PROCEDIMIENTO PARA LA FABRICACIÓN DE UN TUBO FLEXIBLE, EN PARTICULAR DE UN TUBO FLEXIBLE DE DUCHA DE VARIAS CAPAS.
Procedimiento para la fabricación de un tubo flexible, en particular de un tubo flexible de ducha,
de varias capas (1, 3) con las siguientes etapas: - en primer lugar, se aplican partículas sobre una superficie exterior de un tubo flexible interior (1), que forma una capa interior (1) del tubo flexible de ducha, - a continuación se actúa mecánicamente sobre las partículas (2) que se adhieren en el tubo flexible interior, - luego se aplica una capa exterior (3), caracterizado porque se actúa mecánicamente sobre las partículas por medio de cepillos (32), rodillos, trapos o similares
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05014638.
Solicitante: RAMSPOTT GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BRILONER STRASSE 39 59909 BESTWIG ALEMANIA.
Inventor/es: RAMSPOTT,HEINER.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Julio de 2005.
Clasificación Internacional de Patentes:
- B05D7/00N2
- B05D7/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 7/00 Procedimientos, distintos al "flocage", especialmente adaptados para aplicar líquidos u otros materiales fluidos, a superficies especiales, o para aplicar líquidos u otros materiales fluidos, particulares. › a sustancias macromoleculares, p. ej. al caucho.
- F16L11/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 11/00 Mangas, es decir, tubos flexibles. › de goma o de materiales plásticos.
Clasificación PCT:
- B05C19/00 B05 […] › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › Aparatos especialmente adaptados para aplicar materiales en partículas a superficies.
- B05D7/00 B05D […] › Procedimientos, distintos al "flocage", especialmente adaptados para aplicar líquidos u otros materiales fluidos, a superficies especiales, o para aplicar líquidos u otros materiales fluidos, particulares.
- B05D7/02 B05D 7/00 […] › a sustancias macromoleculares, p. ej. al caucho.
- F16L11/04 F16L 11/00 […] › de goma o de materiales plásticos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361356_T3.pdf
Fragmento de la descripción:
[0001] La invención se refiere a un procedimiento para la fabricación de un tubo flexible, en particular de un tubo flexible de ducha de varias capas, a un dispositivo para la fabricación del tubo flexible y a un tubo flexible.
Se conoce a partir del documento con el número de publicación DE 195 11 216 C2 un tubo flexible de ducha, que presenta varias capas. Una de las capas se forma por un llamado tubo flexible interior, mientras que una capa exterior se forma por un llamado tubo flexible exterior. Entre el tubo flexible interior y el tubo flexible exterior está prevista una coloración. La coloración es provocada por medio de un polvo de color, por ejemplo con partículas o bien pigmentos metálicos. Las partículas son introducidas en una zona intermedia entre el tubo flexible interior y el tubo flexible exterior.
Para la fabricación de un tubo flexible de este tipo se introduce el tubo flexible interior desde arriba a través de un embudo, en el que están dispuestos los pigmentos colorantes. Debajo del embudo está dispuesta una tobera anular, que aplica el tubo flexible exterior. En este caso, la tobera anular está dispuesta con respecto al embudo de tal forma que cantidades insignificantes de los pigmentos colorantes penetran durante la aplicación del tubo flexible exterior en el espacio intermedio entre el tubo flexible interior y el tubo flexible exterior. La aplicación de los pigmentos colorantes sobre la superficie del tubo flexible interior y la extrusión del tubo flexible exterior sobre aquél se realiza en cierto modo en una etapa de trabajo.
En concreto, con el procedimiento descrito en la publicación se puede fabricar rápidamente un tubo flexible de ducha, sin embargo el resultado no siempre es satisfactorio por razones estéticas. Así, por ejemplo, la coloración del tubo flexible de ducha aparece con mucha frecuencia con grano grueso, aunque se utilicen pigmentos colorantes con diámetro muy pequeño.
Sin embargo, con frecuencia se desea una coloración que aparezca con grano lo más fino posible y uniforme. Con el procedimiento de fabricación descrito en la publicación y con el dispositivo indicado allí para la fabricación de un tubo flexible de ducha de este tipo no se puede fabricar una coloración de grano fino y lisa lo más uniforme posible.
