Procedimiento de fabricación de piezas de hormigón y pieza de hormigón así obtenida.
Procedimiento de fabricación de piezas de hormigón y pieza de hormigón así obtenida.
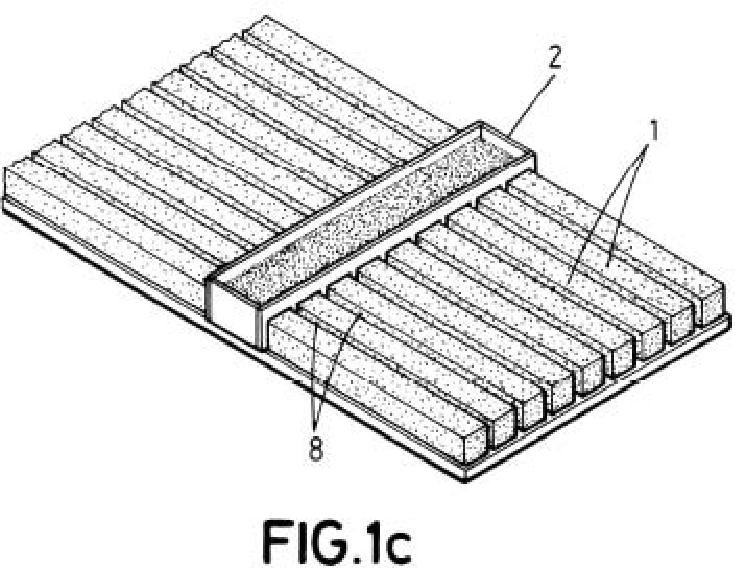
Procedimiento de fabricación de elementos de hormigón que permite unir entre sí, transversalmente, unos elementos lineales (1) de hormigón fabricados con una máquina moldeadora deslizante. Con el procedimiento propuesto los elementos lineales (1) se unen transversalmente solidarizando el conjunto en la propia pista y con el hormigón fresco. El resultado es una pieza de hormigón en forma de enrejado, emparrillado superficial o marco, con uniones monolíticas entre elementos longitudinales y transversales.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330134.
Solicitante: PREFABRICADOS PUJOL, S.A.
Nacionalidad solicitante: España.
Inventor/es: PUJOL OLIVA,Miquel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B1/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por vibraciones o sacudidas.
- B28B23/06 B28B […] › B28B 23/00 Dispositivos especialmente adaptados para la fabricación de objetos conformados dotados de elementos total o parcialmente embutidos en el material de moldeo (B28B 21/00 tiene prioridad; combinados con moldes para la fabricación de elementos de edificios prefabricados B28B 7/22). › para la fabricación de objetos de forma alargada.
- B28B7/22 B28B […] › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › Moldes para la fabricación de elementos de edificios prefabricados; Moldes para la fabricación de elementos de escaleras prefabricadas.
- E04C2/06 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 2/00 Elementos de construcción de espesor relativamente débil para la construcción de partes de edificios, p. ej. materiales en hojas, losas o paneles (materiales o fabricación ver los lugares apropiados, p. ej. B27N, B29, D21J; fabricados in situ E04B; concebidos especialmente para el aislamiento o cualquier otra protección E04B 1/62; estructuras portantes de suelos E04B 5/02, E04B 5/16; tejados constituidos por losas que se autosustentan E04B 7/20; elementos de cubiertas de tejados o análogos E04D 3/00; para el revestimiento o el terminado E04F 13/00). › reforzado.
Fragmento de la descripción:
P201330134
PROCEDIMIENTO DE FABRICACIÓN DE PIEZAS DE HORMIGÓN Y PIEZA DE HORMIGÓN ASÃ? OBTENIDA
OBJETO DE LA INVENCIÓN
La presente invención se puede incluir en el campo técnico de los procedimientos de fabricación de piezas de hormigón. Así mismo se protege el elemento obtenido mediante 10 el procedimiento de fabricación descrito.
ANTECEDENTES DE LA INVENCIÓN
Las piezas bidimensionales prefabricadas de hormigón formadas por elementos longitudinales y elementos transversales se pueden obtener empleando moldes. Dichos moldes tienen la forma de la pieza final y en ellos se procede a los distintos trabajos necesarios para la fabricación de la pieza. Una vez que el hormigón vertido en el molde ha adquirido la resistencia necesaria, se procede al desmoldeo de la pieza y a su traslado o no a la zona de acopio.
