PROCEDIMIENTO PARA LA FABRICACIÓN DE UN PISTÓN PARA UN MOTOR DE COMBUSTIÓN INTERNA.
Procedimiento para la fabricación de un pistón (1) para un motor de combustión interna - con un cuerpo de base (4) esencialmente de forma cilíndrica de aluminio,
uno de cuyos lados frontales forma un fondo de pistón (5) - con cubos de bulón (8) dispuestos sobre el lado inferior del cuerpo de base (4) que está alejado del fondo de pistón (5), con taladros de cubo (3) y - con elementos de caña (9) que conectan los cubos de pistón (8) entre sí, caracterizado - porque el cuerpo de base (4) se fabrica en el procedimiento de forja, siendo moldeada una escotadura (22) en la zona del borde radialmente exterior del fondo de pistón (5), - porque en un superficie cilíndrica (12), radialmente interior, de un soporte anular (10) de NiResist se sueldan los brazos libres (13, 14) de un canal de refrigeración (15) esencialmente de forma toroidal, en forma de C en la sección, abierto radialmente hacia fuera y fabricado de chapa de acero, - porque el soporte anular (10) provisto con el canal de refrigeración (15) se funde en el procedimiento de fundición compuesta en un elemento anular (6) de aluminio, dándole en este caso tal forma que ajusta en la escotadura (22), - porque el elemento anular (6) encaja en la escotadura (22) y se suelda con el cuerpo de base (4), y - porque se da al pistón (1) la forma definitiva por medio de un procedimiento de fabricación por arranque de virutas
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2004/002416.
B23P15/10TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de pistones.
F02F3/00B2
F02F3/22MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F02MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02FCILINDROS, PISTONES O CARCASAS PARA MOTORES DE COMBUSTION; DISPOSITIVOS DE ESTANQUEIDAD EN LOS MOTORES DE COMBUSTION. › F02F 3/00 Pistones. › siendo el fluido un líquido.
F02F3/22F02F 3/00 […] › siendo el fluido un líquido.
F16J1/00F […] › F16ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16JPISTONES; CILINDROS; RECIPIENTES A PRESION EN GENERAL; JUNTAS DE ESTANQUEIDAD. › Pistones; Pistones tubulares; Pistones de faldilla o émbolos buzo (pistones de fuelle F16J 3/06; segmentos de pistón o sus asientos F16J 9/00; pistones rotativos, p. ej. para motores tipo Wankel, F01C; particulares para motores de combustión, es decir, construidos para soportar altas temperaturas o modificados para guiar, encender, vaporizar, o tratar de otra forma a la carga, F02F; pistones especialmente adaptados a motores de pistones alternativos accionados por líquidos F03C 1/28; para bombas F04B; flotadores F16K 33/00).
F02F3/22F02F 3/00 […] › siendo el fluido un líquido.
F16J1/00F16J […] › Pistones; Pistones tubulares; Pistones de faldilla o émbolos buzo (pistones de fuelle F16J 3/06; segmentos de pistón o sus asientos F16J 9/00; pistones rotativos, p. ej. para motores tipo Wankel, F01C; particulares para motores de combustión, es decir, construidos para soportar altas temperaturas o modificados para guiar, encender, vaporizar, o tratar de otra forma a la carga, F02F; pistones especialmente adaptados a motores de pistones alternativos accionados por líquidos F03C 1/28; para bombas F04B; flotadores F16K 33/00).