Aquí se aplica la presente invención.
La invención tiene el cometido de proponer un procedimiento, un dispositivo para la fabricación de un tubo flexible y un tubo flexible, en el que la coloración se realiza a través de pigmentos colorantes o bien partículas, que son aplicadas en forma de polvo sobre el tubo flexible interior, debiendo ser la coloración del grano lo más fina posible y lisa uniforme.
Este cometido se soluciona por medio del procedimiento según la invención de acuerdo con la reivindicación 1, por medio de un dispositivo según la invención de acuerdo con la reivindicación 11 y por medio de un tubo flexible de acuerdo con la reivindicación 24.
El procedimiento según la invención de acuerdo con la reivindicación 1 se diferencia del procedimiento de fabricación conocido a partir de la publicación DE 195 11 216 C2 esencialmente porque el tubo flexible se fabrica en tres etapas. En primer lugar, en una primera etapa se aplican partículas sobre una superficie exterior de un tubo flexible interior, que forma la capa interior del tubo flexible. Después de la aplicación de las partículas, se actúa por medio de cepillos, rodillos, trapos o similares mecánicamente sobre las partículas que se adhieren en el tubo flexible interior. Después de la actuación mecánica sobre las partículas, se aplica entonces en una tercera etapa la capa exterior.
El procedimiento de acuerdo con la invención es, en principio, más costoso debido a la etapa adicional, en la que se actúa por medio de cepillos, rodillos, trapos o similares mecánicamente sobre las partículas que se adhieren en el tubo flexible interior. Sin embargo, el resultado de este procedimiento de fabricación justifica este gasto adicional. La coloración del tubo flexible de ducha es de grano más fino y lisa más uniforme, incluso cuando se utilizan partículas comparativamente gruesas. Por ejemplo, a través del procedimiento de acuerdo con la invención es posible utilizar partículas mayores que en el procedimiento que se describe en la publicación DE 195 11 216 C2. Puesto las partículas más gruesas se pueden procesar, en parte, más fácilmente y también son de precio más favorable en la compra, se compensan los inconvenientes debidos al gasto adicional del procedimiento de acuerdo con la invención. Otra ventaja de las partículas más gruesas es que las superficies fabricadas con estas partículas más gruesas son más brillantes que las superficies fabricadas con partículas más pequeñas. A través de la actuación mecánica sobre las partículas que se adhieren en el tubo flexible interior es posible incluso reducir la cantidad de las partículas, que es necesaria para la coloración del tubo flexible de ducha. El consumo de partículas para la coloración del tubo flexible es, por lo tanto, más reducido que en el procedimiento, que se conoce a partir de la publicación DE 195 11 216 C2.
Las partículas se podrían producir a partir de la lámina laminada con aluminio.
La otra impresión estética, a saber, la coloración más uniforme, más lisa y de grano más fino del tubo flexible de ducha está ligada directamente con la actuación mecánica sobre las partículas que se adhieren en el tubo flexible interior. Las partículas utilizadas con frecuencia para la coloración tienen a menudo la forma de plaquitas pequeñas microscópicas. Si se aplican estas partículas de acuerdo con el procedimiento publicado en la publicación mencionada anteriormente, están partículas son introducidas de forma desordenada entre el tubo flexible interior y el tubo flexible exterior. Las plaquitas están alineadas en todas las direcciones posibles. En parte, están dispuestas perpendicularmente a la superficie del tubo flexible interior, en parte se encuentran paralelamente a la superficie del tubo flexible interior. En medio es posible cualquier posición angular de las plaquitas con respecto al tubo flexible interior. A través de la actuación mecánica sobre las partículas que se adhieren en el tubo flexible interior se alinean estas partículas. Las partículas se encuentran entonces esencialmente paralelas a la superficie del tubo flexible interior. De esta manera, se produce la impresión, en general, más uniforme, más lisa y de granos más finos del tubo flexible de ducha fabricado de acuerdo con el procedimiento de fabricación según la invención.