Del estado de la técnica se conoce por ejemplo un proceso de fabricación de productos de hormigón largos, pretensados, usando moldes móviles. El método se basa en una estación de moldeo fija, y en plataformas de moldeo, largas, móviles. Todas las máquinas de producción permanecen en sus estaciones de trabajo, y por consiguiente se mueven los moldes y los productos.
Se conoce también un procedimiento que contempla el empleo de una máquina automática que maneja un molde, abierto por sus caras superior e inferior. El proceso comprende la colocación de la parte inferior del molde y su llenado. Posteriormente se coloca la parte superior del molde y el molde se voltea. Se realiza un prensado y posteriormente se desmolda la pieza.
P201330134
Asimismo se conoce un procedimiento para producir paneles pretensados que comprende los pasos de inserción de un refuerzo holgado inferior en espaciadores de un encofrado, inserción de al menos una celosía, inserción de al menos un elemento tensor sobre la celosía, inserción de un refuerzo holgado superior, introducción y curación de una primera capa de hormigón para salvar los cuerpos huecos frente al levantamiento, introducción y curación de una segunda capa de hormigón para producir el espesor final del elemento de panel y tensado de los elementos tensores para reforzar el elemento de panel.
Por otra parte, se conocen procedimientos de fabricación de elementos lineales longitudinales mediante máquinas moldeadoras deslizantes que permiten la fabricación en continuo de productos de hormigón armado o pretensado. Estas máquinas pueden llevar incorporados unos moldes de forma que los elementos lineales de hormigón fabricados con ellas pueden tener diferentes perfiles. Las máquinas de este tipo circulan sobre pistas con railes y van dejando a su paso los elementos lineales que mantienen su forma gracias a las características técnicas de la máquina y al propio hormigón.
Hasta el momento no se conoce ningún procedimiento que permita en la propia pista, con el hormigón fresco, unir los elementos lineales que se obtienen en continuo con las máquinas moldeadoras deslizantes. De proceder a dicha unión con el hormigón de dichos elementos ya endurecido nunca se obtendría una solución de unión transversal monolítica entre ellos.
DESCRIPCIÓN DE LA INVENCIÓN
La presente invención propone un procedimiento de fabricación que permite obtener piezas de hormigón bidimensionales a partir de los elementos lineales de hormigón obtenidos en continuo con una máquina deslizante moldeadora, uniendo dichos elementos lineales de forma transversal.
Con la máquina deslizante moldeadora circulando sobre una pista se obtienen los elementos lineales de hormigón. Se trata de elementos longitudinales paralelos de sección constante que pueden estar dispuestos de forma continua o discontinua a lo P201330134
largo de la pista, la cual puede tener grandes longitudes, por ejemplo, de hasta 200 m. Estos elementos lineales están separados entre sí una distancia determinada en la pista.
La presente invención propone un procedimiento que permite unir transversalmente en varios puntos de dos o más elementos lineales longitudinales, en la propia pista, con el hormigón todavía fresco, para obtener una pieza final como un solo bloque, es decir, como una pieza bidimensional, con uniones monolíticas. Permite, pues, combinar la producción lineal continua mediante máquinas deslizantes moldeadoras con la unión transversal de dichos elementos.
Es también un objeto de la presente invención la pieza de hormigón que se obtiene con el procedimiento descrito. Como se ha mencionado anteriormente, hasta el momento no era posible obtener de forma continua piezas bidimensionales monolíticas de hormigón, con forma de marco, enrejado o emparrillado superficial, con uniones entre los elementos longitudinales y transversales.
Este tipo de piezas sólo podía obtenerse utilizando moldes o bien uniendo los elementos lineales cuando ya habían fraguado en cuyo caso se limitan muchísimo sus posibles aplicaciones.
La pieza final obtenida con este procedimiento puede ser de hormigón en masa (sin armadura) , de hormigón armado (con armadura pasiva) o de hormigón pretensado (con armadura activa) .
El procedimiento de fabricación de piezas de hormigón se realiza sobre una pista en la que se tiene una pluralidad de elementos lineales de hormigón, obtenidos mediante una máquina moldeadora deslizante. Dichos elementos lineales se disponen de forma paralela, separados entre sí de forma que son independientes. Después del paso de la máquina moldeadora deslizante, cuando el hormigón de los elementos lineales está aún fresco se coloca un molde destinado a permitir la unión de los elementos lineales paralelos.
El molde se coloca en dirección transversal a los elementos lineales. El molde está
P201330134
diseñado con unas superficies que presentan unos perfiles adaptados a las secciones de los elementos lineales tal que cuando se coloca en su posición transversal a los mismos, el perfil del molde se adapta al contorno de dichos elementos lineales.
