innecesariamente mucho capital.
Si se estampa el motivo decorativo por ejemplo mediante rodillos estampadores directamente sobre la placa de compuesto de madera, debe mantenerse disponible para cada motivo decorativo un juego propio de rodillos, cuya adquisición es especialmente costosa. Cuando ha de estamparse una estructura sobre la cara superior, deben grabarse adicionalmente las placas de prensar o chapas de prensar con un elevado coste. Además el cambio de tales placas de prensar o chapas de prensar lleva un tiempo durante el cual la instalación productiva está parada, con lo que aumentan los costes de fabricación de paneles de laminado.
Por las razones antes citadas sólo tiene sentido económicamente fabricar una cantidad de paneles de laminado relativamente grande con un motivo decorativo elegido una sola vez, antes de fabricar paneles con otro motivo decorativo.
No obstante, junto a la demanda de variantes de motivos decorativos cada vez más diversas, se observa también una reducción progresiva de los volúmenes de pedido demandados. Pero si se demandan cantidades demasiado bajas de paneles de laminado con un determinado motivo decorativo, no pueden fabricarse las mismas económicamente. En consecuencia debe el comerciante o comerciante a gran escala "reunir" pedidos individuales, de lo que resultan para el cliente final largos plazos de entrega, que el mismo no acepta, en particular en el ámbito del "do it yourself". Una parte de la demanda debe en consecuencia quedar insatisfecha.
Por el documento WO 2010/055429 A2 se conoce un procedimiento para fabricar un panel, en el que sobre la cara superior de una placa de compuesto de madera de gran formato primeramente se aplica una imprimación. La placa de compuesto de madera así imprimada se prensa dado el caso y a continuación se divide en paneles individuales. Sólo después se estampan los paneles individuales con el motivo decorativo deseado.
Es un inconveniente que, aún cuando mediante el procedimiento descrito en el citado documento la propia instalación de fabricación puede estar configurada más pequeña y compacta, puesto que ya no tienen que estamparse placas de compuesto de madera de gran formato, sino paneles más pequeños, por lo general no se logran suministros más rápidos de pequeños lotes con motivos decorativos individuales. Cuando el cliente pide unos pocos paneles con un motivo decorativo deseado por ejemplo a un comerciante de paneles, el mismo reunirá los pedidos que le llegan hasta que pida en conjunto una cantidad suficiente de paneles al fabricante de paneles. Esto es necesario para mantener los costes de transporte dentro de límites rentables, ya que los paneles de laminado se transportan por ejemplo con grandes camiones, los cuales, para poder trabajar rentablemente, deben alcanzar un determinado grado de carga. Mediante el procedimiento descrito en el documento WO 2010/055429 A2 puede incrementarse ciertamente la rentabilidad del procedimiento de fabricación mediante la utilización de instalaciones más pequeñas, pero no se logra una flexibilización en particular en cuanto a un suministro rápido de lotes pequeños y muy pequeños con motivos decorativos individuales.
El problema a resolver según la invención consiste por lo tanto en que tal como se fabrican actualmente los paneles de laminado deseados por el cliente no es posible por razones económicas satisfacer también con plazos de entrega razonables deseos originales de los clientes si no se pide un lote mínimo, e incluso entonces, es decir, cuando se logra el lote mínimo (por ejemplo en las construcciones de uso público, y por tanto en el sector de equipamiento de grandes oficinas u hoteles) , deben soportarse plazos de suministro más largos, porque naturalmente la instalación del fabricante de paneles debe reequiparse primeramente de la forma correspondiente, lo cual, incluso cuando hay pocos pedidos, no es posible en pocas horas o días.
