PROCEDIMIENTO PARA FABRICAR LENTES MEDIANTE MOLDEO POR FUNDICIÓN.
Procedimiento para fabricar lentes mediante moldeo por fundición caracterizado por una fase de preparación para mezclar al menos dos líquidos y desgasificar la mezcla en estos pasos:
A) proporcionar al menos dos sustancias de partida en contenedores (2, 3) separados siendo líquidos al menos dos de las sustancias de partida; B) hacer avanzar las sustancias de partida sucesivamente desde el contenedor (2, 3) hasta un tanque (4) reposando el tanque (4) sobre una unidad (24) de pesada y medir con ella la cantidad a verter de cada sustancia de partida que se ha llevado hasta el tanque y; C) agitar las sustancias que están en el tanque (4) para mezclarlas y desgasificarlas; y una fase de producción para fabricar una pluralidad de lentes en la que al tanque (4) se le insufla aire a presión para expulsar de él la mezcla líquida por una conducción (14) de salida; en esta fase para fabricar las lentes la colada se realiza en estos pasos: D) apertura de una válvula (15) de proceso dispuesta en una conducción (14) de salida para comenzar la ex- pulsión y llenar una cavidad (17) de moldeo definida por dos cuencas (25, 26) de moldeo y un elemento (17) tipo junta y E) cerrar la válvula (15) de proceso para detener la expulsión
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/052541.
Solicitante: INTERGLASS TECHNOLOGY AG.
Nacionalidad solicitante: Suiza.
Dirección: HINTERBERGSTRASSE 26 6330 CHAM SUIZA.
Inventor/es: ARNET, ROMAN, GAUTSCHI,Rudolf.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Marzo de 2008.
Clasificación Internacional de Patentes:
B01F13/06TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01F MEZCLA, p. ej. DISOLUCION, EMULSION, DISPERSION (mezcla de pinturas B44D 3/06). › B01F 13/00 Otros mezcladores; Instalaciones para efectuar mezclas, incluyendo combinaciones de mezcladores de tipos diferentes. › Mezcladores previstos para trabajar bajo una presión inferior a la presión atmosférica.
B01F15/02B
B01F15/02C
B01F15/04H3
B01F3/08D
B01F3/12C
B29C39/00B2
B29C39/24B […] › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 39/00 Conformación por moldeo, es decir, introduciendo el material a moldear en un molde o entre dos superficies que la encierran sin presión significativa de moldeo; Aparatos a este efecto (B29C 41/00 tiene prioridad). › Alimentación del material a los moldes.
B29C39/42B29C 39/00 […] › Moldeo en condiciones particulares, p. ej. en vacío.
Clasificación PCT:
B01F15/02B01F […] › B01F 15/00 Accesorios para mezcladores. › Mecanismos de alimentación o de evacuación.
B01F15/04B01F 15/00 […] › Formación de proporciones predeterminadas de sustancias a mezclar (conservación de una proporción deseada de sustancias a mezclar, es decir, control, G05D 11/02).
B01F3/08B01F […] › B01F 3/00 Mezcla, p. ej. dispersión, emulsión, según las fases que vayan a mezclarse. › de líquidos con líquidos; Emulsión.
B01F3/12B01F 3/00 […] › de líquidos con sólidos (desplazamiento de un líquido por otro fluido en las dispersiones de sólidos en líquidos B01D 12/00).
