Procedimiento para la fabricación de una superficie de rodadura antideslizante en una estructura de la carrocería de vehículo.
Procedimiento para la fabricación de una superficie de rodadura antideslizante en una estructura de carrocería de vehículo,
que comprende las etapas de:
a) proporcionar una estructura multi-capa que comprende:
- un placa metálica perforada superior (1), que comprende varios orificios pasantes (4) que tienen un contorno elevado con respecto a la superficie de la placa;
- una capa intermedia de material termoplástico (2);
- un componente rígido estructural inferior (3) de la carrocería;
b) soldar térmicamente la placa perforada superior con el componente estructural inferior a través de la capa intermedia de material termoplástico.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09173937.
Solicitante: IVECO MAGIRUS AG.
Nacionalidad solicitante: Alemania.
Dirección: NICOLAUS-OTTO-STRASSE 27 89079 ULM ALEMANIA.
Inventor/es: FITZ,HARALD, MÜHE-STURM,FRANK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K31/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08).
- B29C65/44 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Ensamblado de un elemento no plástico caliente con un elemento plástico.
- B60N3/04 B […] › B60 VEHICULOS EN GENERAL. › B60N ASIENTOS ESPECIALMENTE ADAPTADOS PARA VEHÍCULOS; ADAPTACIONES DE VEHICULOS PARA PASAJEROS NO PREVISTAS EN OTRO LUGAR. › B60N 3/00 Instalaciones o adaptaciones de otros accesorios para pasajeros, no previstos en otro lugar (de aparatos de radio, de televisión, de teléfono, de cinturones de seguridad o aparatos similares B60R). › de alfombras de suelo.
PDF original: ES-2480992_T3.pdf
Fragmento de la descripción:
E09173937
DESCRIPCIÓN
Procedimiento para la fabricación de una superficie de rodadura antideslizante en una estructura de la carrocería de vehículo. 5 Campo de la invención [0001] La presente invención se refiere a un procedimiento para la fabricación de una superficie de rodadura antideslizante en una estructura de carrocería de vehículo. 10 Descripción de la técnica anterior [0002] Las superficies de rodadura antideslizantes son muy importantes con fines de seguridad en varias aplicaciones en los vehículos, como los vehículos de extinción de incendios, donde los bomberos deben correr sobre escalones en el vehículo, evitando accidentes debido al deslizamiento. La solicitud de patente JP 06078684 desvela un elemento antideslizante útil como una porción de revestimiento de suelo. La solicitud de patente JP 04078033 desvela un elemento antideslizante útil como alfombrilla para un vehículo a motor.
Se conoce en la técnica la producción de superficies antideslizantes correspondientes a las regulaciones y estándares habituales, aplicando placas articuladas de aluminio laminado (patrones Duett y/o Quintett) para la búsqueda de los valores demandados con respecto a la resistencia de deslizamiento (min. Rll) y el área de desplazamiento (min V6) , por ejemplo aplicando prensado o fresado en las técnicas.
Las soluciones actuales tienen varios inconvenientes, incluyendo los siguientes:
Las placas articuladas de aluminio usadas actualmente (patrones duett) para vehículos de bomberos aéreos no están disponibles en el mercado en el diseño requerido por el estándar con certificado, es decir en la anchura o la longitud requeridas.
Deben hacerse diferentes versiones de la superficie con los diferentes tipos de vehículos de bomberos, careciendo de un aspecto uniforme.
Se generan altos costes debido al material macizo y al alto peso a causa de la estructura maciza.
Las soluciones conocidas a menudo necesitan un elemento estructural en la base inferior para soportar las fuerzas (de hecho normalmente son sólo láminas delgadas) , lo que aumenta el peso y el coste.
Resumen de la invención [0008] Por lo tanto, es el objeto principal de la presente invención proporcionar un procedimiento para la fabricación de una superficie de rodadura antideslizante en una estructura de carrocería de vehículo, que supere los problemas/inconvenientes anteriores.
El objeto de la presente invención es un procedimiento para la fabricación de una superficie de rodadura 45 antideslizante en una estructura de carrocería de vehículo, que comprende las etapas de:
a) proporcionar una estructura multicapa que comprende: -una placa metálica perforada superior, que comprende varios orificios pasantes que tienen un contorno elevado con respecto a la superficie de placa; 50 -una capa intermedia de material termoplástico; -un componente rígido estructural inferior de la carrocería;
b) soldar térmicamente la placa perforada superior con el componente estructural inferior a través de la capa intermedia de material termoplástico.
