PROCEDIMIENTO PARA LA FABRICACIÓN DE PIEZAS GRANDES DE MATERIAL COMPUESTO CONTROLANDO EL ESPESOR DE SUS BORDES.
Procedimiento para la fabricación de piezas grandes de material compuesto controlando el espesor de sus bordes.
Se refiere a la fabricación de una pieza (11) que se integra por una zona de borde (11) en una estructura aeronáutica a través de una junta con una placa de unión (23) y una contraplaca (25) mediante las siguientes etapas: a) Definición de la superficie de interfaz (15) de la zona de borde (13) para estar en contacto con la placa de unión (23); b) Fabricación de un primer panel (31) con la configuración prevista para la pieza (11); c) Obtención de un mapa de diferencias entre el espesor del primer panel (31) y el que debería tener para coincidir con dicha superficie de interfaz (15); d) Fabricación de un panel suplementario (33) con un espesor coincidente con el de dicho mapa de diferencias; e) Unión del panel suplementario (33) al primer panel (31).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030897.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Inventor/es: MENENDEZ MARTIN, JOSE MANUEL, INIESTA MENENDEZ,JOSE GREGORIO, MORANCHO RODRÍGUEZ,Josep, LATORRE PLAZA,Teresa.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B64C1/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B64 AERONAVES; AVIACION; ASTRONAUTICA. › B64C AEROPLANOS; HELICOPTEROS (vehículos de colchón de aire B60V). › B64C 1/00 Fuselajes; Características estructurales comunes a fuselajes, alas, superficies estabilizadoras o similares (características aerodinámicas comunes a fuselajes, alas, superficies estabilizadoras o similares B64C 23/00; instalaciones de la cabina de vuelo B64D). › Estructura o fijación de paneles de revestimiento.
- B64C3/26 B64C […] › B64C 3/00 Alas (superficies estabilizadoras B64C 5/00; alas de ornitópteros B64C 33/02). › Estructura, forma o fijación de revestimientos independientes, p. ej. paneles.
- B64F5/00 B64 […] › B64F INSTALACIONES EN TIERRA O INSTALACIONES EN CUBIERTA DE PORTAAVIONES ESPECIALMENTE ADAPTADAS PARA SU USO EN CONEXIÓN CON AERONAVES; DISEÑO, FABRICACIÓN, ENSAMBLAJE, LIMPIEZA, MANTENIMIENTO O REPARACIÓN DE AERONAVES, NO PREVISTOS EN OTRO LUGAR; MANIPULACIÓN, TRANSPORTE, ENSAYO O INSPECCIÓN DE COMPONENTES DE AERONAVES, NO PREVISTOS EN OTRO LUGAR. › Diseño, fabricación, ensamblado, limpieza, mantenimiento o reparación de aeronaves, no previstos en otro lugar; Manipulación, transporte, ensayo o inspección de componentes de aeronaves, no previstos en otro lugar.
Fragmento de la descripción:
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS GRANDES DE
MATERIAL COMPUESTO CONTROLANDO EL ESPESOR DE SUS BORDES
CAMPO DE LA INVENCION
5
La presente invención se refiere a un procedimiento para la fabricación
de piezas grandes de material compuesto controlando el espesor de sus bordes
de unión a otras piezas y más particularmente a un procedimiento de
fabricación de un revestimiento de un ala de una aeronave controlando el
1 o espesor de su borde de unión a un cajón central a través de una placa
intermedia.
ANTECEDENTES DE LA INVENCIÓN
15 Como es bien sabido la industria aeronáutica requiere estructuras que,
por una parte, soporten las cargas a las que son sometidas, cumpliendo altas
exigencias de resistencia y rigidez y, por otra parte, sean lo más ligeras posible.
Una consecuencia de ello es el uso cada vez más extendido de los materiales
compuestos, particularmente CFRP (Plástico Reforzado con Fibra de Carbono) ,
2 o en estructuras primarias ya que se puede conseguir un importante ahorro de
peso frente a los materiales metálicos.
