Procedimiento para la fabricación de un plato de ducha y plato de ducha obtenido.
Procedimiento para la fabricación de un plato de ducha a partir de una pieza previamente moldeada,
hecha de material de piedra artificial, en el que está prevista la formación de un orificio de evacuación alrededor del cual se disponen paredes ligeramente inclinadas y convergentes hacia el orificio de evacuación, en el que se realiza una fijación temporal de la pieza a lo largo de puntos dispuestos en su zona perimetral en el interior de un compartimiento mientras que en el orificio de evacuación se dispone un utillaje que está acoplado a dicho orificio de evacuación, siendo dicho utillaje desplazable a través de un elemento de guiado, en el que se aplica posteriormente al menos una etapa de calentamiento a una temperatura entre 100-140ºC, tal que la región superficial alrededor del orificio de evacuación es susceptible de deformarse, conformando paredes con un ángulo de inclinación y convergentes alrededor del orificio de evacuación.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330149.
Solicitante: SABAMARGRA, S.L.
Nacionalidad solicitante: España.
Inventor/es: GARCÍA JIMÉNEZ,Julio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A47K3/28 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47K APARATOS SANITARIOS NO PREVISTOS EN OTRO LUGAR (conexión al suministro de agua o a los desagües, fregaderos E03C; retretes E03D ); ACCESORIOS PARA EL ASEO (equipos para cosméticos A45D). › A47K 3/00 Bañeras; Duchas; Sus accesorios (para uso médico A61H, A61M, p. ej. bañeras para usos terapéuticos o higiénicos particulares A61H 33/00). › Duchas (combinadas con bañeras A47K 3/20; boquillas, cabezas de pulverización B05B 1/00).
- A47K3/40 A47K 3/00 […] › Tazas o platos.
Descripción:
Procedimiento para la fabricación de un plato de ducha y plato de ducha obtenido.
OBJETO DE LA INVENCIÓN 5
La presente solicitud de patente de invención tiene por objeto el registro de un procedimiento para la fabricación de un plato de ducha que incorpora notables innovaciones y ventajas.
Más concretamente, la invención propone el desarrollo de un procedimiento para la fabricación de un plato de ducha a partir de una pieza previamente moldeada que está hecha de material de piedra artificial, tal como silestone, en el que está prevista la formación de un orificio de evacuación alrededor del cual se dispondrán unas paredes ligeramente inclinadas y convergentes hacia el orificio de evacuación en un menor tiempo de fabricación 15 y sin necesidad del empleo de accesorios de manipulación de la superficie superior del material de piedra artificial.
El ámbito de aplicación de la invención es el que abarca aquella industria dedicada a la producción de platos de duchas. 20
ANTECEDENTES DE LA INVENCIÓN
En la actualidad existe una amplia gama de modelos de platos de ducha. Uno de ellos es aquel que está fabricado a partir de material de piedra artificial como la denominada de 25 cuarzo (silestone) en el que está previsto un orificio de evacuación del agua cuya característica en la disposición a su alrededor de paredes convergentes. Para realiza esta operación, se utilizan máquinas de control numérico.
Sin embargo, el empleo de máquinas de control numérico en la práctica se requiere de un 30 tiempo considerable que puede alcanzar los 30 minutos, por lo que implica un proceso alargado en el tiempo y un consumo energético importante provocado por el uso de la máquina de control numérico.
DESCRIPCIÓN DE LA INVENCIÓN 35
La presente invención se ha desarrollado con el fin de proporcionar un procedimiento que se configura como una novedad dentro del campo de aplicación y resuelva los inconvenientes anteriormente mencionados, aportando, además, otras ventajas adicionales que serán evidentes a partir de la descripción que se acompaña a continuación. 40
Es por lo tanto un objeto de la presente invención proporcionar un procedimiento para la fabricación de un plato de ducha a partir de una pieza previamente moldeada que está hecha de material de piedra artificial, tal como silestone, en el que está prevista la formación de un orificio de evacuación alrededor del cual se disponen paredes ligeramente inclinadas y 45 convergentes hacia el orificio de evacuación. Más en particular, se realiza una fijación temporal de la pieza a lo largo de puntos dispuestos en su zona perimetral en el interior de un compartimiento mientras que en el orificio de evacuación se dispone un utillaje que está acoplado a dicho orificio de evacuación, siendo dicho utillaje desplazable a través de un elemento de guiado, en el que se aplica posteriormente al menos una etapa de 50 calentamiento a una temperatura comprendida entre 100-140º C, tal que la región superficial alrededor del orificio de evacuación es susceptible de deformarse, conformando paredes con un ángulo de inclinación y convergentes alrededor del orificio de evacuación.