B01F5/10B01F […] › B01F 5/00 Mezcladores de flujo (pulverizadores, atomizadores B05B ); Mezcladores para materiales que caen, p. ej. partículas sólidas (B01F 13/04 tienen prioridad; mezcladores centrífugos B04). › Mezcladores de circulación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
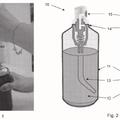
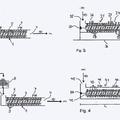
La invención se refiere a un procedimiento para fabricar lentes mediante moldeo por fundición. Antecedentes de la invención Para fabricar lentes mediante moldeo por fundición se ha de partir de un líquido y, por lo menos, otra sustancia, por ejemplo, otro líquido, y mezclarlos sin permitir que se formen burbujas. El monómero líquido que puede ser un único líquido o una mezcla de al menos dos líquidos se cuela en una cavidad definida por dos cuencas de moldeo y una junta y se polimeriza resultando así la lente. En este proceso se presenta el problema recurrente de que la lente producida encierra burbujas de aire y/o marcas de colada. Para evitar esto el monómero tiene que desgasificarse antes de verterlo en la cavidad. La solicitud de patente europea EP 671254 remite a un procedimiento habitual por aquel entonces para la desgasificación de un monómero, en el se rellena un evaporador rotativo con el monómero y éste se remueve a la vez que se somete al vacío durante un intervalo de tiempo prefijado. Las burbujas de aire encerradas en el monómero se liberan así y se aspiran. A continuación se guarda el monómero bajo una atmósfera de nitrógeno hasta que se utiliza para la colada de las lentes. Los inconvenientes de este procedimiento son, según el documento EP 671254, que el alma- cenamiento en una atmósfera de nitrógeno tiene la consecuencia únicamente de que el oxígeno se sustituye por nitrógeno y que a la hora de hacer la colada se tiene que poner mucho cuidado con que el monómero en la medida de lo posible no entre en contacto con el oxígeno ya que, si lo hace, enseguida vuelve a atrapar oxígeno. Otro inconveniente es que al desgasificar en condiciones de vacío escapan otras sustancias que están contenidas en el monómero y podrían modificar la composición del mismo. El documento EP 671254 propone por ello un procedi- miento de desgasificación en el que el monómero se bombea desde el tanque a través de un desgasificador hacia la cavidad de moldeo. El monómero se desgasifica, por tanto, durante la fase de producción justo antes de verterlo en la cavidad. El desgasificador se compone de tubos de material impermeable al aire que están colocados en una cámara de vacío. Ambos procedimientos se mencionan también en la solicitud internacional de patente WO 03/074149 y en ella se describen como más bien inadecuados. El documento WO 03/074149 divulga un nuevo desgasificador que sustituye al desgasificador del documento EP 671254. En estos tres procedimientos descritos se desgasifica bien el monómero bien la mezcla monómerica antes de vertirlo/a. El documento de patente US 5973098 describe una mezcla polimerizable apropiada para la fabricación de lentes que se compone de dos sustancias. Ambas sustancias se introducen en una cámara de mezcla a través de dos surtidores dosis a dosis y se mezclan agitando, pudiendo estar la cámara de mezcla en condiciones de vacío. A continuación se extrae la mezcla de la cámara de mezcla empujándola con un gas inerte hasta la cavidad de moldeo y compactándola en ella. Resulta inconveniente que en este procedimiento para lograr una desgasificación suficiente se necesite un tiempo relativamente largo aunque se trate tan sólo de una pequeña dosis. La solicitud internacional de patente WO 2005/084927 describe un proceso en el que se introducen dos sustancias en una cámara de mezcla y después por medio de un pistón se empujan hacia la cavidad de moldeo y se compactan. La cavidad de moldeo tiene un diseño tal que las eventuales burbujas de aire pueden liberarse. En este caso no se realiza la desgasificación antes de verter el monómero. Por el documento EP 1316819 se conoce un material óptico adecuado para lentes. Las sustancias necesarias para la producción del material se meten en un tanque y se mezclan. La mezcla se somete al vacío antes, durante y/o después de mezclar para desgasificarla. La mezcla se vierte a continuación en un molde y se polimeriza. Por el documento JP 61111130 se conoce un procedimiento para mezclar diferentes líquidos y desgasificarlos. Las cantidades de líquido suministradas al tanque se regulan con válvulas y bombas. La invención se refiere a la fabricación de lentes, incluidas la mezcla de al menos dos sustancias líquidas de partida y la desgasificación de la mezcla, en el que la mezcla se trasvasa a una cavidad de moldeo. Los líquidos por separado se conservan durante períodos de tiempo largos. La mezcla por el contrario, sólo se conserva durante un intervalo de tiempo de pocos días. Breve descripción de la invención El objetivo de la invención es mejorar la fabricación de lentes mediante moldeo por fundición. La invención tiene las características indicadas en la reivindicación 1. Configuraciones ventajosas se derivan de las reivindicaciones dependientes. 