Procedimiento de fabricación de un zapato con suela y pala respirables y permeables.
Procedimiento para fabricar una suela respirable e impermeable,
que consiste en:
- moldear por inyección por lo menos una capa de suela inferior perforada (318) en un molde (340) constituido por una parte de molde hembra (341) y una parte de molde de cierre superior (342), estando provista dicha parte de molde hembra de unos insertos en forma de clavija (343) que sobresalen en el sentido en el que dicho molde (340) se abre y están situados en la zona de dicha parte de la suela destinada a la permeación del vapor, estando interpuestos unos medios de sellado a modo de placa (345) con interferencia entre la superficie de vértice (344) de dichos insertos en forma de clavija (343) y dicha parte de molde de cierre superior (342);
- disponer, en el interior del molde (340), un elemento de membrana respirable e impermeable (322) en dicha por lo menos una capa inferior perforada (318),
- disponer por lo menos un elemento respirable (321) en la parte superior de dicho elemento de membrana respirable e impermeable (322);
- cubrir la superficie (321a) de dicho por lo menos un elemento respirable (321) que se encuentra opuesto a dicho elemento de membrana respirable e impermeable (322) con una película adhesiva (321b);
- sobremoldear un faldón periférico (320) en dicha por lo menos una capa inferior perforada (318) y lateralmente con respecto a dicho por lo menos un elemento respirable (321); y
- eliminar dicha película adhesiva (321b) .
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07023939.
Solicitante: GEOX S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA FELTRINA CENTRO, 16 31044 MONTEBELLUNA LOCALITÀ BIADENE (TREVISO) ITALIA.
Inventor/es: POLEGATO MORETTI, MARIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A43B7/12 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43B ELEMENTOS CARACTERISTICOS DEL CALZADO; PARTES CONSTITUTIVAS DEL CALZADO. › A43B 7/00 Calzados con dispositivos medicinales o higiénicos. › Calzados impermeables especiales (chanclos A43B 3/16).
- A43B9/02 A43B […] › A43B 9/00 Calzados caracterizados por la forma del ensamblaje de sus diferentes partes. › Calzados cosidos o clavados de parte a parte.
- B29C45/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Moldes.
- B29D35/06 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 35/00 Fabricación de calzado. › con suelas o tacones formados y unidos sobre empeines preformados utilizando una técnica de moldeo, p. ej. moldeo por inyección, prensado y vulcanización.
- B29D35/12 B29D 35/00 […] › Fabricación de sus partes constitutivas, p. ej. suelas, tacones, empeines, por técnica de moldeo.
PDF original: ES-2378476_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un zapato con suela y pala respirables y permeables.
La presente invención se refiere a un procedimiento para fabricar un calzado que presenta una suela y una pala respirables e impermeables.
Es bien conocido que la comodidad de un calzado depende no solamente de un encaje anatómico apropiado, sino también de la permeación exterior correcta del vapor de agua que se ha formado en el interior del calzado como 10 consecuencia de la transpiración.
Sin embargo, dicha permeación del vapor de agua no debe comprometer la impermeabilidad del calzado.
Tradicionalmente, el calzado respirable es el que emplea materiales naturales tales como el cuero o productos 15 equivalentes, que, no obstante, en presencia de lluvia o mal tiempo, precisamente debido a sus propiedades de permeación, no aseguran una buena impermeabilidad y, de hecho, absorben el agua de forma relativamente fácil.
Por esta razón, desde hace algunos años se ha utilizado el calzado provisto de una pala de cuero (o similar) acoplado a un forro dotado de una membrana respirable e impermeable (por ejemplo de un material tal como el 20 Gore-Tex® o similar) , cosida o adherida con cola a una plantilla.
En la fabricación de dicho calzado, resulta esencial prestar atención al sellado de las zonas en las que la plantilla y el forro entran en contacto con la membrana y la suela, con el fin de evitar incluso la mínima fuga de agua desde el exterior.
La mayor parte de la transpiración podal se genera en la interfaz entre la planta del pie y la suela del calzado, que típicamente es de un material polimérico; resulta evidente que la transpiración que se ha formado en dicha interfaz no puede evaporarse, condesándose de este modo sobre el inserto plantar sobre el cual se apoya el pie. Únicamente un reducido porcentaje de la transpiración se evapora a través de la pala.
Como consecuencia, hace años que se está estudiando el calzado dotado de suelas respirables e impermeables.
Una de estas suelas se da a conocer en el documento US-5.044.096 y en el documento EP-0.382.904, y consiste en dividir la suela, de material plástico, en dos capas que presentan unos orificios pasantes, y en interponer una 35 membrana que es impermeable al agua y respirable (por ejemplo de un material tal como el Gore-Tex® o similar) y está unida perimétrica y herméticamente a las dos capas, con el fin de impedir cualquier infiltración de agua.