Estos y otros objetos se consiguen por medio de un procedimiento para la fabricación de una superficie de rodadura antideslizante en una estructura de carrocería de vehículo, como se describe en las reivindicaciones adjuntas, que forman una parte integral de la presente descripción.
Breve descripción de los dibujos [0011] La invención será completamente evidente a partir de la siguiente descripción detallada, dada a modo de ejemplo y no como ejemplo limitante, para leerse con referencia a las figuras de dibujos adjuntas, en las que:
E09173937
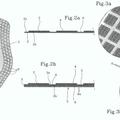
- Las figuras 1 y 2 muestran una vista ampliada y respectivamente compacta de los componentes de la superficie de rodadura antideslizante de acuerdo con la invención; -La figura 3 muestra un ejemplo del procedimiento para fabricar la estructura.
Los mismos números de referencia y letras en las figuras designan las mismas partes o partes funcionalmente equivalentes.
Descripción detallada de las realizaciones preferidas [0013] Como se muestra en la figura 1, el procedimiento prevé proporcionar una estructura multicapa que comprende:
- una placa metálica perforada superior, que comprende varios orificios pasantes 4 que tienen un contorno elevado con respecto a la superficie de placa; -una capa intermedia de material termoplástico 2. -un componente estructural inferior rígido 3 de la carrocería, por ejemplo, pero sin limitación, una sección de metal extruído, como aluminio.
Después, el procedimiento prevé soldar térmicamente la placa perforada superior con el componente estructural inferior a través de la capa intermedia de material termoplástico.
La soldadura térmica combina la placa metálica perforada con el material termoplástico y rellena las aberturas de la placa metálica perforada hasta arriba, para que el material termoplástico alcance el nivel del 25 contorno elevado de los orificios pasantes.
Al mismo tiempo, el termoplástico se suelda con el componente estructural inferior.
El resultado es un componente de estructura general del vehiculo que aumenta, además de la potencia 30 adhesiva, la firmeza al desprendimiento mediante conexiones mecánicas.
La estructura obtenida de este modo soldada mecánicamente de forma inseparable, proporciona una superficie intercalada, hecha de termoplástico y una placa perforada metálica, consiguiendo los valores demandados para la resistencia al deslizamiento y el área de desplazamiento por su forma geométrica.
El procedimiento de soldadura térmica puede hacerse mediante operaciones de procedimiento corriente abajo como calentar los materiales termoplásticos mediante un elemento de calentamiento 5, y después mediante inyección profunda con las estructuras metálicas o durante un proceso continuo en el que las estructuras de metal/plástico pasan a través de un elemento caliente, y después a través de una prensa de rodillo 6.
Para la placa de metal superior, puede usarse cualquier material que sea capaz de unirse con el plástico de la capa intermedia por calor. Por ejemplo, puede ser aluminio, perfiles de acero o una lámina fina de acero.
Para la capa intermedia podría usarse cualquier material termoplástico, por ejemplo, polipropileno, 45 polietileno, poliamida, PVC. El plástico debe poder crear fuerzas adhesivas después de calentarse, prensarse y enfriarse.
En particular, la superficie de rodadura antideslizante puede aplicarse ventajosamente a una estructura de una carrocería de vehículo, como por ejemplo, un vehículo de bomberos, para:
-Superficies de trabajo en el área interior y externa de las carrocerías de vehículo. -Escaleras/placas de ascenso. -Rampas. -Suelo del cuerpo del remolque y cabinas de conducción/módulos de cabina doble.
-Aletas de pared laterales a bordo, que se usan como ayudas al ascenso.
Por medio de la presente invención, se consiguen varias ventajas, sobre las soluciones conocidas.
El beneficio del material es que incluye la superficie antideslizante directamente en los elementos 60 estructurales sin necesidad de añadirla después. Con los perfiles extruídos, únicamente puede incluirse una superficie especial en la dirección de extrusión. Así se evita la rugosidad transversal de la dirección de extrusión.
El material puede usarse para crear un paso sobre las plataformas donde se necesita una superficie E09173937
antideslizante especial. Ésta puede ser el suelo de un transportador, la plataforma de trabajo de una máquina, la plataforma de trabajo de una escalera de incendios, un paso sobre cubiertas en el techo, pasos de escaleras, escaleras plegables o deslizantes de un camión.
En particular, son ventajas adicionales, pero sin limitación, una integración de una superficie cerrada para superficies de trabajo en el área interna y externa en los componentes estructurales del cuerpo con requisitos especiales para la resistencia al deslizamiento (min. R11) y el área de desplazamiento (min V6) de acuerdo con las regulaciones y estándares de la UW válidos para vehículos especiales, como camiones de bomberos, en ejecución permanente, resistente al esfuerzo y a la corrosión. Adaptación de la nueva superficie en todo tipo de vehículos de bomberos.