Siguiendo esa tendencia se conocen, por ejemplo, superficies
sustentadoras de las aeronaves consistentes en dos cajones de torsión (en los
lados izquierdo y derecho) unidos a un cajón central realizados íntegramente
2 5 con paneles de CFRP utilizando como revestimientos de dichos cajones piezas
unitarias, es decir, utilizando cuatro revestimientos completos (dos
revestimientos superiores y dos inferiores) para fabricar los cajones de torsión
izquierdo y derecho. Como bien se comprende, la integración de ese tipo de
piezas plantea diversos problemas debido a su gran tamaño y a la complejidad
3 o de su geometría.
Uno de esos problemas es el control del espesor de aquellas zonas de las piezas que se unen a otras a través de placas intermedias de unión.
La solución de ese problema cuando se utilizaban materiales metálicos era la realización de un mecanizado de las zonas afectadas para lograr los espesores adecuados. Ese mismo enfoque es aplicable a piezas de materiales compuestos, añadiendo, en su caso, telas de sacrificio, pero su coste es muy elevado.
La presente invención está orientada a la solución de ese problema.
1 o SUMARIO DE LA INVENCION
Un objeto de la presente invención es proporcionar un procedimiento
optimizado en costes para la fabricación de piezas de material compuesto de
gran tamaño que permita controlar el espesor de sus bordes de unión a otras
15 piezas.
Otro objeto de la presente invención es proporcionar un procedimiento
optimizado en costes para la fabricación de revestimientos inferiores de alas de
aeronaves de material compuesto que permita controlar el espesor de su borde
de unión a un cajón central a través de una pieza de unión intermedia.
2 o Estos y otros objetos se consiguen mediante un procedimiento para la
fabricación de una pieza de material compuesto que se integra en una
estructura aeronáutica a través de una disposición de junta que comprende una
placa de unión y una contraplaca entre las que se ubica una zona de borde de
dicha pieza, que comprende las siguientes etapas:
2 5 a) Se define la superficie de interfaz que debe tener la zona de borde de
la pieza para estar en contacto con la placa de unión en dicha disposición de
junta.
b) Se fabrica un primer panel con la configuración prevista para la pieza
en toda su extensión.e) Se obtiene un mapa de diferencias entre el espesor del primer panel y
el espesor que debería tener en la zona de borde en contacto con la placa de
unión para que su superficie superior coincida con dicha superficie de interfaz.
d) Se fabrica un panel suplementario para dicha zona de borde con
5 material compuesto de manera que tenga un espesor coincidente con el de
dicho mapa de diferencias.
e) Se une el panel suplementario al primer panel.
En una realización preferente, el material compuesto utilizado para la
fabricación de dicho primer panel es CFRP y el material compuesto utilizado
1 o para la fabricación de dicho panel suplementario es un material de sacrificio. Se
consigue con ello un procedimiento para la fabricación de piezas de material
compuesto de gran tamaño que permite controlar el espesor de sus bordes de
unión a otras piezas mediante el que se optimiza el coste del material utilizado.
En otra realización preferente, la fabricación del panel suplementario
15 incluye una fase de mecanizado sobre una superficie plana para conseguir que
tenga en cada punto el espesor requerido. Se consigue con ello que la
operación de mecanizado, que es una operación costosa, se aplique
únicamente al panel suplementario, de dimensiones mucho menores a las del
primer panel.
2 o En otra realización preferente, la unión entre el panel suplementario y el
primer panel se realiza mediante un proceso de pegado secundario. Se
consigue con ello un procedimiento para la fabricación de piezas de material
compuesto de gran tamaño que permita controlar el espesor de sus bordes de
unión a otras piezas que facilita su industrialización.
2 5 En otra realización preferente, la placa de unión está realizada con un
material metálico y la etapa d) incluye la incorporación de una capa de material
compuesto con fibra de vidrio en la superficie del panel suplementario destinada
a quedar en contacto con dicha placa de unión. Se consigue con ello un
procedimiento para la fabricación de piezas de material compuesto de gran
3 o
tamaño que permita una fácil incorporación de una capa de fibra de vidrio paraevitar la corrosión.