Una vez que se ha colocado el molde en la posición donde se quiere realizar la unión de los elementos se realiza un llenado del molde con hormigón o con una mezcla de materiales. Este hormigón puede ser igual que el empleado en los elementos lineales, o puede ser una mezcla mejorada con distintos materiales para así obtener unas características superiores en función de la aplicación concreta que se quiera dar posteriormente a la pieza obtenida. Dicha mezcla puede incluir materiales como por ejemplo resinas, morteros, poliuretanos etcâ?
Después de proceder al llenado del molde se realiza un vibrado del hormigón que hay en el interior del molde para conseguir homogeneidad. Después del vibrado el hormigón iniciará el proceso de endurecimiento La pieza que se obtiene cuando la máquina moldeadora deslizante ha completado la circulación de toda la pista y se han realizado, tras la colocación de los moldes correspondientes, las uniones transversales, es una pieza tan larga como la pista. El proceso de fraguado se inicia al mismo tiempo en toda la pieza. Cuando el hormigón tiene una resistencia adecuada se cortan las piezas con la longitud deseada. Generalmente esta etapa de corte se realiza con un disco de corte. Así se tienen ya las piezas finales con la longitud deseada con los elementos lineales unidos transversalmente formando un único bloque.
Con este procedimiento se realiza una unión de los elementos lineales tal que la pieza obtenida es una pieza única bidimensional con uniones entre nervios longitudinales y transversales. Una de las ventajas esenciales que aporta este procedimiento es que el proceso de fraguado es el mismo para toda la pieza consiguiéndose el monolitismo deseado.
Otra ventaja del presente procedimiento es su versatilidad ya que permite la fabricación de piezas de hormigón en masa, destinadas a usos no estructurales, y piezas de P201330134
hormigón armado u hormigón pretensado que puede ser empleado en aplicaciones estructurales y en aplicaciones no estructurales.
El molde que se utiliza en el procedimiento descrito es también un objeto de la presente invención. El molde puede ser reutilizable o quedarse embebido en la pieza de hormigón. Además puede estar fabricado en diferentes materiales. En concreto cuando el molde es reutilizable, después del proceso de llenado y vibrado de las uniones transversales se puede retirar el molde y éste puede volver a emplearse para el moldeo de otras uniones transversales. Además puede ser un molde fijo o desmontable.
El molde comprende al menos dos superficies laterales paralelas o no que quedan en los laterales de la pista y otras dos superficies transversales que pueden ser paralelas...
Reivindicaciones:
P201330134
1. Procedimiento de fabricación de piezas de hormigón que comprende el moldeado en una pista de elementos lineales (1) paralelos de hormigón con una máquina moldeadora deslizante para la fabricación en continuo de dichos productos y que se caracteriza por que comprende adicionalmente las siguientes etapas:
- después del paso de la máquina moldeadora deslizante, con el hormigón fresco y situado en la pista, se coloca un molde (2) en dirección transversal a los elementos lineales (1) de hormigón, -se vierte hormigón o una mezcla de materiales en el molde (2) cubriendo los huecos que quedan dentro del molde (2) entre los elementos lineales (1) , -se realiza un vibrado del hormigón que hay en el interior del molde (2) , -se procede a la extracción del molde (2) o desmoldeo, -una vez el hormigón ha adquirido suficiente resistencia, se realiza el corte para obtener las piezas finales (3) .
2. Procedimiento de fabricación de piezas de hormigón según la reivindicación 1 caracterizado por que el hormigón empleado puede ser hormigón en masa, hormigón 20 armado u hormigón pretensado.
3. Procedimiento de fabricación de piezas de hormigón según la reivindicación 1 caracterizado por que el hormigón vertido en el molde (2) es el mismo tipo de hormigón que el hormigón de los elementos lineales (1) .
2.
4. Procedimiento de fabricación de piezas de hormigón según la reivindicación 1 caracterizado por que las etapas de colocación del molde (2) , de vibrado del hormigón que hay dentro del molde (2) y de extracción del molde se realizan de forma manual.
5. Procedimiento de fabricación de piezas de hormigón según la reivindicación 1 caracterizado por que las etapas de colocación del molde (2) , de vibrado del hormigón que hay dentro del molde (2) y de extracción del molde se realizan de forma automática.
P201330134
6. Procedimiento de fabricación de piezas de hormigón según una cualquiera de las reivindicaciones anteriores caracterizado por que comprende una etapa posterior de aceleración de fraguado mediante la aportación de calor.
