PROCEDIMIENTO DE FABRICACIÓN DE UNA PIEZA METÁLICA REFORZADA CON FIBRAS CERÁMICAS.
Procedimiento de fabricación de una pieza metálica reforzada de fibras cerámicas,
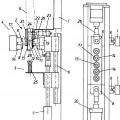
según el cual se mecanizan, en un cuerpo metálico (10) que presenta una cara superior (10A, 10B), al menos un alojamiento para una pieza de inserción, se dispone al menos una pieza de inserción (11), formada de un haz de fibras de matriz metálica, en el alojamiento, se coloca una cubierta metálica (12) sobre el cuerpo de manera que cubra la pieza de inserción (11), se suelda la cubierta (12) sobre el cuerpo metálico (10), se trata el conjunto del cuerpo metálico con la cubierta por compresión isostática en caliente y se mecaniza dicho conjunto tratado para obtener la citada pieza, caracterizado por el hecho de que la pieza de inserción (11) es rectilínea, y el alojamiento forma una ranura rectilínea (10A1, 10A2, 10B1, 10B2) que se prolonga más allá de la pieza de inserción y está abierta por cada extremo, siendo la citada ranura rellenada por una lengüeta (14) en el momento del cierre por medio de la cubierta (12)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/068294.
Solicitante: MESSIER-DOWTY SA.
Nacionalidad solicitante: Francia.
Dirección: ZONE AERONAUTIQUE LOUIS BREGUET 78140 VELIZY VILLACOUBLAY FRANCIA.
Inventor/es: DUCOS, DOMINIQUE, MASSON,Richard.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Diciembre de 2008.
Clasificación Internacional de Patentes:
- C22C47/00 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › Fabricación de aleaciones que contienen fibras o filamentos metálicos o no metálicos.
- C22C47/02A
Clasificación PCT:
- C22C47/06 C22C […] › C22C 47/00 Fabricación de aleaciones que contienen fibras o filamentos metálicos o no metálicos. › por moldeado de fibras o filamentos en una estructura preformada.p. ej. utilizando un ligante temporal para formar un elemento análogo o una manta.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania, Bosnia y Herzegovina, Bulgaria, República Checa, Estonia, Croacia, Hungría, Islandia, Noruega, Polonia, Eslovaquia, Turquía, Malta, Serbia.
PDF original: ES-2373388_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricaci6n de una pieza metalica reforzada con fibras ceramicas La presente invenci6n se refiere a la fabricaci6n de piezas metalicas que comprenden refuerzos internos formados de fibras ceramicas, y que comprenden la incorporaci6n de una pieza de inserci6n de material compuesto del tipo constituido de fibras ceramicas en una matriz metalica.
Con el fin de reducir la masa de las piezas metalicas al mismo tiempo que se asegura una mayor resistencia, principalmente a la tracci6n o a la compresi6n, se conoce incorporar fibras ceramicas en la masa. Se trata, por ejemplo, de fibras de carburo de silicio, SiC, que presentan una resistencia a la tracci6n y a la compresi6n ampliamente superior a la de un metal como el titanio.
La fabricaci6n de estas piezas pasa por la formaci6n previa de piezas de inserci6n a parir de hilos ceramicos de matriz metalica que comprenden una fibra ceramica revestida de metal. Se denominan tambien fibras CMM o hilos revestidos. El metal proporciona la elasticidad y la flexibilidad necesarias para su manipulaci6n.
Un procedimiento conocido de fabricaci6n de tales piezas con refuerzo comprende la realizaci6n de un bobinado de hilo endurecido alrededor de un mandril. El bobinado es a continuaci6n incorporado a un recipiente o cuerpo principal metalico en el cual se ha mecanizado previamente una ranura que forma el alojamiento par la pieza de inserci6n. La profundidad de la ranura es superior a la altura del bobinado. Sobre el recipiente se coloca una cubierta y se suelda a su periferia. La cubierta presenta una espiga de forma complementaria a la de la ranura, y su altura esta adaptada a la del bobinado situado en la ranura de manera que se llena la ranura. Se procede a continuaci6n a una etapa de compresi6n isostatica en caliente en el curso de la cual se deforma la cubierta y se comprime el bobinado por medio de la espiga.
La tecnica de compresi6n isostatica en caliente consiste en disponer la pieza en una envuelta donde es sometida a una presi6n elevada del orden de 1000 bares y a una temperatura igualmente elevada, del orden de 1000ºC durante algunas horas.
