PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PLACA DE BLINDAJE COMPUESTA.
Procedimiento para la fabricación de un elemento de blindaje compuesto para la protección contra proyectiles,
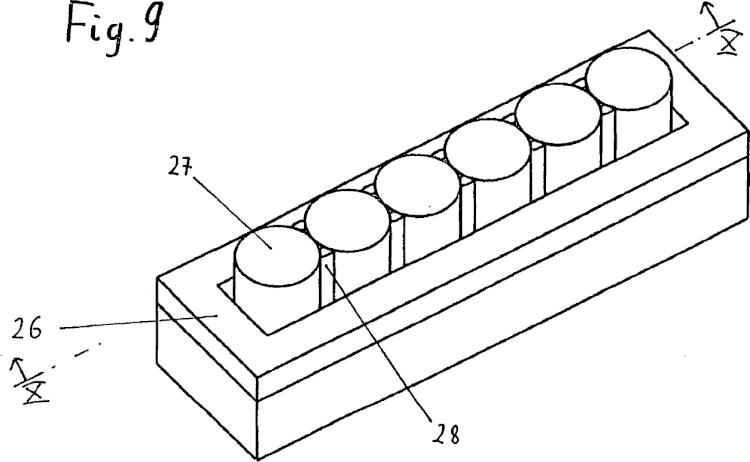
- en el que el elemento de blindaje compuesto contiene al menos una capa de una pluralidad de elementos consumidores de energía, dispuestos adyacentes, - en el que se pre-configura, respectivamente, una pluralidad de elementos consumidores de energía, disponiendo los elementos (7.1, 17.1, 27, 29) en una serie o en una superficie directamente adyacentes entre sí y conectándolos entre sí en puntos de contacto (8.1, 8.2, 8.3, 18, 28) predeterminados, en particular por medio de un adhesivo, al menos durante un periodo de tiempo predeterminado del procesamiento, - en el que los elementos se insertan en un molde (50), - en el que los elementos se funden con una masa de relleno, caracterizado porque - para la fijación de corta duración de los elementos consumidores de energía en una disposición predeterminada durante la configuración previa, se utilizan dispositivos auxiliares (6, 16, 26), que están constituidos por masas de moldeo solubles en agua o por moldes de cera, y porque las uniones se sueltan de nuevo, al menos parcialmente, antes y/o después de la introducción en el molde (50)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08002139.
Solicitante: KRAUSS-MAFFEI WEGMANN GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: KRAUSS-MAFFEI-STRASSE 11 80997 MUNCHEN ALEMANIA.
Inventor/es: WEBER, JURGEN, KEIL,NORBERT.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Febrero de 2008.
Clasificación Internacional de Patentes:
- F41H5/04H
Clasificación PCT:
- F41H5/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F41 ARMAS. › F41H BLINDAJE; TORRETAS ACORAZADAS; VEHICULOS BLINDADOS O ARMADOS; MEDIOS DE ATAQUE O DE DEFENSA, p. ej. ENMASCARAMIENTO, EN GENERAL. › F41H 5/00 Blindaje; Placas de blindaje; Escudos (procesos de fabricación o tratamientos B21, C21). › compuestas de más de una capa.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361376_T3.pdf

Fragmento de la descripción:
La invención se refiere a un procedimiento para la fabricación de un elemento de blindaje compuesto, como por ejemplo una placa de blindaje compuesta o una estera de blindaje compuesta flexible, para la protección contra proyectiles con alta energía cinética, en el que el elemento de blindaje compuesto contiene al menos una capa de una pluralidad de elementos consumidores de energía, dispuestos adyacentes entre sí, que se funden con una masa de relleno.
Tales elementos de blindaje compuestos se conocen en sí. Una placa de blindaje compuesta se describe, por ejemplo, en el documento DE 696 00 574 T2. En tales placas de blindaje compuestas, los elementos consumidores de energía están constituidos de un material metálico o no metálico de alta dureza y pueden presentar las más diferentes geometrías.
En la fabricación de los elementos de blindaje compuestos, los elementos consumidores de energía deben ser emplazados en posición exacta, por ejemplo en un molde como un bastidor, para que se conecten entre sí finalmente con la masa de relleno, por ejemplo elastómeros u otras masas fundidas. Este procedimiento se ha revelado como muy intensivo de trabajo y de tiempo y provoca altos costes, sobre todo en el caso de elementos de blindaje compuestos mayores, en los que se colocan más de mil elementos.