7. Procedimiento de fabricación de piezas de hormigón según una cualquiera de las reivindicaciones anteriores caracterizado por que la etapa de verter el hormigón en el molde (2) se realiza en dosificaciones para acelerar el fraguado del hormigón.
8. Procedimiento de fabricación de elementos de hormigón según la reivindicación 1
caracterizado por que comprende una etapa intermedia de acabado del hormigón que hay en el interior del molde (2) que se realiza después de la etapa de vibrado del hormigón del interior del molde (2) .
9. Procedimiento de fabricación de elementos de hormigón según una cualquiera de las reivindicaciones anteriores caracterizado por que comprende una etapa intermedia de añadir armaduras, elementos de refuerzo o ambos en el interior del molde (2) .
10. Molde para su uso en el procedimiento de una cualquiera de las reivindicaciones 1 a 9 caracterizado por que comprende al menos dos superficies laterales (4) enfrentados entre sí y dos superficies transversales (5) enfrentados entre sí, donde las superficies transversales (5) comprenden un cuerpo longitudinal (6) del que parten unas extensiones (7) que se prolongan inferiormente y están destinadas a acoplarse en los huecos (8) que quedan entre los elementos lineales (1) .
11. Molde según la reivindicación 10 caracterizado por que las extensiones (7) que parten del cuerpo longitudinal (6) comprenden un tramo fijo (9) , una articulación (10) y una placa (11) , estando la articulación (10) destinada a facilitar la rotación de la placa (11) respecto al tramo fijo (9) , y estando la placa (11) destinada a acoplarse entre los huecos (8) que quedan entre los elementos lineales (1) .
3.
12. Molde según la reivindicación 10 caracterizado por que el cuerpo longitudinal (6) y las extensiones (7) están unidos conformando una superficie única.
P201330134
13. Molde según una cualquiera de las reivindicaciones 10 a 12 caracterizado por que comprende una tapa superior.
14. Pieza de hormigón obtenida según el procedimiento de una cualquiera de las reivindicaciones 1 a 9.
Patentes similares o relacionadas:
Balaustrada de vidrio sin marco y método de obtención de la misma, del 20 de Mayo de 2020, de EeVenture B.V: Combinación de un elemento de suelo de hormigón fundido prefabricado y al menos un panel de vidrio sin marco que forma una balaustrada, en donde […]
Aparato de formación de escaleras y procedimientos relacionados, del 12 de Junio de 2019, de Patent Agencies Limited: Un aparato de formación de escaleras ajustable , para formar un tramo de escaleras de un material endurecible, incluyendo cada escalera de dicho tramo una huella […]
Encofrado para la fabricación de una escalera, del 5 de Noviembre de 2018, de FRANZ OBERNDORFER GmbH & Co KG: Encofrado para un material endurecible, en particular hormigón, para la producción de una escalera, que tiene una estructura de soporte […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Molde plástico para elaboración de bloques de hormigón encastrables, ventilados y reusables para paramentos, del 11 de Junio de 2018, de RODRIGUEZ GONZALEZ, Alejandro: 1. Molde plástico para elaboración de bloques de hormigón encastrables, ventilados y reusables para paramentos caracterizado por cuatro piezas plásticas con diferentes […]
Producción de torre, del 21 de Febrero de 2018, de Wobben Properties GmbH: Procedimiento para la producción de un segmento de torre de una torre de hormigón de una instalación de energía eólica como pieza prefabricada de hormigón, que […]
 PROCEDIMIENTO DE FABRICACIÓN DE MÓDULOS COMPACTOS PARA LA CONSTRUCCIÓN, del 31 de Enero de 2013, de MEDRAN LOPEZ, FRANCISCO: La invención tiene como finalidad obtener módulos prefabricados de hormigón armado, correspondientes a un habitáculo compartimentado o no, en los que sus seis paredes […]
PROCEDIMIENTO DE FABRICACIÓN DE MÓDULOS COMPACTOS PARA LA CONSTRUCCIÓN, del 31 de Enero de 2013, de MEDRAN LOPEZ, FRANCISCO: La invención tiene como finalidad obtener módulos prefabricados de hormigón armado, correspondientes a un habitáculo compartimentado o no, en los que sus seis paredes […]
DISPOSITIVO PARA FACILITAR EL ENCOFRADO Y DESENCOFRADO DE LAS PAREDES DE UN HUECO DE ASCENSOR, del 20 de Febrero de 2012, de INVERAL, S.A.: Dispositivo para facilitar el encofrado y desencofrado de las paredes de un hueco de ascensor.La invención se refiere a un dispositivo de encofrado y […]