Gracias a estas características, se obtiene un ahorro energético considerable al reducirse en tiempo necesario para obtener las paredes convergentes hacia el orificio de evacuación y por consiguiente, un ahorro en los costes en la fabricación de este tipo de platos de ducha.
Preferentemente, la etapa de calentamiento se lleva a cabo en un horno convencional. 5
La etapa de calentamiento se realiza al menos una vez durante un periodo de tiempo de cinco minutos aproximadamente.
Preferentemente, el elemento de guiado consiste en un vástago roscado dispuesto 10 verticalmente con respecto al plano horizontal del plato de ducha.
Según otro aspecto de la invención, la fijación de la pieza en el interior se lleva a cabo por medio de elementos de presión regulables en fuerza.
Otras características y ventajas del procedimiento objeto de la presente invención resultarán evidentes a partir de la descripción de una realización preferida, pero no exclusiva, que se ilustra a modo de ejemplo no limitativo en los dibujos que se acompañan, en los cuales:
BREVE DESCRIPCIÓN DE LOS DIBUJOS 20
Figura 1. Es una vista esquematizada de un plato de ducha obtenido mediante el procedimiento de la presente invención;
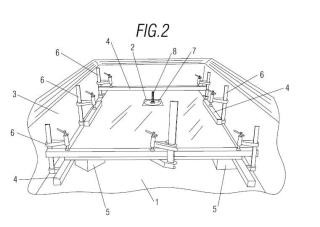
Figura 2. Es una vista en perspectiva de la disposición de la pieza premoldeada para conformar un plato de ducha durante el procedimiento; y 25
Figura 3. Es una vista de detalle en alzado del plato de ducha deformado de acuerdo con el procedimiento de la invención
DESCRIPCIÓN DE UNA REALIZACIÓN PREFERENTE
A la vista de las mencionadas figuras y, de acuerdo con la numeración adoptada, se puede observar en ellas un ejemplo de realización preferente de la invención, la cual comprende las partes y elementos que se indican y describen en detalle a continuación.
El procedimiento para la fabricación del plato de ducha realizado a partir de una pieza (1) 35 previamente moldeada está hecha de material de piedra artificial, tal como silestone, en el que está prevista la formación de un orificio de evacuación (2) alrededor del cual se disponen paredes ligeramente inclinadas y convergentes hacia el orificio de evacuación, tal como se aprecia en la figura 1.
En concreto, se realiza una fijación temporal de la pieza (1) a lo largo de puntos dispuestos en su zona perimetral en el interior de un compartimiento (3) de forma sensiblemente prismática rectangular interiormente hueco y abierto en su parte superior mientras que en el orificio de evacuación se dispone un utillaje (7) que está acoplado a dicho orificio de evacuación (2) , siendo dicho utillaje (7) desplazable a través de un elemento de guiado (8) 45 formado por un vástago roscado, en el que se aplica posteriormente al menos una etapa de calentamiento a una temperatura comprendida dentro de un rango de 100-140º C, y más preferentemente a una temperatura de 120º C durante un par de intervalos de cinco minutos aproximadamente.
Mencionar que el utillaje (7) presenta una forma que se adapta al contorno del orificio de evacuación (2) , estando constituido por una rosca acoplable al elemento de guiado (8) y un tramo de placa hecho, por ejemplo, de una resina. El vástago roscado está unido de forma fijada en la base del compartimiento (3) y atraviesa el tramo de placa.
La fijación de la pieza (1) en el interior del compartimiento (3) con la finalidad de presionar la zona perimetral de dicha pieza se lleva a cabo por medio de elementos de presión regulables en fuerza que se muestran de forma esquematizada en la figura 2, habiéndose provisto una serie de perfiles (4) , elementos de apoyo (5) y herramientas sargento (6) que 5 permiten mantener la pieza (1) al aire, si bien podría utilizarse cualquier otro medio de sujeción adecuado que facilite la colocación y extracción de la pieza dentro del compartimiento (3) .
De esta manera, la región superficial alrededor del orificio de evacuación (2) puede 10 deformarse como se aprecia en la figura 3, conformando paredes con un ángulo de inclinación (α) y convergentes alrededor del orificio de evacuación (2) .
