Procedimiento para la fabricación de un sistema de masa espumada.
Procedimiento para la fabricación de un sistema de masa espumado,
que contiene sustancias térmicamente sensibles, en el que en un primer paso se espuma el sistema de masa a una primera temperatura, caracterizado porque las sustancias térmicamente sensibles se añaden al sistema de masa en un paso posterior a una segunda temperatura más baja que la primera temperatura y porque el sistema de masa es, contiene o puede utilizarse como masa adhesiva, en especial una masa autoadhesiva.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/053541.
Solicitante: TESA SE.
Nacionalidad solicitante: Alemania.
Dirección: QUICKBORNSTRASSE 24 20253 HAMBURG ALEMANIA.
Inventor/es: BURMEISTER, AXEL, CZERWONATIS,Franziska, SCHÖNBOM,STEPHAN, LASS,VOLKER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/56 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Post-tratamiento de objetos, p. ej. para cambiar su forma.
- C08J9/32 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08J PRODUCCION; PROCESOS GENERALES PARA FORMAR MEZCLAS; TRATAMIENTO POSTERIOR NO CUBIERTO POR LAS SUBCLASES C08B, C08C, C08F, C08G o C08H (trabajo, p. ej. conformado, de plásticos B29). › C08J 9/00 Producción de sustancias macromoleculares para producir artículos o materiales porosos o celulares; Su tratamiento posterior (aspectos mecánicos del modelado de materias plásticas o sustancias en estado plástico para la fabricación de objetos porosos o celulares B29C). › a partir de composiciones que contienen microcápsulas, p. ej. espumas sintéticas.
- C08J9/36 C08J 9/00 […] › Tratamiento posterior (C08J 9/22 tiene prioridad).
- C09J7/00 C […] › C09 COLORANTES; PINTURAS; PULIMENTOS; RESINAS NATURALES; ADHESIVOS; COMPOSICIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE LOS MATERIALES NO PREVISTAS EN OTRO LUGAR. › C09J ADHESIVOS; ASPECTOS NO MECANICOS DE LOS PROCEDIMIENTOS DE PEGADO EN GENERAL; PROCEDIMIENTOS DE PEGADO NO PREVISTOS EN OTRO LUGAR; EMPLEO DE MATERIALES COMO ADHESIVOS (preparación de cola o gelatina C09H). › Adhesivos en forma de películas u hojas.
- C09J7/02
PDF original: ES-2516042_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un sistema de masa espumada
La invención se refiere a un procedimiento para la fabricación de sistemas de masa adhesiva espumados con microglobos, reticulados térmicamente, en especial masas autoadhesivas, así como a las masas adhesivas espumadas fabricadas de este modo.
Para un gran número de aplicación son importantes los sistemas de masa espumada. Las espumas son capaces por ejemplo de amortiguar mecánicamente, absorbiendo la energía cinética, o incluso de compensar las faltas de planitud, porque pueden deformarse fácilmente.
Esto ha conducido a que incluso en el procesado de adhesivos se utilicen cada vez más los sistemas de masa espumada. Por ejemplo para la fabricación de cintas adhesivas, en especial la fabricación de cintas autoadhesivas, se emplean no solo materiales soporte espumados sino también masas (auto)adhesivas espumadas. Para el pegado de sustratos entre sí puede sacarse partido en especial de las ventajas recién citadas, ya que las cintas adhesivas son capaces por ejemplo de compensar las faltas de planitud de las superficies a pegar.
Los procedimientos para la fabricación de masas autoadhesivas y capas de soporte espumadas con microglobos se conocen desde hace tiempo.
En la patente EP 257 984 A1 se describen cintas adhesivas que presentan por lo menos por una cara un recubrimiento adhesivo espumado. Este recubrimiento adhesivo contiene esterillas de polímero, que a su vez contienen un líquido de hidrocarburos y que se expanden a temperaturas elevadas. Los polímeros del armazón de las masas autoadhesivas pueden ser cauchos o poliacrilatos. En este caso, las microesferillas huecas se añaden antes o después de la polimerización. Las masas autoadhesivas que contienen microglobos se procesan en disolventes y se moldean para producir las cintas adhesivas. El paso de la espumación se realiza de modo consecuente después de aplicado el recubrimiento. Se obtienen superficies microrrugosas. De ello resultan propiedades tales como en especial la posibilidad de arranque sin destrucción y la reposicionabilidad. El efecto de una mejor reposicionabilidad gracias a las superficies microrrugosas de las masas autoadhesivas espumadas con microglobos se describe también en otros documentos, por ejemplo en DE 35 37 433 A1 o WO 95/31225 A1.