En el curso de ese tratamiento las vainas metalicas de los hilos revestidos se sueldan entre sf y con las paredes de la ranura, por difusi6n, para forma un conjunto denso compuesto de una aleaci6n metalica en el seno de la cual se extienden anularmente las fibras ceramicas. La pieza obtenida es a continuaci6n mecanizada a la forma deseada.
El procedimiento permite la fabricaci6n de piezas aeronauticas simetricas con respecto al eje, tales como discos de rotor o discos alabeados monobloques, pero tambien arboles, cuerpos de gato, carteres, etc.
La mecanizaci6n de la ranura en el cuerpo principal es diffcil de realizar principalmente debido a los pequenos radios en el fondo de la ranura. Este pequeno radio es necesario para permitir el alojamiento de una pieza de inserci6n que tiene una secci6n rectangular. La mecanizaci6n de la espiga correspondiente a la cubierta no es tampoco facil a causa de angulos que no desembocan.
La solicitante ha desarrollado un procedimiento de fabricaci6n de piezas de forma alargada y que incorporan una pieza de inserci6n con partes rectilfneas que contribuyen a la trasmisi6n de los esfuerzos de tracci6n y/o de compresi6n unidireccionales. Este procedimiento se describe en la solicitud de patente FR 07/05453, del 26 de julio de 2007. La solicitante ha desarrollado igualmente un procedimiento de fabricaci6n de una pieza de inserci6n rectilfnea. Este consiste en realizar una pieza de inserci6n en bruto en forma de bobina, en compactar esta en un recipiente por compresi6n isostatica en caliente y despues en mecanizar las piezas de inserci6n rectilfneas en el recipiente compactado. Un tal procedimiento se describe en la solicitud de patente FR 07/05454, del 26 de julio de 2007.
Sin embargo, cuando las piezas a realizar no son simetricas con respecto al eje, sino alargadas, con una forma ovalada o bien con partes rectilfneas, es diffcil de obtener un ajuste preciso en longitudes importantes. Ello es incluso mas diffcil para piezas de inserci6n formadas de hilos revestidos muy rfgidos, en raz6n de las fibras ceramicas, que obligan a la realizaci6n de alojamientos en los cuales se adapten perfectamente y no deban permitir escaparse a una fibra.
En lugar de fabricar la pieza de inserci6n separadamente y despues transferirla a la ranura del cuerpo principal, la patente FR 2886290, a nombre de Snecma, propone realizar, segun una variante, el bobinado directamente sobre el cuerpo principal. En lugar de una ranura, se practican dos resaltos en esta. El primero presenta una superficie de apoyo para el bobinado directo de un hilo revestido. Esta superficie es paralela a la direcci6n del bobinado. Cuando se acaba el bobinado, se reconstituye la ranura colocando una pieza sobre el cuerpo principal que es de forma complementaria a la del segundo resalto, formando una grada con respecto al primer resalto. Despues se dispone la cubierta con la espiga sobre la pieza de inserci6n que se acaba de bobinar y se procede a la compactaci6n del conjunto. Esta soluci6n no resuelve mas que parcialmente el problema de fabricaci6n, ya que el ensamble sigue siendo complejo.
De ese modo, las tecnicas actuales de fabricaci6n permiten crear piezas metalicas que comprenden uno o mas
refuerzos en compuestos de matriz metalica a partir del bobinado de fibras revestidas y de un recipiente - cuerpo y cubierta. Estas estructuras son apropiadas, pero tienen un coste de fabricaci6n elevado. En particular, la mecanizaci6n del cuerpo principal del recipiente con su cubierta representa una fracci6n importante del coste total de las piezas.
La solicitante se ha fijado como objetivo mejorar el procedimiento de fabricaci6n de piezas de forma alargada en el sentido de una simplificaci6n de las etapas de la gama y de una reducci6n de costes.
Se llega este objetivo, de acuerdo con la invenci6n, con un procedimiento de fabricaci6n de una pieza metalica reforzada de fibras ceramicas, segun el cual:
se mecaniza, en un cuerpo metalico que presenta una cara superior, un alojamiento para una pieza de inserci6n, se dispone una pieza de inserci6n formada de un haz de fibras de matriz metalica en el alojamiento, se coloca una cubierta metalica sobre el cuerpo de manera que se cubra la pieza de inserci6n, se suelda la cubierta sobre el cuerpo metalico, se trata el conjunto del cuerpo metalico con cubierta por compresi6n isostatica en caliente, y se mecaniza el citado conjunto tratado para obtener la mencionada pieza, caracterizado por el hecho de que la pieza de inserci6n es rectilfnea, el alojamiento forma una ranura rectilfnea abierta en cada extremo, siendo la citada ranura llenada por una lengOeta en el momento del cierre con la cubierta.