2 La invención se explicará en base a un ejemplo de aplicación elegido. El ejemplo de aplicación se refiere a la fabricación de lentes mediante moldeo por fundición en el que se suministra el líquido que está preparado en un tanque, mediante aplicación de presión, a través de una conducción de salida de una cánula cuya punta desemboca en una cavidad de moldeo definida por dos cuencas de moldeo y un elemento tipo junta. La cavidad de moldeo está abierta por arriba y está sometida a presión atmosférica. El líquido es una mezcla de un líquido y al menos otra sustancia que puede ser un líquido o estar en polvo. El procedimiento según la invención comprende una fase de preparación en la que el líquido se combina con la al menos otra sustancia se mezcla y se desgasifica en estos pasos: A) proporcionar al menos dos sustancias de partida en contenedores separados siendo al menos una de las sustancias de partida un líquido, B) hacer circular sucesivamente las sustancias de partida desde su contenedor hasta el tanque midiéndose cada dosis a añadir con una unidad de pesada C) agitar las sustancias en el tanque para mezclarlas y desgasificarlas tras haberlas vertido en él y una fase de producción en la que al tanque se le insufla aire a presión para expulsar del tanque la mezcla líquida por una conducción de salida, esta fase consta de estos pasos: D) apertura de una válvula de proceso dispuesta en la conducción de salida para comenzar la expulsión y E) cierre de la válvula de proceso para detener la expulsión El paso B) es especialmente importante ya que incluso pequeñas desviaciones de las fracciones prefijadas de las sustancias de partida individuales tienen una gran influencia en la calidad de las lentes. La unidad de pesada debe ser capaz de poder medir con una precisión de gramos pesos de varios kilogramos. Para la colada de una lente se abre por tanto la válvula de proceso dispuesta en la conducción de salida entre el tanque y la cánula y se cierra tan pronto como la cavidad de moldeo quede llena. Preferentemente en el paso C la mezcla del tanque primero se mezcla a una primera velocidad de agitación y a continuación se desgasifica a una segunda velocidad de agitación, siendo la segunda velocidad de agitación, de desgasificación, menor que la primera velocidad de agitación, de mezcla. El nivel de presión en el tanque se puede ajustar, en caso de que se necesite, a requisitos que varíen con el tiempo. Al colar las lentes, por ejemplo, el punto más estrecho del orificio de vertido, determina con qué velocidad se puede verter el líquido sin que aparezca un remanso y sin que la cavidad de moldeo rebose. Para minimizar el intervalo de tiempo que hace falta para llenarla, antes de la colada de las lentes, se lleva ventajosamente el nivel de presión que ejerce el aire a presión en el tanque hasta un valor que depende de la separación en el punto más estrecho del orificio de vertido aumentando el nivel de presión con la separación de forma continua o a saltos discretos. La temperatura que existe en el interior del tanque se regula preferentemente al menos durante la fase de producción tomando como referencia un valor prefijado para que el líquido presente una viscosidad óptima. También resulta ventajoso que en el paso B las sustancias se bombeen hacia el tanque en dosis para que la formación de espuma sea mínima. Al colar las lentes, como sensor para detectar cuando está llena de líquido la cavidad de moldeo se utiliza ventajosamente otra cánula a la que se insufla aire de modo que permanentemente escape una pequeña corriente de aire de ella. En cuanto el líquido de la cavidad de moldeo alcanza la punta de la cánula la presión en el interior de la cánula aumenta. Este aumento de presión se mide y se transforma en una señal de cierre enviada a la válvula de proceso. La invención se explicará a continuación a modo de ejemplo en base a uno de los dispositivos adecuado para la ejecución del procedimiento y en base al dibujo. El ejemplo se refiere a un dispositivo para moldeo de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar lentes mediante moldeo por fundición caracterizado por una fase de preparación para mezclar al menos dos líquidos y desgasificar la mezcla en estos pasos: A) proporcionar al menos dos sustancias de partida en contenedores (2, 3) separados siendo líquidos al menos dos de las sustancias de partida; B) hacer avanzar las sustancias de partida sucesivamente desde el contenedor (2, 3) hasta un tanque (4) reposando el tanque (4) sobre una unidad (24) de pesada y medir con ella la cantidad a verter de cada sustan- cia de partida que se ha llevado hasta el tanque y; C) agitar las sustancias que están en el tanque (4) para mezclarlas y desgasificarlas; y una fase de producción para fabricar una pluralidad de lentes en la que al tanque (4) se le insufla aire a presión para expulsar de él la mezcla líquida por una conducción (14) de salida; en esta fase para fabricar las lentes la colada se realiza en estos pasos: D) apertura de una válvula (15) de proceso dispuesta en una conducción (14) de salida para comenzar la ex- pulsión y llenar una cavidad (17) de moldeo definida por dos cuencas (25, 26) de moldeo y un elemento (17) tipo junta y E) cerrar la válvula (15) de proceso para detener la expulsión. 