Dicha suela asegura una permeación correcta del vapor, así como un intercambio eficaz de calor y vapor de agua entre el entorno interior del calzado y el entorno exterior, a la vez que asegura la impermeabilidad necesaria con 40 respecto a la humedad externa y el agua.
Con el fin de proporcionar un calzado completamente impermeable, se puede acoplar una suela impermeable y respirable a una pala impermeable y respirable, tales como las que se han descrito.
45 La etapa de impermeabilización de las zonas que unen la plantilla y el forro con la membrana asimismo resulta fundamental en la fabricación del calzado de este tipo.
El documento WO-2004/004505 da a conocer un procedimiento para fabricar una suela moldeando por encima de una membrana impermeable y respirable y de un elemento respirable una capa de suela y un faldón periférico.
50 El documento JP-58-110786 da a conocer el uso de una capa adhesiva para proteger partes del artículo subyacente contra sobremoldeo.
El documento WO-03/006221 da a conocer el uso de clavijas y contraclavijas en un molde para realizar 55 perforaciones.
El propósito de la presente invención consiste en fabricar un calzado con una suela y una pala que sean respirables y aseguren una impermeabilidad completa.
60 Dentro de este propósito, un objetivo de la presente invención consiste en proporcionar un calzado dotado de una suela y una pala respirables e impermeables que, en términos estructurales, sea sencillo de obtener.
Otro objetivo de la presente invención consiste en proporcionar un calzado dotado de una suela y una pala respirables e impermeables, que se pueda fabricar empleando la inyección directa de un material polimérico. 65
Otro objetivo de la presente invención consiste en proporcionar un calzado dotado de una suela y una pala respirables e impermeables que sea resistente y duradero.
Otro objetivo de la presente invención consiste en proporcionar un calzado dotado de una suela y una pala respirables e impermeables que se pueda fabricar con sistemas y tecnologías convencionales.
De manera conveniente, la invención comprende un procedimiento para fabricar una suela respirable e impermeable, que consiste en:
- moldear por inyección por lo menos una capa de suela inferior perforada, en un molde constituido por una parte de molde hembra y una parte de molde de cierre superior, estando provista dicha parte de molde hembra de unos insertos en forma de clavija que sobresalen en el sentido en el que dicho molde se abre y están situados en la zona de dicha parte de la suela destinada a la permeación del vapor, estando interpuestos unos medios de sellado a modo de placa con interferencia entre la superficie de vértice de dichos insertos de tipo clavija y dicha parte de molde de cierre superior,
- disponer, en el interior del molde, un elemento de membrana respirable e impermeable en dicha por lo menos una capa inferior perforada,
- disponer por lo menos un elemento respirable en la parte superior de dicho elemento de membrana respirable e impermeable,
- cubrir la superficie de dicho por lo menos un elemento respirable que se encuentra opuesto a dicho elemento de membrana respirable e impermeable con una película adhesiva,
- sobremoldear un faldón periférico en dicha por lo menos una capa inferior perforada y lateralmente a dicho por lo menos un elemento respirable,
- eliminar dicha película adhesiva.
Otras características y ventajas de la invención se pondrán de manifiesto más claramente a partir de la descripción de unas formas de realización preferidas pero no exclusivas, ilustrada a título de ejemplo no limitativo de los dibujos adjunto, en los que:
La Figura 1 representa una vista en sección transversal de una parte de un calzado según la invención, en una primera forma de realización;
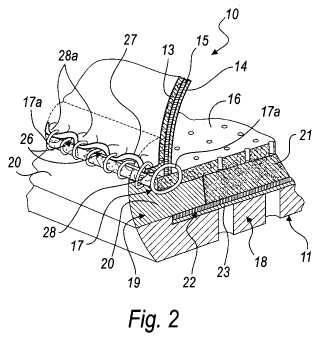
La Figura 2 representa una vista en perspectiva de la parte del calzado de la Figura 1;
La Figura 3 representa una vista en sección transversal de una parte de una variante de dicha primera forma de realización del calzado, según la invención;
La Figura 4 representa una vista en sección transversal de una parte del calzado según la invención, en una segunda forma de realización.
La Figura 5 es una vista en sección transversal esquemática de un primer molde para proporcionar suelas que van a ser utilizadas en un calzado según la Figura 4;
La Figura 6 es una vista en sección transversal esquemática de un segundo molde para proporcionar suelas que van a ser utilizadas en un calzado según la Figura 4.
Haciendo referencia a las Figuras 1 y 2, una primera forma de realización de un calzado respirable e impermeable según la invención se designa, en general, con el número de referencia 10.