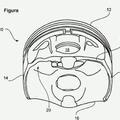
Procedimiento para la fabricación de un pistón para un motor de combustión interna La invención se refiere a un procedimiento para la fabricación de un pistón para un motor de combustión interna de acuerdo con el preámbulo de la reivindicación de patente. Un procedimiento de este tipo se conoce a partir de la publicación de patente DD 142 372. Se conoce a partir de la publicación de patente DD 142 372 fabricar un pistón que está constituido de aluminio, fabricando en un procedimiento de fundición un cuerpo de base de aluminio y también de aluminio un elemento anular para el refuerzo de la zona del borde del pistón. En el elemento anular se mecaniza en este caso una escotadura para un canal de refrigeración. A continuación se suelda sobre el cuerpo de base un anillo de acero, después de lo cual se suelda sobre el cuerpo de base provisto con el anillo de acero el elemento anular. En una última etapa de trabajo se moldea en el anillo de acero una ranura de anillo de pistón para un anillo de obturación. En este caso es un inconveniente la complejidad del procedimiento de fabricación. El cometido de la invención es evitar este inconveniente del estado de la técnica. El cometido se soluciona con las características indicadas en la parte de caracterización de la reivindicación de patente. Se consigue una simplificación considerable del procedimiento para la fabricación de un pistón de aluminio porque el elemento de anillo se fabrica en el procedimiento de unión, siendo fundido un soporte anular con un canal de refrigeración formado integralmente en el interior del elemento de anillo. Un ejemplo de realización de la invención se describe a continuación con la ayuda de los dibujos. En este caso: La figura 1 muestra un pistón para un motor de combustión interna con un elemento de anillo de aluminio de acuerdo con la invención en una imagen en sección que está constituida por dos mitades, que muestra dos secciones longitudinales del pistón desplazadas 90º, y La figura 2 muestra una representación ampliada de la sección a través de la zona del borde del fondo del pistón con el elemento de anillo. La figura 1 representa un pistón 1 para un motor de combustión interna en una imagen en sección que está constituida por dos mitades, cuya mitad izquierda muestra una sección del pistón 1 a lo largo de un eje longitudinal 2 de un taladro de cubo 3 y cuya mitad derecha muestra una sección desplazada 90º con respecto a ella a través del pistón 1. El pistón 1 está constituido por un cuerpo de base 4 esencialmente de forma cilíndrica, cuya superficie frontal forma el fondo del pistón 5. En la zona radialmente exterior del fondo de pistón 5 está moldeada, en el presente ejemplo de realización una escotadura 22 rectangular en la sección transversal, en la que está adaptado un elemento anular 6. En la zona central del fondo de pistón 5 está dispuesta una cámara de combustión 7. Además, el cuerpo de base 4 presenta sobre su lado inferior alejado del fondo del pistón 5 unos cubos de bulón 8 para elementos de caña 9 que conectan los taladros de cubo 3 y los cubos de bulón 8 entre sí. El elemento anular 6 presenta un soporte anular 10 con una ranura anular 11 para un anillo de obturación no representado en la figura. En la superficie cilíndrica 12, dispuesta radialmente dentro del soporte anular 10 que está constituido de NiResist, están soldados los brazos libres 13, 14 de un canal de refrigeración 15 esencialmente de forma toroidal, en forma de C en la sección y abierto radialmente hacia fuera, que está fabricado de chapa de acero. A través de orificios de admisión y de salida no representados en la figura entre el canal de refrigeración 15 y el lado interior del pistón 19 se puede introducir aceite de refrigeración en el canal de refrigeración 15 y se puede descargar de nuevo. Además, en el elemento anular 6 está conformada otra ranura anular 16 que se conecta en la dirección de los elementos de caña 9 en el soporte anular 10. Una ranura anular de aceite 17 está dispuesta cerca del elemento anular 6 en la superficie envolvente 18 del cuerpo de base 4. Tanto el cuerpo de base 4 como también el elemento anular 6 están constituidos de aluminio, de manera que se da al cuerpo de base 4 a través