La invenci6n se basa en la constataci6n de que la mecanizaci6n de una ranura rectilfnea que atraviesa todo el cuerpo del recipiente es mucho mas sencilla de realizar que una ranura que no desemboca. La soluci6n de la invenci6n presenta un interes particular con la puesta en posici6n de dos piezas de inserci6n, de forma alargada, dispuestas segun dos ramas rectilfneas, paralelas o no. Segun la tecnica anterior, para obtener dos refuerzos internos longitudinales, se realiza previamente una pieza de inserci6n de forma anular con dos ramas rectilfneas unidas entre sf por dos partes en arco de cfrculo. A continuaci6n se mecaniza el alojamiento en funci6n de la forma precisa de la pieza de inserci6n. Ajustar la forma del alojamiento a la de la pieza de inserci6n ha revelado ser una operaci6n muy delicada y onerosa. De ese modo, suprimiendo el redondeado resulta la mecanizaci6n y la puesta en posici6n mas sencillos, sin sacrificar la resistencia de la pieza final, ya que las fibras trabajan esencialmente segun su direcci6n longitudinal en la secci6n central de la pieza.
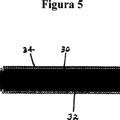
En la practica, la cubierta comprende una placa y una o varias lengOetas solidarias de la placa. Mas particularmente, la placa y la o las lengOetas se obtienen por mecanizaci6n de una misma placa gruesa. Segun una variante. La o las lengOetas y la aplaca forman piezas separadas.
De preferencia, se mecaniza un chaflan en el borde superior de la ranura que forma el alojamiento de la pieza de inserci6n. Este chaflan permite el asentamiento progresivo de la lengOeta sobre la pieza de inserci6n y obtener una deformaci6n progresiva, es decir, sin discontinuidad.
La invenci6n es particularmente ventajosa cuando la pieza de inserci6n es de secci6n transversal poligonal, particularmente rectangular.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricaci6n de una pieza metalica reforzada de fibras ceramicas, segun el cual se mecanizan, en un cuerpo metalico (10) que presenta una cara superior (10A, 10B) , al menos un alojamiento para una pieza de inserci6n, 5 se dispone al menos una pieza de inserci6n (11) , formada de un haz de fibras de matriz metalica, en el alojamiento, se coloca una cubierta metalica (12) sobre el cuerpo de manera que cubra la pieza de inserci6n (11) , se suelda la cubierta (12) sobre el cuerpo metalico (10) , se trata el conjunto del cuerpo metalico con la cubierta por compresi6n isostatica en caliente y se mecaniza dicho conjunto tratado para obtener la citada pieza, caracterizado por el hecho de que la pieza de inserci6n (11) es rectilfnea, y el alojamiento forma una ranura rectilfnea (10A1, 10A2, 10B1, 10B2) que se prolonga mas alla de la pieza de inserci6n y esta abierta por cada extremo, siendo la citada ranura rellenada por una lengOeta (14) en el momento del cierre por medio de la cubierta (12) .
2. Procedimiento segun la reivindicaci6n precedente, de acuerdo con el cual la lengOeta (14) es solidaria de una placa (12) que forma la cubierta.
3. Procedimiento segun la reivindicaci6n precedente, de acuerdo con el cual el cual la lengOeta es solidaria de la placa y es obtenida por mecanizaci6n de una placa gruesa para formar la cubierta.
4. Procedimiento segun la reivindicaci6n 1, en el que la lengOeta (14) esta separada de la placa (12) de 20 cubierta.
5. Procedimiento segun una de las reivindicaciones precedentes, de acuerdo con el cual se mecaniza un chaflan (10A1', 10A2', 10B1', 10B2') en el borde superior de la ranura (10A1, 10A2 10B1, 10B2) que forma el alojamiento de la pieza de inserci6n (11) .
6. Procedimiento segun una de las reivindicaciones precedentes, de acuerdo con el cual la pieza de inserci6n 25 es de secci6n transversal poligonal, particularmente rectangular, ovalada o circular.
7. Procedimiento segun una de las reivindicaciones precedentes, en el que la pieza de inserci6n se forma de fibras revestidas de metal ensambladas en forma de haz.