El documento DE 103 13 231 A1 describe una estructura superficial de alta resistencia con una pluralidad de cuerpos individuales, que se combinan en primer lugar en un cuerpo compuesto tridimensional y, en general, liso, en el que los cuerpos individuales se unen entre sí por medio de encolado, estañado, prensado o soldadura. Este cuerpo compuesto se conecta entonces con un material de refuerzo como tejido de fibras o chapa. Para el caso de que estén previstos intersticios entre los cuerpos individuales, estos intersticios son rellenados totalmente, por ejemplo, por medio de un adhesivo. Los cuerpos individuales están configurados como pirámides, tetraedros, pentaedros y/o hexaedros, de manera que presentan precisamente cantos y superficies planas. Por lo tanto, este documento representa la base para el preámbulo de las reivindicaciones independientes 1 y 2.
La invención tiene el cometido de crear un procedimiento para la fabricación de un elemento de blindaje compuesto con las características indicadas al principio, con el que se puede simplifican considerablemente la fabricación del elemento de blindaje compuesto con respecto al gasto de tiempo y de costes.
La solución de este cometido se consigue de acuerdo con la invención con las características de las reivindicaciones 1 y 2 de la patente. Los desarrollos ventajosos del procedimiento de acuerdo con la invención se describen en las reivindicaciones dependientes.
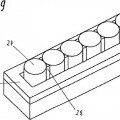
La idea básica de la invención consiste en pre-configurar en cada caso un número predeterminado de elementos consumidores de energía en grupos de construcción pequeños, disponiendo los elementos adyacentes entre sí y conectándolos entre sí en lugares determinados, en particular por medio de un adhesivo con preferencia que se endurece rápidamente, soltando de nuevo parcialmente las uniones. De esta manera, se pueden crear estructuras pre-configuradas, en las que los elementos están dispuestos en una serie, en una superficie o también en el espacio y están fijados entre sí a través de la unión al menos durante un periodo de tiempo predeterminado. De manera especialmente preferida, los elementos se conectan entre sí en series en forma de cadena. El procesamiento posterior de los grupos de construcción pequeños se realiza insertando los elementos en un molde, introduciendo a continuación la masa de relleno.
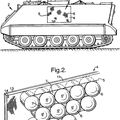
Una ventaja especial de la invención reside en que, en particular en una configuración en forma de cadenas, los grupos de construcción pequeños se pueden fabricar en grandes número de piezas, puesto que se fabrican en primer lugar independientemente de la geometría y del tamaño del elemento de blindaje compuesto concreto. En el caso de la inserción en un elemento de blindaje compuesto con geometría y tamaño predeterminados, por ejemplo para la protección de una puerta de carro de combate, se puede rellenar entonces el molde correspondiente con los grupos de construcción pequeños pre-configurados. En los bordes se pueden utilizar entonces elementos individuales o una pluralidad de elementos sueltos, es decir, se pueden desprender sub-grupos de construcción desde los grupos de construcción pequeños rompiendo los grupos de construcción pequeños, por ejemplo, según las necesidades (“principio Toblerone). Por lo tanto, las uniones desprendibles representan puntos teóricos de rotura.
Por ejemplo, en una disposición en forma de cadena, por ejemplo, de diez elementos, se puede soltar la unión entre el sexto y el séptimo elementos, de manera que resulta un sub-grupo con seis y un sub-grupo con cuatro elementos unidos, respectivamente, entre sí. De esta manera, el desprendimiento al menos parcial se realiza antes de la introducción de los grupos de construcción en el molde.
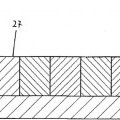
No obstante, también puede ser ventajoso un desprendimiento de las uniones después de la introducción en el molde. En particular, en el caso de una unión de los elementos entre sí generada manualmente, durante la inserción en el molde se puede plantear el problema de que en virtud de pequeñas irregularidades no resulta una imagen de colocación homogénea, sino por ejemplo una imagen de colocación ondulada, en la que los elementos presentan un desplazamiento reducido especialmente en la altura. Esto es un inconveniente sobre todo cuando debe aplicarse una capa de cierre plana como una placa de cierre, puesto que ésta no descansa de manera uniforme sobre los elementos, sino sólo puntualmente sobre elementos individuales, de manera que en el caso de un impacto las fuerzas no se distribuyen uniformemente de manera desfavorable.
Además, pueden aparecer tensiones previas, de modo que los grupos de construcción pequeños, que están constituidos por los elementos unidos no pueden ser ajustados en el molde. Además, pueden plantearse problemas cuando en el molde deben introducirse también otras piezas moldeadas, como por ejemplo piezas moldeadas de un material más blando, que sirven para posibilitar una capacidad de perforación del elemento de blindaje compuesto para fines de montaje, por ejemplo en un vehículo. También a este respecto en el caso de una unión rígida puede aparecer el inconveniente de que no se garantiza el ajuste de los elementos junto con la pieza moldeada en el marco.