5 En otra realización preferente, dicha estructura aeronáutica es un ala de una aeronave, dicha pieza es el revestimiento inferior del ala y dicha placa de unión es una placa de unión a un cajón central del fuselaje de la aeronave. Se consigue con ello un procedimiento eficaz para la fabricación de alas de aeronaves con materiales compuestos. Otras características y ventajas de la presente invención se desprenderán de la descripción detallada que sigue de una realización ilustrativa de su objeto en relación con las figuras que le acompañan.
1 o DESCRIPCION DE LAS FIGURAS
15 2 o
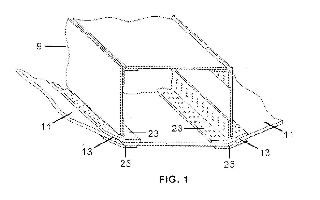
La Figura 1 es una vista esquemática de una disposición de unión conocida de los revestimientos inferiores del ala de una aeronave a un cajón central. La Figura 2 es una vista esquemática parcial en alzado de una disposición de unión de un revestimiento inferior del ala de una aeronave fabricado según el procedimiento objeto de la presente invención al cajón central a través de una placa intermedia en forma de T. La Figura 3 es una vista en perspectiva de los dos paneles utilizados para fabricar un revestimiento inferior de un ala de una aeronave según el procedimiento objeto de la presente invención y de dicha placa intermedia en forma de T.
25 DESCRIPCION DETALLADA DE LA INVENCION
3 o
La Figura 1 ilustra una estructuración conocida de un ala de una aeronave en la que los revestimientos inferiores 11 del ala se unen a un cajón central 9 del fuselaje de la aeronave mediante unas disposiciones de junta que comprenden unas placas de unión 23 en forma de T conocidas como triformes y
unas contraplacas 25. Tanto los revestimientos inferiores 11 del ala como los
paneles del cajón central 9 están realizados con materiales compuestos,
particularmente CFRP (Plástico Reforzado con Fibra de Carbono) . Las placas
de unión 23 y las contraplacas 25 están realizadas habitualmente con un
5 material metálico aunque también podrían estar realizadas con materiales
compuestos.
Como se desprende de dicha Figura 1, el borde de unión 13 del
revestimiento 11 con la placa de unión 23 y con la contraplaca 25 debe tener
una geometría muy precisa para que la unión mecánica con la placa de unión
1 o 23 y con la contraplaca 25 sea eficaz, lo que implica que, si se quiere facilitar el
ensamblaje del conjunto del ala de la aeronave, el revestimiento 11 debe llegar
a la línea de ensamblaje con su borde de unión 13 debidamente configurado
para cumplir los requisitos establecidos de tolerancias.
Para conseguir ese objetivo, el procedimiento objeto de la presente
15 invención comprende las siguientes etapas (ver Figuras 2 y 3) :
a) Se define la superficie de interfaz 15 que debe tener el borde de unión
13 del revestimiento 11 para estar en contacto con la placa de unión 23 en
dicha disposición de junta. Esa superficie de interfaz 15 es pues una superficie
sensiblemente coincidente con la superficie...
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza (11) de material
compuesto que se integra en una estructura aeronáutica a través de una
5 disposición de junta que comprende una placa de unión (23) y una contraplaca
(25) entre las que se ubica una zona de borde (13) de dicha pieza (11 ) ,
caracterizado porque comprende las siguientes etapas:
a) se define la superficie de interfaz (15) que debe tener la zona de borde
(13) de la pieza (11) para estar en contacto con la placa de unión (23) en dicha
1 o disposición de junta;
b) se fabrica un primer panel (31) con la configuración prevista para la
pieza (11) en toda su extensión;
e) se obtiene un mapa de diferencias entre el espesor del primer panel
(31) y el espesor que debería tener en la zona de borde (13) en contacto con la
15 placa de unión (23) para que su superficie superior coincida con dicha
superficie de interfaz (15) ;
d) se fabrica un panel suplementario (33) para dicha zona de borde (13)
de manera que tenga un espesor coincidente con el de dicho mapa de
diferencias;
2 o e) se une el panel suplementario (33) al primer panel (31 ) .