Este problema puede resolverse interrumpiendo la cadena del proceso... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar paneles imprimados embalados como semiacabados con etapas en la siguiente secuencia: a) aportación de una placa de compuesto de madera (1) , b) aplicación de una imprimación (24) en forma de una capa de resina sintética sobre al menos una cara superior de la placa de compuesto de madera (1) , c) aplicación de un recubrimiento sobre una cara inferior de la placa de compuesto de madera (1) opuesta a la cara superior de la placa de compuesto de madera (1) , d) prensado de la estructura de capas compuesta por la placa de compuesto de madera (1) , imprimación (24) y
recubrimiento bajo la influencia de la presión y dado el caso de la temperatura, e) división de la placa de compuesto de madera (1) imprimada y recubierta en paneles individuales (12) , f) mecanización con arranque de viruta de superficies laterales de los paneles (12) para realizar medios de unión y enclavamiento, g) embalaje para un transporte seguro de los paneles imprimados.
2. Procedimiento según la reivindicación 1, caracterizado porque la imprimación (24) se aplica en forma de un papel impregnado en resina.
3. Procedimiento según la reivindicación 1, caracterizado porque la imprimación (24) es una resina sintética aplicada directamente sobre la cara superior.
4. Procedimiento según la reivindicación 1, caracterizado porque la imprimación (24) se adhiere en forma de una lámina sobre la cara superior de la placa de compuesto de madera (1) .
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque al realizar el prensado se estampa una estructura (28) sobre la imprimación (24) .
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque tras la mecanización con arranque de viruta se realiza una comprobación de la calidad (18) .
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la imprimación (24) está coloreada.
8. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque sobre la imprimación (24) se aplica un primer.
9. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque los medios de unión y enclavamiento se fresan a partir del panel (12) .
10. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque los paneles (12) se limpian antes del embalaje para un transporte seguro, para prepararlos para un posterior proceso de estampado.
Patentes similares o relacionadas:
Panel de suelo con un sistema de bloqueo mecánico, del 17 de Junio de 2020, de I4F LICENSING NV: Panel , que comprende un lado superior de panel (1a) y un lado inferior de panel (1b) así como al menos cuatro cantos de panel, que se oponen por parejas, […]
Bloqueo mecánico de paneles de suelo, del 13 de Mayo de 2020, de VALINGE INNOVATION AB: Conjunto de paneles (1, 1') de suelo esencialmente idénticos dotado de un sistema de bloqueo que comprende una lengüeta flexible independiente […]
Panel con un sistema de bloqueo en forma de ganchos, del 22 de Abril de 2020, de I4F LICENSING NV: Panel , que comprende un lado superior de panel (1a) y un lado inferior de panel (1b) así como al menos cuatro cantos de panel, que se oponen por […]
Método de fabricación de una capa, del 5 de Febrero de 2020, de VALINGE INNOVATION AB: Método de fabricación de una capa independiente y continua que está esencialmente no curada, que comprende - aplicar una mezcla en polvo que comprende […]
Un material para pisos de elementos para pisos con forma de lámina unidos mediante piezas de unión, del 13 de Noviembre de 2019, de Unilin Nordic AB: Material para pisos compuesto de elementos para pisos con forma de lámina con una forma mayormente cuadrada o rectangular, dichos elementos para pisos están […]
Sistema modular de suelo, del 6 de Noviembre de 2019, de Lenox S.r.l: Sistema de montaje modular de suelo que comprende varias placas de apoyo y varios paneles disertados para su anclaje en dichas placas de apoyo ; estas últimas […]
Procedimiento de fabricación de paneles de piso que tienen una superficie decorativa, del 23 de Octubre de 2019, de Unilin BVBA: Procedimiento de fabricación de paneles de suelo con una superficie decorativa, en el que dichos paneles de suelo comprenden al menos un sustrato […]
 Revestimiento de suelos, paneles de suelo, método para su fabricación, del 28 de Agosto de 2019, de FLOORING INDUSTRIES LTD.: Procedimiento para la realización de paneles de suelo duro, en el que dichos paneles de suelo tienen una estructura laminada, en el que al menos en la superficie superior hay […]
Revestimiento de suelos, paneles de suelo, método para su fabricación, del 28 de Agosto de 2019, de FLOORING INDUSTRIES LTD.: Procedimiento para la realización de paneles de suelo duro, en el que dichos paneles de suelo tienen una estructura laminada, en el que al menos en la superficie superior hay […]