El calzado 10 comprende una suela respirable e impermeable 11, descrita a continuación, y un conjunto 12 que está asociado con ella en una zona ascendente y que está constituido por una pala exterior respirable 13, un forro interior 14 y, entre ellos, una membrana respirable e impermeable 15, por ejemplo, realizada en un material tal como el Gore-Tex® o similar.
El conjunto 12 está cerrado en una zona descendente mediante una plantilla 16, que, en esta forma de realización, está perforada pero que se puede fabricar con un material respirable.
Dicha plantilla 16 está unida a dicha pala 13, a dicho forro 14 y a dicha membrana 15 en una zona común de enlace 17, por ejemplo mediante una costura cosida 17a de tipo Strobel, en sí conocida.
En esta forma de realización, la suela respirable e impermeable 11 está unida en la periferia o en el perímetro y de forma hermética al conjunto 12 mediante el sobremoldeo de una parte del mismo, según la descripción que se proporciona a continuación.
La suela 11 está compuesta por una capa inferior perforada 18, que constituye... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar una suela respirable e impermeable, que consiste en:
- moldear por inyección por lo menos una capa de suela inferior perforada (318) en un molde (340) constituido por una parte de molde hembra (341) y una parte de molde de cierre superior (342) , estando provista dicha parte de molde hembra de unos insertos en forma de clavija (343) que sobresalen en el sentido en el que dicho molde (340) se abre y están situados en la zona de dicha parte de la suela destinada a la permeación del vapor, estando interpuestos unos medios de sellado a modo de placa (345) con interferencia entre la superficie de vértice (344) de dichos insertos en forma de clavija (343) y dicha parte de molde de cierre superior (342) ;
- disponer, en el interior del molde (340) , un elemento de membrana respirable e impermeable (322) en dicha por lo menos una capa inferior perforada (318) ,
- disponer por lo menos un elemento respirable (321) en la parte superior de dicho elemento de membrana respirable e impermeable (322) ;
- cubrir la superficie (321a) de dicho por lo menos un elemento respirable (321) que se encuentra opuesto a dicho elemento de membrana respirable e impermeable (322) con una película adhesiva (321b) ;
- sobremoldear un faldón periférico (320) en dicha por lo menos una capa inferior perforada (318) y lateralmente con respecto a dicho por lo menos un elemento respirable (321) ; y
- eliminar dicha película adhesiva (321b) .
2. Procedimiento según la reivindicación 1, caracterizado porque dichos medios de sellado a modo de placa (345) están constituidos por unas placas (346) realizadas a partir de material polimérico, destinadas a disponerse en cada uno de dichos insertos en forma de clavija (343) , siendo dichas placas (346) más anchas que dicho inserto en forma de clavija (343) correspondiente.
Patentes similares o relacionadas:
Procedimiento y dispositivo de sobremoldeo por inyección, del 15 de Julio de 2020, de AISAPACK HOLDING SA: Dispositivo de sobremoldeo por inyección que comprende al menos una mesa rotativa en montaje revólver en la que van embarcados moldes refrigerados, comprendiendo […]
Un procedimiento y aparato para el moldeado por inyección de un artículo hueco alargado, del 17 de Junio de 2020, de HOLLISTER INCORPORATED: Un procedimiento de moldeo por inyección de un artículo hueco alargado (20a), tal como un catéter urinario, dicho procedimiento comprende las etapas […]
Recipiente de reactivo para almacenar un reactivo líquido, aparato para fabricar una parte inferior de un recipiente de reactivo y un método para fabricar una parte inferior de un recipiente de reactivo, del 3 de Junio de 2020, de F. HOFFMANN-LA ROCHE AG: Un recipiente de reactivo para un instrumento analítico, en donde el recipiente de reactivo está configurado para almacenar un reactivo líquido, […]
MOLDE DE APERTURA Y EXPULSION AUTOMATICA PARA FABRICACION DE BLOQUES DE PLASTICO RECICLADO, del 30 de Abril de 2020, de GAMEZ GUERRERO, Isabel Cristina: La presente invención está dirigida a un molde de apertura y expulsión automática para fabricación de bloques a partir de mezclas de plástico reciclado. […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MOLDE PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo que define una superficie interna (S2); una tapa configurada para cerrar […]
Molde para fabricar un panel polimérico de ventana de avión, del 11 de Marzo de 2020, de PPG INDUSTRIES OHIO, INC.: Un molde para moldear un panel polimérico de ventana de avión , que comprende: una primera mitad de molde , que comprende […]
Pila de molde de inyección y aparato de moldeo, del 25 de Diciembre de 2019, de Plastipak BAWT S.à.r.l: Una pila de molde de inyección (IMS) que comprende un conjunto de núcleo y un conjunto de cavidad , en donde el conjunto de núcleo comprende un núcleo […]