Por este motivo, las uniones entre los elementos individuales se pueden soltar de nuevo, al menos parcialmente, de acuerdo con la invención antes de la fundición con la masa de relleno.
La unión entre los elementos está configurada, por lo tanto, de tal forma que, por una parte, es suficientemente fuerte o bien se mantiene durante un periodo de tiempo suficientemente largo, para pre-configurar los elementos e introducirlos en el molde. Por otra parte, la unión no debe ser demasiado fuerte o mantenerse durante un periodo de tiempo demasiado largo, es decir, que la unión debe poder soltarse temporalmente, en particular manualmente.
La liberación de las uniones se puede realzar de diferentes maneras, manual o automáticamente. Cuando los elementos están unidos entre sí mediante encolado, soldadura por puntos o estañado, la unión se puede soltar a través de una sobrecarga mecánica selectiva, por ejemplo provocada por percusión, impacto, presión o similar. La rotura de la cohesión o bien la rotura de la adhesión deseada se puede realizar, entre otras cosas, por medio de impacto de martillo. En una configuración sencilla, la liberación se realiza, por ejemplo, por medio de una placa plana, que es prensada o impactada, en particular manualmente sobre los elementos que se encuentran en el molde, de manera que las uniones se sueltan parcialmente y se puede fijar la imagen de colocación, con lo que, además, se genera una capa homogénea, regular, sin que sobresalgan elementos individuales.
En otra configuración, se consigue una configuración temporal utilizando un adhesivo con propiedades adhesivas temporales, Además, se puede utilizar cera, que se funde cuando se calienta el molde con los elementos. Por lo demás, se puede utilizar una unión soluble en agua, por ejemplo a base de sal, de manera que se puede verter agua sobre el molde con los elementos, con lo que se sueltan las uniones.
Como adhesivo para la unión temporal de los elementos se puede utilizar, por ejemplo... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un elemento de blindaje compuesto para la protección contra proyectiles,
- en el que el elemento de blindaje compuesto contiene al menos una capa de una pluralidad de elementos consumidores de energía, dispuestos adyacentes,
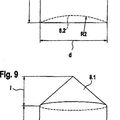
- en el que se pre-configura, respectivamente, una pluralidad de elementos consumidores de energía, disponiendo los elementos (7.1, 17.1, 27, 29) en una serie o en una superficie directamente adyacentes entre sí y conectándolos entre sí en puntos de contacto (8.1, 8.2, 8.3, 18, 28) predeterminados, en particular por medio de un adhesivo, al menos durante un periodo de tiempo predeterminado del procesamiento,
- en el que los elementos se insertan en un molde (50),
- en el que los elementos se funden con una masa de relleno, caracterizado porque
- para la fijación de corta duración de los elementos consumidores de energía en una disposición predeterminada durante la configuración previa, se utilizan dispositivos auxiliares (6, 16, 26), que están constituidos por masas de moldeo solubles en agua o por moldes de cera, y porque las uniones se sueltan de nuevo, al menos parcialmente, antes y/o después de la introducción en el molde (50).
2. Procedimiento de acuerdo con el preámbulo de la reivindicación 1, caracterizado porque la unión de los elementos se realiza por medio de cera o por medio de una unión soluble en agua y porque las uniones se sueltan de nuevo, al menos parcialmente, antes y/o después de la introducción en el molde (50).
3. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el adhesivo utilizado es adhesivo de cianacrilato.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque el adhesivo utilizado es una resina epóxido que se endurece rápidamente, resina fenólica, copoliéster, resina de poliamida o silicona.
5. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque se utiliza una combinación de diferentes adhesivos.
6. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los elementos consumidores de energía son tratados antes del encolado adicionalmente con un agente de imprimación o bien un agente de acoplamiento.
7. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los adhesivos utilizados poseen propiedades adhesivas temporales.
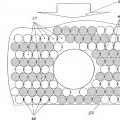
8. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los grupos estructurales pre-configurados son ensamblados en estructuras tridimensionales de elementos consumidores de energía.
9. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la disposición de los elementos consumidores de energía y/o la aplicación del medio de unión se realizan mecánicamente.
10. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque para la fijación de corta duración de los elementos consumidores de energía entre sí durante la configuración previa se utilizan dispositivos que trabajan con vacío.
11. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los elementos se pre-configuran en forma de cadena.
12. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la unión se suelta a través de actuación mecánica como prensado o percusión.
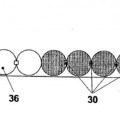
13. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque se introducen piezas moldeadas (32) perforables en el molde (50).