2. Procedimiento de acuerdo con la reivindicación 1 caracterizado por que en el paso C) la mezcla del tanque (4) en primer lugar se agita a una primera velocidad de agitación y a continuación se agita a una segunda velocidad de agitación siendo la segunda velocidad de agitación menor que la primera velocidad de agitación. 3. Procedimiento de acuerdo con la reivindicación 1 ó 2 en la que la conducción (14) de salida termina en una cánula (16) cuya punta desemboca en la cavidad (17) de moldeo, estando la cavidad (17) de moldeo a presión atmosférica caracterizado por que el nivel de la presión ejercida por el aire a presión en el tanque (4), antes del paso D, se lleva a un valor que depende de la separación (D) en el punto más estrecho del orificio (28) de vertido de la cavidad (17) de moldeo aumentando el nivel de presión al aumentar la separación (D), de forma continua o en saltos discretos. 4. Procedimiento de acuerdo con la reivindicación 3 caracterizado por que para detectar cuando está llena de líquido la cavidad (17) de moldeo se usa como sensor otra cánula (29) por la que se insufla aire y la presión que hay en ella se usa para generar la señal de cierre de la válvula (15) de proceso. 8 9
Patentes similares o relacionadas:
Método para transformar residuos y sistema para llevar a cabo dicho método, del 18 de Marzo de 2020, de THEMIS S.p.A: Un método para concentrar, estabilizar y convertir residuos y/o productos que tienen una matriz orgánica/inorgánica y un grado de sequedad de hasta un 50 %, que […]
Sistema de pintura de dos componentes, del 26 de Junio de 2019, de Paragon Nordic AB: Un sistema de pintura de dos componentes que comprende:
un recipiente a media presión que comprende:
una pintura;
al menos un disolvente; y
[…]
Método y uso para refinar, del 30 de Marzo de 2016, de BUHLER AG: Procedimiento para refinar una masa de grasa (m), en concreto una masa de chocolate o de cacao, sometiéndose la masa de grasa (m) en al menos una […]
Difusores y procedimientos correspondientes destinados a mezclar un primer fluido con un segundo fluido, del 22 de Octubre de 2014, de REVALESIO CORPORATION: Difusor , que comprende un primer elemento y un segundo elemento , presentando cada uno una superficie que incorpora unas perturbaciones superficiales; estando […]
Dispositivo para el mezclado y la descarga de cemento óseo y sistema de cemento óseo, del 3 de Diciembre de 2013, de HERAEUS MEDICAL GMBH: Dispositivo para el mezclado y la descarga de cemento óseo, con un cilindro de mezcla , en el que estádispuesto un émbolo de mezcla , en el que el […]
Aparato y método para el mezclado rápido de medios, del 20 de Mayo de 2013, de Biogasol ApS: Un aparato para procesar al menos dos medios, comprendiendo el procesamiento un ahuecamiento y mezclado,comprendiendo el aparato:
* una envuelta que tiene […]
APARATO Y PROCEDIMIENTO PARA OXIGENAR AGUAS RESIDUALES, del 12 de Marzo de 2012, de THEROX, INC.: Aparato para tratar aguas residuales, que comprende:
- un conjunto de enriquecimiento de gas adaptado para recibir las aguas residuales […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA PREPARACIÓN DE SULFURO DE MERCURIO DESTINADO A SU SUBSIGUIENTE ELIMINACIÓN COMO DESHECHO, del 7 de Marzo de 2012, de DELA GMBH RECYCLING UND UMWELTTECHNIK: Procedimiento para la preparación de sulfuro de mercurio destinado a la subsiguiente eliminación como deshecho, donde se obtiene el sulfuro de […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Sistema de pintura de dos componentes, del 26 de Junio de 2019, de Paragon Nordic AB: Un sistema de pintura de dos componentes que comprende:
un recipiente a media presión que comprende:
una pintura;
al menos un disolvente; y
[…]
Sistema de pintura de dos componentes, del 26 de Junio de 2019, de Paragon Nordic AB: Un sistema de pintura de dos componentes que comprende:
un recipiente a media presión que comprende:
una pintura;
al menos un disolvente; y
[…] Método y uso para refinar, del 30 de Marzo de 2016, de BUHLER AG: Procedimiento para refinar una masa de grasa (m), en concreto una masa de chocolate o de cacao, sometiéndose la masa de grasa (m) en al menos una […]
Método y uso para refinar, del 30 de Marzo de 2016, de BUHLER AG: Procedimiento para refinar una masa de grasa (m), en concreto una masa de chocolate o de cacao, sometiéndose la masa de grasa (m) en al menos una […]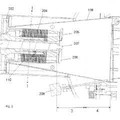 Aparato y método para el mezclado rápido de medios, del 20 de Mayo de 2013, de Biogasol ApS: Un aparato para procesar al menos dos medios, comprendiendo el procesamiento un ahuecamiento y mezclado,comprendiendo el aparato:
* una envuelta que tiene […]
Aparato y método para el mezclado rápido de medios, del 20 de Mayo de 2013, de Biogasol ApS: Un aparato para procesar al menos dos medios, comprendiendo el procesamiento un ahuecamiento y mezclado,comprendiendo el aparato:
* una envuelta que tiene […]