**(Ver fórmula)**
En un procedimiento de acuerdo con la invención, antes de la aplicación de las partículas, se calienta la superficie del tubo flexible interior con una calefacción. La superficie se puede calentar en este caso a una temperatura típica para el material del tubo flexible interior, a la que la superficie del tubo flexible se vuelve viscoso y de puede conformar plásticamente. De la misma manera, es posible que sobre la superficie del tubo flexible interior se aplique un adhesivo o similar, antes de la aplicación de las partículas. No obstante, en el caso del adhesivo puede existir el peligro de que éste forme grumos después de la aplicación de las partículas, en particular durante la actuación mecánica.
Con preferencia, el tubo flexible interior se conduce para la aplicación de las partículas a través de un baño que contiene las partículas. De la misma manera, es posible que las partículas sean pulverizadas o bien sopladas sobre la superficie del tubo flexible interior.
Después de la aplicación de las partículas, tiene lugar la actuación mecánica sobre las partículas que se adhieren al tubo flexible interior. La actuación mecánica se puede realizar, por ejemplo, a través de un medio de presión, por ejemplo a través de aire comprimido. El tubo flexible interior con las partículas que se adhieren al mismo puede ser atacado a tal fin por la corriente de medio de presión. De manera alternativa o adicional, se puede actuar a través de cepillos, rodillos, trapos o similares sobre las partículas.
A través de la actuación mecánica se pueden eliminar, en parte, por ejemplo, partículas que no se han adherido directamente en el tubo flexible interior. De esta manera, es posible reducir el consumo de las partículas por unidad de longitud del tubo flexible.
Sobre el tubo flexible se puede actuar,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un tubo flexible, en particular de un tubo flexible de ducha, de varias capas (1, 3) con las siguientes etapas:
- en primer lugar, se aplican partículas sobre una superficie exterior de un tubo flexible interior (1), que forma una capa interior (1) del tubo flexible de ducha,
- a continuación se actúa mecánicamente sobre las partículas (2) que se adhieren en el tubo flexible interior,
- luego se aplica una capa exterior (3),
caracterizado porque se actúa mecánicamente sobre las partículas por medio de cepillos (32), rodillos, trapos o similares.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la superficie del tubo flexible interior
(1) es calentada con una calefacción antes de la aplicación de las partículas.
3. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque sobre la superficie del tubo flexible interior (1) se aplica un adhesivo, laca o similar antes de la aplicación de las partículas.
4. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque se calienta la superficie a una temperatura típica para el material del tubo flexible interior (1).
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque el tubo flexible interior
(1) es conducido para la aplicación de las partículas a través de un baño que contiene las partículas.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque se actúa mecánicamente sobre las partículas a través de un medio a presión, por ejemplo aire comprimido.
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque a través de la actuación mecánica se eliminan parcialmente las partículas que no se adhieren directamente en el tubo flexible interior (1).
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque la actuación mecánica alinea o alisa las partículas (2).
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque después del calentamiento de la superficie del tubo flexible interior (1) y antes o después de la aplicación de las partículas se imprimen con una o varias estampas unas cavidades el la superficie del tubo flexible interior.
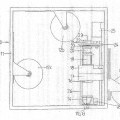
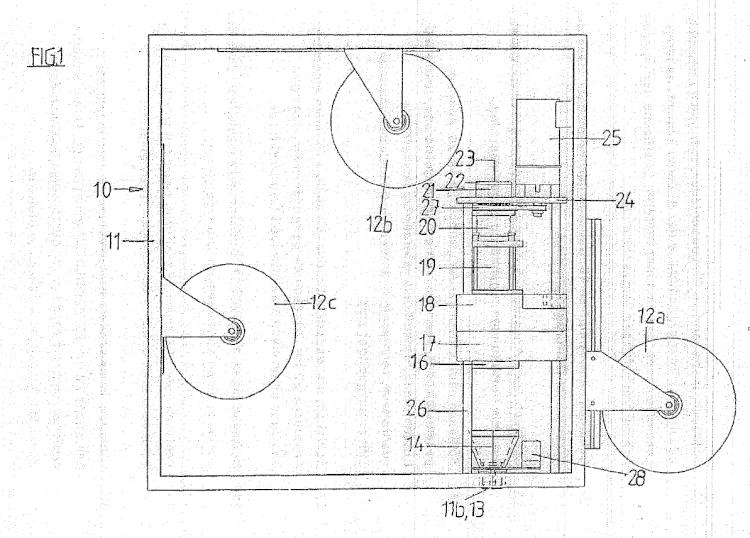
10. Dispositivo (10) para la fabricación de un tubo flexible, en particular de un tubo flexible de ducha, especialmente para la realización de un procedimiento de acuerdo con una de las reivindicaciones 1 a 9,
- con un contenedor (14) para un baño de partículas,
- en el que el contenedor (14) presenta un orificio de entrada (13) para un tubo flexible interior y un orificio de salida para el tubo flexible interior (1) provisto con las partículas, en el que
el dispositivo (10) presenta medios para la actuación mecánica sobre las partículas que se adhieren en el tubo flexible interior (1), caracterizado porque los medios para la actuación mecánica comprenden cepillos, (32), rodillos, trapos y/o similares.