8. Procedimiento segun una de las reivindicaciones 1 a 6, de acuerdo con el cual la pieza de inserci6n se forma de fibras ceramicas en una matriz metalica.
9. Procedimiento segun una de las reivindicaciones precedentes, de acuerdo con el cual se dispone al menos una segunda pieza de inserci6n en l cuerpo metalico.
Patentes similares o relacionadas:
Masa de fibras metálicas y banda no tejida fabricada a partir de ella y su uso, del 19 de Febrero de 2020, de NV BEKAERT SA: Una masa de fibras metálicas, en la que las fibras metálicas de la masa de fibras metálicas - tienen una longitud discreta; - tienen una sección […]
Máquina de aleaciones en formato laminar y/o malla a partir de láminas de metales, aleaciones, aleaciones especiales, plásticos, poliuretanos, materiales nanotecnológicos y/o textiles, del 29 de Abril de 2015, de Technokontrol-Cat Global, SL: 1. Máquina de aleaciones en formato laminar y/o malla a partir de láminas de metales, aleaciones, aleaciones especiales, plásticos, poliuretanos, […]
 maquina de aleaciones en formato esferas a partir de redes y/o láminas de metales, aleaciones, aleaciones especiales, plásticos, poliuretanos, materiales nanotecnológicos y/o textiles, del 4 de Agosto de 2014, de Technokontrol-Cat Global, SL: 1. Máquina de aleaciones en formato esferas a partir de redes y/o láminas de metales, aleaciones, aleaciones especiales, plásticos, poliuretanos, materiales […]
maquina de aleaciones en formato esferas a partir de redes y/o láminas de metales, aleaciones, aleaciones especiales, plásticos, poliuretanos, materiales nanotecnológicos y/o textiles, del 4 de Agosto de 2014, de Technokontrol-Cat Global, SL: 1. Máquina de aleaciones en formato esferas a partir de redes y/o láminas de metales, aleaciones, aleaciones especiales, plásticos, poliuretanos, materiales […]
 Cono triturador para trituradora por compresión, del 21 de Marzo de 2012, de MAGOTTEAUX INTERNATIONAL SA: Cono triturador compuesto para trituradoras por compresión; dicho cono contiene una ferroaleación reforzada, al menos en parte , con carburo de titanio […]
Cono triturador para trituradora por compresión, del 21 de Marzo de 2012, de MAGOTTEAUX INTERNATIONAL SA: Cono triturador compuesto para trituradoras por compresión; dicho cono contiene una ferroaleación reforzada, al menos en parte , con carburo de titanio […]
 METODO PARA CONTROLAR LOS ELEMENTOS DE LA PREFORMA COMPUESTA DURANTE EL PROCESADO, del 22 de Enero de 2010, de ATLANTIC RESEARCH CORPORATION: Un método para retener las preformas compuestas de matriz de metal/fibra en su posición durante el procesado, incluyendo los pasos de posicionar […]
METODO PARA CONTROLAR LOS ELEMENTOS DE LA PREFORMA COMPUESTA DURANTE EL PROCESADO, del 22 de Enero de 2010, de ATLANTIC RESEARCH CORPORATION: Un método para retener las preformas compuestas de matriz de metal/fibra en su posición durante el procesado, incluyendo los pasos de posicionar […]
MATERIAL COMPUESTO DE FIBRAS CON MATRIZ METALICA Y PROCEDIMIENTO PARA SU FABRICACION., del 16 de Abril de 2006, de BOHLER-UDDEHOLM AKTIENGESELLSCHAFT: Material metalocerámico dotado de una matriz, que está formado por un metal pesado o una aleación similar, sobre todo formado por una aleación […]
CHAPA DE ESTRUCTURA MULTICAPA, DENOMINADA CHAPA SANDWICH., del 16 de Marzo de 2003, de USINOR: CHAPA DE ESTRUCTURA MULTICAPA LLAMADA CHAPA SANDWICH, COMPUESTA POR DOS REVESTIMIENTOS METALICOS LAMINADOS UNIDOS ENTRE SI POR UN ALMA EN LA QUE EL ALMA ESTA CONSTITUIDO […]
Procedimiento de fabricación de piezas con inserto de material compuesto de matriz metálica, del 6 de Junio de 2012, de MESSIER-BUGATTI-DOWTY: Procedimiento de fabricación de una pieza metálica (20; 50'; 70') reforzada por fibras cerámicas, que comprenden las etapas sucesivas siguientes: - […]