de fundición la forma deseada, en cambio el elemento anular 6 se fabrica por medio de un procedimiento de fundición. En este caso, en el procedimiento de fundición compuesta, el soporte anular 10 provisto con el canal de refrigeración 15 está fundido en el elemento anular 6. En otro proceso de trabajo se sueldan el cuerpo anular 4 y el elemento anular 6 entre sí, de manera que con preferencia se aplica el procedimiento de soldadura de haz de electrones. En este caso, de acuerdo con el presente ejemplo de realización se consiguen una costura de soldadura 20 dispuesta en dirección radial y una costura de soldadura 21 dispuesta en dirección axial. En una última etapa de trabajo se da al pistón 1 por medio de un procedimiento de fabricación por arranque de virutas, como por ejemplo a través de torneado, la forma final deseada. La imagen en sección, representada ampliada en la figura 2, de la zona del borde del fondo del pistón 5 muestra el elemento anular 6 constituido de aluminio con el soporte anular 10 refrigerado fundido en él, que presenta sobre su 2 lado exterior radial la ranura anular 11 para un anillo de obturación y sobre su anchura interior radial el canal de refrigeración 15. También se puede reconocer bien la otra ranura anular 16 que se encuentra en el elemento anular 6 y la otra ranura anular de aceite 17 moldeada en el cuerpo de base 4. De acuerdo con otros ejemplos de realización de la invención representados a modo de ejemplo en la figura 3, la escotadura 22 puede estar formada de tal manera que la costura de soldadura circunferencial 21 está inclinada hacia el eje longitudinal del pistón y termina cónicamente hacia el fondo del pistón 5, y de tal manera que la costura de soldadura 20 presenta una alineación que se desvía de la dirección axial radial, por ejemplo hacia el taladro del cubo. Lista de signos de referencia 1 Pistón 2 Eje longitudinal 3 Taladro del cubo 4 Cuerpo de base 5 Fondo del pistón 6 Elemento anular 7 Cámara de combustión 8 Cubo de bulón 9 Elemento de caña 10 Soporte anular 11 Ranura anular 12 Superficie del soporte anular 10 13 Brazo 14 Brazo 15 Canal de refrigeración 16 Ranura anular 17 Ranura anular de aceite 18 Superficie envolvente 19 Lado interior del pistón 20 Costura de soldadura 21 Costura de soldadura 22 Escotadura ES 2 367 890 T3 3 ES 2 367 890 T3
Reivindicaciones:
1.- Procedimiento para la fabricación de un pistón (1) para un motor de combustión interna - con un cuerpo de base (4) esencialmente de forma cilíndrica de aluminio, uno de cuyos lados frontales forma un fondo de pistón (5) - con cubos de bulón (8) dispuestos sobre el lado inferior del cuerpo de base (4) que está alejado del fondo de pistón (5), con taladros de cubo (3) y - con elementos de caña (9) que conectan los cubos de pistón (8) entre sí, caracterizado - porque el cuerpo de base (4) se fabrica en el procedimiento de forja, siendo moldeada una escotadura (22) en la zona del borde radialmente exterior del fondo de pistón (5), - porque en un superficie cilíndrica (12), radialmente interior, de un soporte anular (10) de NiResist se sueldan los brazos libres (13, 14) de un canal de refrigeración (15) esencialmente de forma toroidal, en forma de C en la sección, abierto radialmente hacia fuera y fabricado de chapa de acero, - porque el soporte anular (10) provisto con el canal de refrigeración (15) se funde en el procedimiento de fundición compuesta en un elemento anular (6) de aluminio, dándole en este caso tal forma que ajusta en la escotadura (22), - porque el elemento anular (6) encaja en la escotadura (22) y se suelda con el cuerpo de base (4), y - porque se da al pistón (1) la forma definitiva por medio de un procedimiento de fabricación por arranque de virutas. 2.- Procedimiento para la fabricación de un pistón (1) para un motor de combustión interna de acuerdo con la reivindicación 1, caracterizado porque en la zona del borde radialmente exterior del fondo de pistón (5) se moldea una escotadura (22) rectangular en la sección, y porque se da al elemento de anillo (6) una forma rectangular en la sección tal que encaja en la escotadura (22). 3.