La superficie microrrugosa se emplea para generar un pegado sin burbujas. Este uso se publica también en la EP 693 97 A1 y en WO 98/18878 A1. De todos modos, este procedimiento descrito, es decir, el procesado o transformación a partir de disolvente o bien la expansión de los microglobos incorporados después de un moldeo de la capa adhesiva en forma de banda o cinta es inapropiado para la fabricación de sistemas de masa adhesiva espumada de pegado permanente.
A las propiedades ventajosas de la superficie microrrugosa se les contrapone siempre una notable reducción de la resistencia de la unión pegada o de la resistencia al pelado. Por ello, en la patente DE 197 3 854 A1 se propone una capa soporte espumada con microglobos, que para evitar la pérdida de la firmeza de la unión pegada propone el uso de masas autoadhesivas sensibles a la presión sin espumar por encima y por debajo de un núcleo espumado.
La fabricación de la mezcla del soporte tiene lugar con preferencia en un mezclador interno típico de la preparación de mezclas de elastómeros. Se ajusta la mezcla en especial para que tenga un valor Mooney MLi+3 (1°C) comprendido entre 1 y 8. En una segunda operación en frío se añaden a la mezcla los posibles reticulantes, acelerantes y los microglobos deseados. Esta segunda operación se realiza con preferencia a una temperatura inferior a 7°C en una amasadora, en un mezclador interno, en un mezclador de rodillos o en una extrusora de doble husillo. A continuación se extruye y/o se calandra la mezcla en máquinas que la dejan con el grosor deseado. A continuación se dota el soporte por ambas caras de una masa autoadhesiva sensible a la presión. Seguidamente se realizan los pasos de la espumación térmica y eventualmente de la reticulación.
La expansión de los microglobos puede efectuarse antes de la Incorporación de los mismos por mezclado a la matriz pollmérlca o después del moldeo de la matriz polimérica para convertirla en un soporte.
En forma expandida, la vaina de los microglobos tiene un grosor de solo ,2 pm. Por consiguiente es un inconveniente la expansión propuesta de los microglobos antes de su incorporación por mezclado a la matriz pollmérlca del material soporte porque con la gran fuerza que se aplica para la Incorporación se destruyen muchos globos y por tanto se reduce el grado de espumación. Por otro lado, los microglobos parcialmente dañados se traducen en variaciones del grosor. Apenas se logra un proceso de fabricación robusto. Por ello se favorece la ejecución de la espumación después del moldeo del material en forma de banda en el túnel de tratamiento térmico. Pero también en este caso se producen grandes variaciones del grosor medio del soporte con respecto al grosor deseado debido a las condiciones no exactamente constantes del proceso en su conjunto antes de la espumación y debido a las condiciones no exactamente constantes del túnel de tratamiento térmico durante la espumación. Ya no es posible realizar correcciones del grosor. Se tienen que tomar en consideración además notables desviaciones
estadísticas del grosor, porque las desviaciones o diferencias locales de concentración de los microglobos y otros componentes del soporte repercuten directamente en oscilaciones del grosor.
Un método similar se describe en WO 95/32851 A1. En este caso se propone prever capas termoplásticas adicionales entre el soporte espumado y la masa autoadhesiva.
Los dos métodos cumplen ciertamente el requisito de una gran resistencia al pelado, pero conducen también de modo forzoso a productos de gran fragilidad, porque las distintas capas sometidas a esfuerzo conducen a roturas del anclaje. Por otro lado se reduce notablemente la capacidad de adaptación deseada de tales productos, porque se reduce necesariamente la porción espumada de la estructura.
En la patente EP 1 12 89 B1 se propone un procedimiento, en el que los microglobos se expanden parcialmente antes de salir de una boquilla recubrldora y eventualmente se llevan a la expansión total en un paso posterior. De todos modos, este procedimiento está muy limitado en su función por la viscosidad de la masa. Los sistemas de masa muy viscosos conducen Inevitablemente a una presión intermedia elevada en el intersticio de la boquilla, dicha presión comprime o deforma los microglobos expandidos. Una vez salidos de la boquilla, los microglobos recuperan de nuevo su forma original y perforan la superficie de la masa adhesiva. Este efecto se acentúa mas cuando aumenta la viscosidad de la masa, disminuye el grosor de capa y se reduce el peso por unidad de superficie o bien aumenta la porción de microglobos.
Las masas (auto)adheslvas o las capas de soporte espumadas con microglobos se caracterizan por una estructura definida de celdilla y un reparto uniforme de los tamaños de las celdillas de espuma. Son microespumas de celdillas cerradas sin cavidades, con lo cual, si se comparan con las variantes de celdillas abiertas, se puede lograr una mejor estanqueldad y protección de los materiales sensibles frente al polvillo y a los medios líquidos.