11. Dispositivo de acuerdo con la reivindicación 10, caracterizado porque los medios para la actuación mecánica comprenden toberas para un medio a presión, en particular aire comprimido.
12. Dispositivo de acuerdo con la reivindicación 11, caracterizado porque los medios para la actuación mecánica están fabricados, en parte, de textiles, cuero, espuma, materiales de plásticos blandos, elastómeros, cerdas o similares.
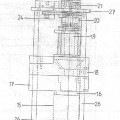
13. Dispositivo de acuerdo con una de las reivindicaciones 10 a 12, caracterizado porque un medio para la actuación mecánica es un cepillo en espiral (32), que es giratorio alrededor de su eje longitudinal por medio de un accionamiento.
14. Dispositivo de acuerdo con la reivindicación 13, caracterizado porque las toberas están dispuestas, en la dirección de transporte del tubo flexible interior (1) provisto con las partículas, detrás del cepillo giratorio (32).
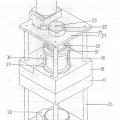
15. Dispositivo de acuerdo con una de las reivindicaciones 10 a 14, caracterizado porque los medios para la actuación mecánica están dispuestos en una carcasa (20, 29, 30, 31, 19, 18, 17).
16. Dispositivo de acuerdo con la reivindicación 15, caracterizado porque la carcasa (20, 29, 20, 31, 19, 18, 17) tiene un orificio de entrada y un orificio de salida para el tubo flexible recubierto con partículas.
17. Dispositivo de acuerdo con la reivindicación 16, caracterizado porque el orificio de entrada de la carcasa (20, 29, 30, 31, 19, 18, 17) está conectado al menos indirectamente con el orificio de salida del contenedor (14).
18. Dispositivo de acuerdo con una de las reivindicaciones 15 a 17, caracterizado porque en una pared de la carcasa (20, 29, 20, 31, 19, 18, 17) está insertado un filtro (19).
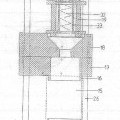
19. Dispositivo de acuerdo con una de las reivindicaciones 10 a 18, caracterizado porque el contenedor (14) está acoplado con un vibrador (28).
20. Dispositivo de acuerdo con una de las reivindicaciones 10 a 19, caracterizado porque el contenedor (14) está configurado en forma de embudo al menos en una sección y una punta del embudo apunta en contra de la dirección de transporte del tubo flexible.
21. Dispositivo de acuerdo con una de las reivindicaciones 10 a 20, caracterizado porque el dispositivo (10) comprende un medio calefactor para el calentamiento del tubo flexible.
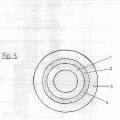
22. Tubo flexible, en particular tubo flexible de ducha, fabricado de acuerdo con el procedimiento según una de las reivindicaciones 1 a 9, en el que entre una capa interior (1) y una capa exterior (3) del tubo flexible están dispuestas partículas, caracterizado porque las partículas están configuradas en forma de plaquitas y las partículas configuradas en forma de plaquitas están dispuestas esencialmente paralelas a la superficie exterior de la capa interior.