- Procedimiento para la fabricación de un pistón (1) para un motor de combustión interna de acuerdo con la reivindicación 1, caracterizado porque se da la elemento anular (6) una forma tal que su superficial radialmente interna forma con el cuerpo de base (4) una costura de soldadura (21) que termina cónicamente hacia el fondo del pistón. 4.- Procedimiento para la fabricación de un pistón (1) para un motor de combustión interna de acuerdo con la reivindicación 1 ó 3, caracterizado porque se da al elemento anular (6) una forma tal que su superficie dispuesta axial en la dirección del taladro de cubo (3) forma una costura de soldadura (20) con el cuerpo de base (4) que presenta una alineación que se desvía de la alineación axial radial. 4 ES 2 367 890 T3 ES 2 367 890 T3 6 ES 2 367 890 T3 7
Patentes similares o relacionadas:
Estructura de montaje de dispositivo de chorro de aceite de enfriamiento de pistón en motor de combustión interna, del 26 de Julio de 2017, de HONDA MOTOR CO., LTD.: Una estructura de montaje para un dispositivo de chorro de aceite de enfriamiento de pistón, que incluye un dispositivo de chorro de aceite de enfriamiento […]
Construcción ligera de un émbolo diesel, del 8 de Junio de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Émbolo para un motor de combustión con un fondo de émbolo , una cabeza de émbolo cilíndrica, que se conecta en el fondo de émbolo , y un cuerpo de émbolo […]
Procedimiento para la fabricación de un pistón para un motor de combustión interna, del 27 de Abril de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Procedimiento para la fabricación de un pistón para un motor de combustión interna, en el que en un pistón en bruto colado se incorpora una ranura […]
Pistón para un motor de combustión interna y motor de combustión interna con un pistón, del 12 de Febrero de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Pistón para un motor de combustión interna, que presenta en su borde inferior opuesto al fondo de pistón al menos un rebaje , caracterizado porque […]
Método para controlar un circuito de refrigeración de pistones de un motor de combustión interna de un vehículo industrial, del 3 de Junio de 2015, de FPT Industrial S.p.A: Método para controlar un circuito de refrigeración de los pistones de un motor de combustión interna, donde dicho circuito comprende una bomba de circulación y medios para […]
Procedimiento para la fabricación de un pistón para un motor de combustión interna, del 21 de Octubre de 2013, de FEDERAL-MOGUL NURNBERG GMBH: Procedimiento para la fabricación de un pistón para un motor de combustión interna, en el que en primerlugar se rebaja una zona que con el pistón […]
Émbolo para un motor de combustión, del 8 de Agosto de 2012, de FEDERAL-MOGUL NURNBERG GMBH: Émbolo para un motor de combustión, con al menos un canal de enfriamiento, que exclusivamente en la región de al menos una entrada y de al menos una salida […]
PISTÓN DE DOS PARTES PARA UN MOTOR DE COMBUSTIÓN INTERNA, del 7 de Febrero de 2012, de MAHLE INTERNATIONAL GMBH: Pistón refrigerado de dos partes para un motor de combustión interna, que está constituido por una parte superior del pistón con una pared anular […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Pistón para un motor de combustión interna y motor de combustión interna con un pistón, del 12 de Febrero de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Pistón para un motor de combustión interna, que presenta en su borde inferior opuesto al fondo de pistón al menos un rebaje , caracterizado porque […]
Pistón para un motor de combustión interna y motor de combustión interna con un pistón, del 12 de Febrero de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Pistón para un motor de combustión interna, que presenta en su borde inferior opuesto al fondo de pistón al menos un rebaje , caracterizado porque […]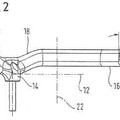 Émbolo para un motor de combustión, del 8 de Agosto de 2012, de FEDERAL-MOGUL NURNBERG GMBH: Émbolo para un motor de combustión, con al menos un canal de enfriamiento, que exclusivamente en la región de al menos una entrada y de al menos una salida […]
Émbolo para un motor de combustión, del 8 de Agosto de 2012, de FEDERAL-MOGUL NURNBERG GMBH: Émbolo para un motor de combustión, con al menos un canal de enfriamiento, que exclusivamente en la región de al menos una entrada y de al menos una salida […]