Gracias a su envoltura flexible de polímeros termoplásticos, tales espumas poseen una mayor capacidad de adaptación que aquellas que están rellenas de mlcroesferillas huecas no poliméricas no expandióles (esterillas huecas de vidrio). Son más apropiadas para equilibrar las tolerancias de fabricación, que son generales por ejemplo en el caso de piezas de Inyección y, por su carácter de espumas, pueden compensar mejor incluso las tensiones
térmicas.
Por lo demás con la elección de la resina termoplástica de la envoltura de polímero se puede seguir influyendo en las propiedades mecánicas de la espuma. Por ejemplo, cuando la espuma tiene menor densidad que la matriz, se pueden fabricar espumas con mayor resistencia de cohesión que con la sola matriz de polímero. De este modo pueden combinarse las propiedades típicas de la espuma, por ejemplo la capacidad de adaptación a sustratos rugosos, con una gran resistencia de cohesión en el caso de las espumas PSA.
En cambio, los materiales espumados por medios químicos o físicos clásicos son más susceptibles de sufrir un colapso irreversible por efecto de la presión y la temperatura. En tal caso es también menor la resistencia de cohesión.
En la patente DE 21 5 877 C se describe una cinta adhesiva formada por un soporte, que por lo menos por una cara está... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un sistema de masa espumado, que contiene sustancias térmicamente sensibles, en el que en un primer paso se espuma el sistema de masa a una primera temperatura, caracterizado porque las sustancias térmicamente sensibles se añaden al sistema de masa en un paso posterior a una segunda temperatura más baja que la primera temperatura y porque el sistema de masa es, contiene o puede utilizarse como masa adhesiva, en especial una masa autoadhesiva.
2. Procedimiento según la reivindicación 1, caracterizado porque la primera temperatura, a la que se espuma el sistema de masa, equivale a la temperatura de expansión de los microglobos o es superior a la misma y la segunda temperatura, a la que se añaden al sistema de masa las sustancias térmicamente sensibles, es inferior a la temperatura de expansión de los microglobos.
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque
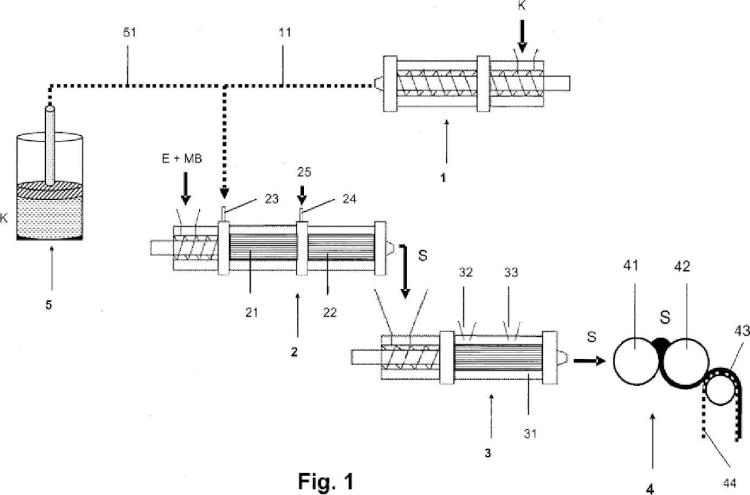
- en una primera máquina mezcladora se incorporan al sistema de masa en primer lugar los microglobos expandibles y eventualmente otros aditivos;
- se calienta el sistema de masa provisto de microglobos, en especial con sobrepresión, a una temperatura que equivale por lo menos a la temperatura de expansión de los microglobos a presión normal, con ventaja a una temperatura superior a esta,
- se expanden los microglobos, en especial a la salida de la primera máquina mezcladora,
- se transfiere el sistema de masa a una segunda máquina mezcladora, de modo que en esta segunda máquina mezcladora el sistema de masa esté a una temperatura inferior a la temperatura de expansión de los microglobos,
- se añaden las sustancias térmicamente sensibles a la segunda máquina mezcladora,
- se aplica o se moldea el sistema de masa resultante del mezclado.
4. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque:
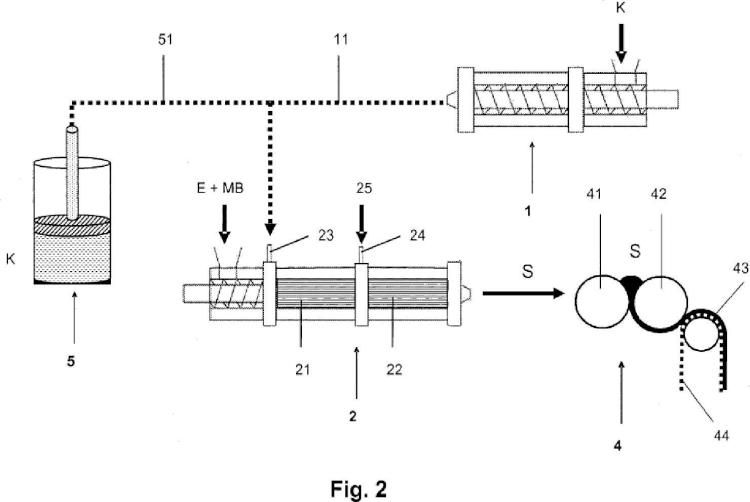
- en una primera máquina mezcladora se incorporan al sistema de masa en primer lugar los microglobos expandibles y eventualmente otros aditivos;
- se calienta el sistema de masa provisto de microglobos, en especial con sobrepresión, dentro de una primera zona de mezclado de la máquina mezcladora a una temperatura que equivale por lo menos a la temperatura de expansión de los microglobos a presión normal, con ventaja a una temperatura superior a esta,
- a continuación se transporta el sistema de masa de la primera a la segunda zona de mezclado de la primera máquina mezcladora de modo que en esta segunda zona de mezclado el sistema de masa esté a una temperatura inferior a la temperatura de expansión de los microglobos,
- se añaden las sustancias térmicamente sensibles durante la transferencia del sistema de masa a la segunda zona de mezclado y/o después de la transferencia a la segunda zona de mezclado,
- se aplica o se moldea el sistema de masa resultante del mezclado.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las sustancias térmicamente sensibles o una parte de las sustancias térmicamente sensibles son reticulantes térmicos.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las sustancias térmicamente sensibles o una parte de las sustancias térmicamente sensibles son acelerantes y/o reguladores de la reacción de reticulación térmica.
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el sistema de masa en el momento de la adición de las sustancias térmicamente reticuladas está presente en un estado no reticulado.
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque se moldea o aplica el sistema de masa espumado y provisto de las sustancias térmicamente sensibles en forma de capa, en especial sobre un material soporte o sobre un material antiadhesivo.
9. Procedimiento según una de las reivindicaciones de 5 a 8, caracterizado porque el sistema de masa se retícula térmicamente.
1. Procedimiento según las reivindicaciones 8 y 9, caracterizado porque la reacción de reticulación térmica o la mayor parte de la reacción de reticulación térmica se lleva a cabo después del moldeo en forma de capa, en especial capa aplicada sobre un material de soporte o un material antiadhesivo.
11. Masa adhesiva espumada con microglobos, reticulada térmicamente, que puede obtenerse por el procedimiento de la reivindicación 5.
12. Uso de una masa adhesiva espumada según la reivindicación 11 como masa autoadhesiva para una cinta adhesiva por una o por ambas caras.
Patentes similares o relacionadas:
CINTA ADHESIVA PARA ENMASCARAR, del 25 de Enero de 2018, de ARNEDO CORTIJO,MIGUEL: La presente invención se refiere a una cinta adhesiva para enmascarar en procesos de pintura, en especial, para vehículos ya ensamblados que requieran […]
Masa adhesiva sensible a la presión con elevada estabilidad frente a la temperatura y uso de la misma para una cinta adhesiva, del 13 de Septiembre de 2017, de TESA SE: Masa adhesiva sensible a la presión, que contiene al menos * un copolímero de bloques de compuesto aromático de vinilo * al menos una resina […]
Adhesivo activable por RF y sus usos, del 30 de Agosto de 2017, de AVERY DENNISON CORPORATION: Una mezcla de polímeros activable por RF que comprende: de 45 a 60% en peso de un polímero base que comprende: i. de 25 a 45% en peso de acrilato […]
Etiqueta, especialmente para un recipiente reutilizable, del 19 de Julio de 2017, de CCL Label Meerane GmbH: Etiqueta adaptada para adherirse a un artículo , más particularmente a una botella para bebida, y adaptada para desprenderse en un líquido de lavado […]
Artículo que comprende una película sobre un portador o sustrato de liberación, del 12 de Julio de 2017, de Henkel IP & Holding GmbH: Artículo, que comprende una película curable sobre un sustrato de liberación y/o un sustrato portador, en el que la película curable comprende: (a) por lo menos un monómero […]
Membrana impermeabilizante, del 12 de Julio de 2017, de GCP Applied Technologies Inc: Una membrana impermeabilizante para adherir al concreto que comprende las siguientes capas laminadas: capa A que comprende un adhesivo impermeabilizante, en […]
Etiqueta adhesiva desprendible que contiene capa de película polimérica con elevado módulo de tracción, del 28 de Junio de 2017, de AVERY DENNISON CORPORATION: Una etiqueta que comprende: (a) una película que tiene una primera superficie y una segunda superficie y que comprende una primera capa de película; y […]
Cinta adhesiva y su uso, del 31 de Mayo de 2017, de TESA SE: Cinta adhesiva para el cambio de rollo volante de materiales de banda plana, en particular materiales de banda plana con superficies no polares, comprendiendo la cinta […]