Son ventajas aún adicionales:
- Alcanzar/exceder la resistencia al deslizamiento demandada y el área de desplazamiento integrada en la formación de la superestructura sin usar cubiertas adicionales con la estructura antideslizante. -Reducción del coste por eliminación de material y etapas de procesamiento. -Reducción de peso. -Diferentes espesores... [Seguir leyendo]
Reivindicaciones:
E09173937
1. Procedimiento para la fabricación de una superficie de rodadura antideslizante en una estructura de carrocería de vehículo, que comprende las etapas de:
a) proporcionar una estructura multicapa que comprende:
- un placa metálica perforada superior (1) , que comprende varios orificios pasantes (4) que tienen un contorno elevado con respecto a la superficie de la placa;
-una capa intermedia de material termoplástico (2) ; -un componente rígido estructural inferior (3) de la carrocería;
b) soldar térmicamente la placa perforada superior con el componente estructural inferior a través de la capa intermedia de material termoplástico. 15
2. Procedimiento de acuerdo con la reivindicación 1, en el que la soldadura térmica rellena los orificios pasantes de la placa perforada, para que el material termoplástico alcance el nivel del contorno elevado de los orificios pasantes.
3. Procedimiento de acuerdo con cualquiera de las reivindicaciones anteriores, en el que la placa metálica perforada 20 superior es capaz de unirse junto con el plástico de la capa intermedia por calor.
4. Procedimiento de acuerdo con la reivindicación 3, en el que la placa metálica perforada superior es aluminio, o un perfil de acero o una placa fina de acero.
5. Procedimiento de acuerdo con la reivindicación 3, en el que la capa intermedia es polipropileno, polietileno, poliamida, PVC, que puede crear fuerzas adhesivas después de calentarse, prensarse y enfriarse.
6. Procedimiento de acuerdo con la reivindicación 3, en el que el componente rígido estructural inferior es aluminio extruído. 30
Patentes similares o relacionadas:
Sistema de calentamiento para el suelo de una cabina de un vehículo industrial, del 13 de Noviembre de 2019, de IVECO MAGIRUS AG: Un sistema de calentamiento para el suelo de una cabina de un vehículo industrial, en donde la cabina está dotada con un sistema de calentamiento de aire […]
RECUBRIMIENTO REVERSIBLE PARA SUELO DE MALETERO DE VEHÍCULO, del 15 de Abril de 2019, de GRUDEM GRUPO DESARROLLO EMPRESARIAL S.L.: Recubrimiento reversible para suelo de maletero de vehículo, caracterizado porque comprende al menos un cuerpo laminar de configuración complementaria […]
Falso suelo de vehículo automóvil, del 9 de Enero de 2019, de TREVES Products, Services & Innovation: Falso suelo de vehículo automóvil, comprendiendo dicho falso suelo un núcleo estructural de material termoplástico moldeado por inyección, comprendiendo […]
Alfombrilla universal con módulo intercambiable, del 25 de Agosto de 2017, de VOCES GARCÍA, Luis Mariano: 1. Alfombrilla universal con módulo intercambiable, de aquellas destinadas a utilizarse sobre la moqueta de un vehículo, caracterizada porque en su zona central dispone de […]
ALFOMBRILLA UNIVERSAL CON MÓDULOS INTERCAMBIABLES, del 26 de Octubre de 2016, de VOCES GARCÍA, Luis Mariano: 1. Alfombrilla universal con módulos intercambiables caracterizada porque comprende una pluralidad de láminas iguales entre sí y fabricadas con un material […]
Dispositivo de sujeción para alfombrilla, del 27 de Abril de 2016, de Nissan Motor Manufacturing (UK) Ltd: Dispositivo de sujeción para una alfombrilla de vehículo, comprendiendo el dispositivo una disposición de […]
Capa de base para suelos, del 20 de Abril de 2016, de Instafibre Ltd: Un producto, generalmente en forma de lámina, y adecuado para el uso como una capa inferior de un revestimiento de suelo destinado a instalaciones […]
 Esterilla, del 23 de Marzo de 2016, de Masi, Antonio: Una esterilla , que comprende una capa de soporte ; una pluralidad de filamentos anclados a la capa ; zonas compactas producidas en […]
Esterilla, del 23 de Marzo de 2016, de Masi, Antonio: Una esterilla , que comprende una capa de soporte ; una pluralidad de filamentos anclados a la capa ; zonas compactas producidas en […]