Patentes similares o relacionadas:
 PLACA DE BLINDAJE COMPUESTA, del 25 de Mayo de 2011, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Placa de blindaje compuesta para la protección contra proyectiles, que contiene al menos una capa de elementos en forma de barra, que están […]
PLACA DE BLINDAJE COMPUESTA, del 25 de Mayo de 2011, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Placa de blindaje compuesta para la protección contra proyectiles, que contiene al menos una capa de elementos en forma de barra, que están […]
 MITIGACIÓN DE IMPULSOS DE PRESIÓN, del 14 de Marzo de 2011, de FLEXIBLAST PTY LTD: Una barrera mitigadora de impulsos de presión caracterizada porque comprende una capa de gel de agua y una capa que comprende una pluralidad […]
MITIGACIÓN DE IMPULSOS DE PRESIÓN, del 14 de Marzo de 2011, de FLEXIBLAST PTY LTD: Una barrera mitigadora de impulsos de presión caracterizada porque comprende una capa de gel de agua y una capa que comprende una pluralidad […]
 CUERPO METALICO MOLDEADO Y PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO METALICO MOLDEADO, del 2 de Noviembre de 2010, de HUTTE KLEIN-REICHENBACH GESELLSCHAFT M.B.H.: - Cuerpo metálico moldeado, que comprende varias capas, con una matriz de espuma metálica , en la que está incrustado uno elemento de refuerzo […]
CUERPO METALICO MOLDEADO Y PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO METALICO MOLDEADO, del 2 de Noviembre de 2010, de HUTTE KLEIN-REICHENBACH GESELLSCHAFT M.B.H.: - Cuerpo metálico moldeado, que comprende varias capas, con una matriz de espuma metálica , en la que está incrustado uno elemento de refuerzo […]
 ELEMENTO DE BLINDAJE COMPUESTO Y ELEMENTO DE CUERPOS ACTIVOS PARA SU INTRODUCCION EN UN ELEMENTO DE BLINDAJE COMPUESTO, del 27 de Mayo de 2010, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Elemento de blindaje compuesto para protección contra proyectiles, que contiene al menos una capa de cuerpos activos (2, 2a, 2b) que están yuxtapuestos en filas […]
ELEMENTO DE BLINDAJE COMPUESTO Y ELEMENTO DE CUERPOS ACTIVOS PARA SU INTRODUCCION EN UN ELEMENTO DE BLINDAJE COMPUESTO, del 27 de Mayo de 2010, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Elemento de blindaje compuesto para protección contra proyectiles, que contiene al menos una capa de cuerpos activos (2, 2a, 2b) que están yuxtapuestos en filas […]
 PLACA DE BLINDAJE COMPUESTA PARA LA PROTECCION DE VEHICULOS O EDIFICIOS CONTRA PROYECTILES DE PERFORACION DEL BLINDAJE CON ALTA ENERGIA CINETICA, del 6 de Abril de 2010, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Placa de blindaje compuesta para la protección de vehículos o edificios contra proyectiles de perforación del blindaje con alta energía cinética, en la que la […]
PLACA DE BLINDAJE COMPUESTA PARA LA PROTECCION DE VEHICULOS O EDIFICIOS CONTRA PROYECTILES DE PERFORACION DEL BLINDAJE CON ALTA ENERGIA CINETICA, del 6 de Abril de 2010, de KRAUSS-MAFFEI WEGMANN GMBH & CO. KG: Placa de blindaje compuesta para la protección de vehículos o edificios contra proyectiles de perforación del blindaje con alta energía cinética, en la que la […]
 UN SISTEMA DE VEHICULO BLINDADO MODULAR, del 15 de Marzo de 2010, de COHEN, MICHAEL: Un sistema de vehículo blindado modular que comprende un chasis de vehículo de combate blindado dotado de una pluralidad de aberturas y una pluralidad de […]
UN SISTEMA DE VEHICULO BLINDADO MODULAR, del 15 de Marzo de 2010, de COHEN, MICHAEL: Un sistema de vehículo blindado modular que comprende un chasis de vehículo de combate blindado dotado de una pluralidad de aberturas y una pluralidad de […]
Vidrio de seguridad resistente a balas, del 29 de Abril de 2020, de SCHOTT AG: Vidrio de seguridad resistente a balas con al menos tres hojas de vidrio, donde una de las hojas de vidrio está dirigida hacia el lado de ataque (A) como hoja […]
Dispositivo de refuerzo del blindaje de un vehículo, del 29 de Abril de 2020, de Tencate Advanced Armour: Dispositivo de refuerzo que puede ser aplicado a unos elementos que componen la estructura de un vehículo blindado o civil, comprendiendo […]