23. Tubo flexible, en particular tubo flexible de ducha, por ejemplo de acuerdo con la reivindicación 22 con una capa interior, una capa exterior, caracterizado porque en una superficie exterior de la capa interior están previstas cavidades.
**(Ver fórmula)**
24. Tubo flexible de acuerdo con la reivindicación 23, caracterizado porque las cavidades son estampaciones.
25. Tubo flexible de acuerdo con la reivindicación 23 ó 24, caracterizado porque las cavidades están dispuestas regularmente.
26. Tubo flexible de acuerdo con una de las reivindicaciones 23 a 25, caracterizado porque las cavidades están configuradas de forma circular, de forma anular, en forma de gotas, de forma lineal, en forma de flechas, en forma de cruz, cuadradas, rectangulares, en forma de símbolos y/o como letras o cifras.
27. Tubo flexible, en particular tubo flexible de ducha, por ejemplo de acuerdo con una de las reivindicaciones 22 a 26, caracterizado porque el tubo flexible tiene una sección transversal de forma no circular.
28. Tubo flexible de acuerdo con la reivindicación 27, caracterizado porque el tubo flexible tiene una sección transversal en forma de estrella.
29. Tubo flexible de acuerdo con la reivindicación 28, caracterizado porque el tubo flexible tiene una sección transversal ovalada o angular.
30. Tubo flexible, en particular tubo flexible de ducha, de acuerdo con una de las reivindicaciones 22 a 25, caracterizado porque la capa interior y/o la capa exterior (1, 3) están configuradas por un tubo flexible de acuerdo con una de las reivindicaciones 27 a 29.
Patentes similares o relacionadas:
COMPOSICIÓN DE RECUBRIMIENTO DE CAUCHO ELASTOMÉRICO NANOESTRUCTURADO, NO TEJIDO DE ELEVADA RESISTENCIA AL DESGASTE QUE COMPRENDE FIBRAS CORTAS DE POLIPARAFENILENO TEREFTALAMIDA, PARTÍCULAS DE ÓXIDO DE ZIRCONIO Y NANOTUBOS DE CARBONO, del 23 de Julio de 2020, de FASTPACK S.A: La invención proporciona una composición de recubrimiento de caucho elastomérico nanoestructurado, no tejido de elevada resistencia al desgaste, adecuada para su uso en […]
Conducto de aire comprimido flexible de varias capas, del 24 de Junio de 2020, de EMS-PATENT AG: Conducto de plástico compuesto por tres capas, una capa interior que linda con el espacio interior , una capa central que linda directamente con la capa interior […]
Estructura multicapa que comprende una capa que contiene un polímero fluorado y copolímero acrílico - Procedimiento de fabricación y tubo asociados, del 8 de Abril de 2020, de ARKEMA FRANCE: Estructura multicapa que comprende, en orden; - una capa B que comprende al menos un polímero fluorado y un copolímero acrílico que comprende monómeros […]
Cuerpo laminado, del 8 de Enero de 2020, de DAIKIN INDUSTRIES, LTD.: Un cuerpo laminado, que comprende una capa de caucho (A) y una capa de fluororresina (B) laminada sobre la capa de caucho (A), en donde la capa […]
Tubo flexible multicapa, del 11 de Diciembre de 2019, de SAINT-GOBAIN PERFORMANCE PLASTICS CORPORATION: Un tubo flexible que comprende: una primera capa que comprende un material de poliolefina que tiene un módulo de flexión no mayor de 150 MPa, determinado de acuerdo […]
Laminado, del 6 de Noviembre de 2019, de DAIKIN INDUSTRIES, LTD.: Un laminado que comprende: - una capa de fluorocaucho (A) formada a partir de una composición de fluorocaucho que contiene un fluorocaucho, un politetrafluoroetileno […]
Tubo flexible de alta presión con varias capas de coextrusión, del 23 de Mayo de 2019, de RAUMEDIC AG: Tubo flexible de alta presión con varias capas de coextrusión - estando configurada una de las capas de coextrusión como capa interior […]
Laminado, del 8 de Mayo de 2019, de ZEON CORPORATION: Un laminado, que comprende: una capa de caucho fluorado; y una capa de caucho acrílico, en el que la capa de caucho fluorado es un producto […]