La etapa de calentamiento se lleva a cabo en un horno convencional, por lo que no se va a entrar en mayor detalle en los medios de calentamiento empleados. 15
Los detalles, las formas, las dimensiones y demás elementos accesorios, así como los materiales empleados en la fabricación de la pieza del plato de ducha de la invención podrán ser convenientemente sustituidos por otros que sean técnicamente equivalentes y no se aparten de la esencialidad de la invención ni del ámbito definido por las reivindicaciones 20 que se incluyen a continuación.
Reivindicaciones:
1. Procedimiento para la fabricación de un plato de ducha a partir de una pieza previamente moldeada que está hecha de material de piedra artificial, tal como silestone, en el que está prevista la formación de un orificio de evacuación alrededor del cual se disponen paredes 5 ligeramente inclinadas y convergentes hacia el orificio de evacuación, caracterizado por el hecho de que se realiza una fijación temporal de la pieza a lo largo de puntos dispuestos en su zona perimetral en el interior de un compartimiento mientras que en el orificio de evacuación se dispone un utillaje que está acoplado a dicho orificio de evacuación, siendo dicho utillaje desplazable a través de un elemento de guiado, en el que se aplica 10 posteriormente al menos una etapa de calentamiento a una temperatura comprendida entr.
10. 140º C, tal que la región superficial alrededor del orificio de evacuación es susceptible de deformarse, conformando paredes con un ángulo de inclinación y convergentes alrededor del orificio de evacuación.
2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que al menos una etapa de calentamiento se lleva a cabo más preferentemente a una temperatura de 120º C aproximadamente.
3. Procedimiento según la reivindicación 1, caracterizado por el hecho de que la etapa de 20 calentamiento se lleva a cabo en un horno convencional.
4. Procedimiento según la reivindicación 1, caracterizado por el hecho de que al menos la etapa de calentamiento se realiza durante un periodo de tiempo de cinco minutos aproximadamente. 25
5. Procedimiento según la reivindicación 1, caracterizado por el hecho de que el elemento de guiado consiste en un vástago roscado.
6. Procedimiento según la reivindicación 1, caracterizado por el hecho de que la fijación de 30 la pieza en el interior del compartimiento se lleva a cabo por medio de elementos de presión regulables en fuerza.
7. Plato de ducha conformado por una pieza que presenta un orificio de evacuación alrededor del cual se disponen paredes convergentes desde la zona más exterior en 35 dirección al orificio de evacuación, que es obtenido a partir del procedimiento según cualquiera de las reivindicaciones 1 a 6.
Patentes similares o relacionadas:
Dispositivo de drenaje, del 3 de Junio de 2020, de DALLMER GMBH & CO. KG: Dispositivo de drenaje para un espacio húmedo, en particular para una ducha, que incluye - un cuerpo de drenaje con un orificio de entrada […]
Piso de una ducha, del 3 de Junio de 2020, de GERLOFF, MICHAEL, DR.: Piso de una ducha , comprendiendo el piso al menos una placa base compuesto de piedra natural, piedra artificial, gres fino o […]
Dispositivo formador de suelos conformados, del 13 de Noviembre de 2019, de Riverbed Limited: Un dispositivo formador de suelos conformados para la instalación en un suelo sólido o de madera con el fin de proporcionar una superficie inclinada hermética […]
Plato de ducha drenante sin desagüe visible, del 3 de Julio de 2019, de GONZALEZ COMPANY, Jorge: 1. Plato de ducha horizontal drenante sin desagüe visible que puede utilizarse como plato de ducha convencional caracterizado porque presenta: a. […]
Plato de Ducha, del 25 de Marzo de 2019, de GARCIA MARTIN, Isidoro: 1. Plato de ducha caracterizado porque está compuesto por dos partes, que son una superficie exterior y un cuerpo interior . 2. Plato de ducha según reivindicación 1, […]
PLATO DE DUCHA, del 7 de Febrero de 2019, de NIETOS DE MIGUEL MARTINEZ RAMIREZ S.L.: Plato de ducha que comprende un cuerpo base provisto de un borde perimetral desde donde se proyecta una superficie inclinada hacia una boca de desagüe, y una superficie de apoyo […]
Baldosa curva, del 10 de Octubre de 2018, de Easy Sanitary Solutions B.V: Baldosa cerámica fabricada según un procedimiento que comprende las etapas de: - conformar una baldosa (12, 13, 14, 15; 22; 41; […]
PROCEDIMIENTO DE TERMO-CONFORMADO DE UNA SUPERFICIE SÓLIDA, del 22 de Agosto de 2018, de INDUTEC SOLID, S.L: Procedimiento de termo-conformado de una superficie sólida o "solid surface" que se basa en la combinación de las propiedades elastoplásticas […]