2. Procedimiento para la fabricación de una pieza (11) de material
compuesto según la reivindicación 1, caracterizado porque el material
compuesto utilizado para la fabricación de dicho primer panel (31) es CFRP y
2 5 porque el material utilizado para la fabricación de dicho panel suplementario
(33) es un material compuesto de sacrificio.
3. Procedimiento para la fabricación de una pieza (11) de material
compuesto según la reivindicación 2, caracterizado porque la etapa d) incluye
3 o una fase de mecanizado sobre una superficie plana.
4. Procedimiento para la fabricación de una pieza (11) de material compuesto según cualquiera de las reivindicaciones 1-3, caracterizado porque la etapa e) se realiza mediante un proceso de pegado secundario.
.
5. Procedimiento para la fabricación de una pieza (11) de material compuesto según cualquiera de las reivindicaciones 1-4, caracterizado porque dicha placa de unión (23) está realizada con un material metálico y porque la etapa d) incluye la incorporación de una capa de material compuesto con fibra de vidrio en la superficie del panel suplementario (33) destinada a quedar en 1 o contacto con dicha placa de unión (23) .
6. Procedimiento para la fabricación de una pieza (11) de material compuesto según cualquiera de las reivindicaciones 1-5, caracterizado porque dicha estructura aeronáutica es un ala de una aeronave, dicha pieza (11) es el
revestimiento inferior del ala y dicha placa de unión (23) es una placa de unión a un cajón central (9) del fuselaje de la aeronave.
Patentes similares o relacionadas:
Estructura compuesta para una aeronave y procedimiento de fabricación de la misma, del 17 de Junio de 2020, de AIRBUS OPERATIONS, S.L: Estructura compuesta para una aeronave que comprende un panel de revestimiento y al menos un larguerillo unido al panel de revestimiento , teniendo el larguerillo […]
Vehículo de gran capacidad para el transporte de personas, especialmente tranvía o autobús, del 18 de Marzo de 2020, de Siemens Mobility GmbH: Vehículo de gran capacidad para el transporte de personas, especialmente tranvía o autobús, en cuyo espacio interior están dispuestos un elemento de revestimiento […]
Blindaje balístico desprendible integrado, del 26 de Febrero de 2020, de AIRBUS OPERATIONS, S.L: Un blindaje ligero para protección de aeronaves frente a amenazas de impactos de alta energía, que comprende, una capa estructural que tiene un primer […]
 Aparatos y métodos para crear estructuras de material compuesto de cinta en capas, del 27 de Noviembre de 2019, de THE BOEING COMPANY: Un método para crear una estructura de material compuesto de cinta en capas de un perfil de sección transversal definido por un vacío dentro de una estructura de […]
Aparatos y métodos para crear estructuras de material compuesto de cinta en capas, del 27 de Noviembre de 2019, de THE BOEING COMPANY: Un método para crear una estructura de material compuesto de cinta en capas de un perfil de sección transversal definido por un vacío dentro de una estructura de […]
Rigidizador en forma de sombrero compuesto, del 14 de Agosto de 2019, de THE BOEING COMPANY: Un rigidizador en forma de sombrero para reforzar un revestimiento de aeronave, comprendiendo el rigidizador en forma de sombrero: una tapa de sombrero que tiene una […]
Conjunto de panel compuesto para aeronave y procedimiento de fabricación del mismo, del 3 de Julio de 2019, de AIRBUS OPERATIONS, S.L: Un conjunto de panel compuesto para aeronave, que comprende: un primer panel que tiene unas caras superior e inferior, teniendo la cara inferior un rebaje en […]
Largueros compuestos curvos con punta cónica y paneles correspondientes, del 7 de Junio de 2019, de THE BOEING COMPANY: Un método para utilizar un panel estructural compuesto curvo en un área de carga elevada de un vehículo, comprendiendo el método: formar una diversidad de […]
Paneles estructurales compuestos y fuselajes de aeronave, del 6 de Junio de 2019, de THE BOEING COMPANY: Conjunto de fuselaje de aeronave que comprende: secciones y de piel primera y segunda que comprenden cada una además una pluralidad de […]