Procedimiento de fabricación de paneles recubiertos y un elemento de prensa.
Un procedimiento de fabricación de paneles de suelo recubiertos o paneles de mueble recubiertos,
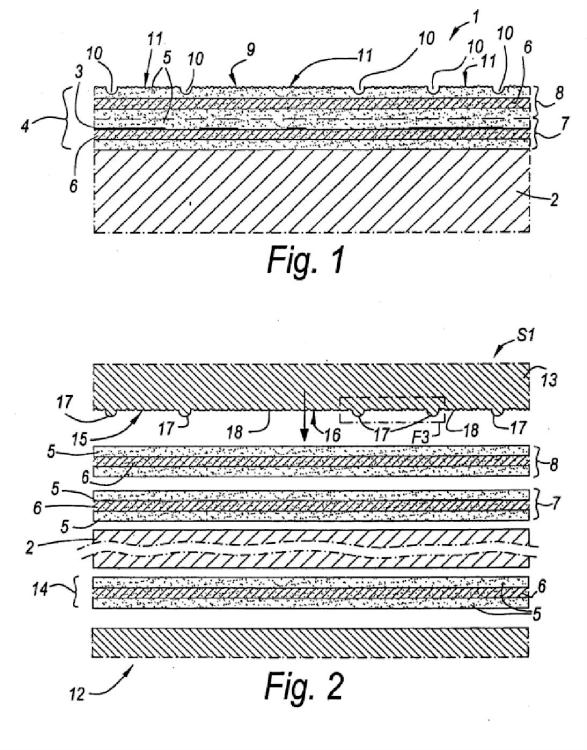
en el cual estos paneles (1) son del tipo que comprende al menos un sustrato (2), un elemento decorativo (3) y una capa superior (4) a base de material sintético (5), en el cual el procedimiento comprende al menos las siguientes etapas:
- producir un elemento de prensa (13), en el cual este elemento de prensa (13) está provisto de un relieve (16) en su superficie o lado de prensado (15), comprendiendo dicho relieve (16) unas zonas situadas más altas (17) y unas zonas situadas más bajas (18);
- formar los paneles recubiertos (1) anteriormente mencionados, en el cual se aplica dicho elemento de prensa (13) para formar unas porciones impresas (10) en el lado decorativo (9) de los paneles recubiertos (1) por medio de dicho relieve (16), y más en particular en el lado decorativo (9) de unos tableros, a partir de los cuales pueden obtenerse a continuación tales paneles recubiertos (1);
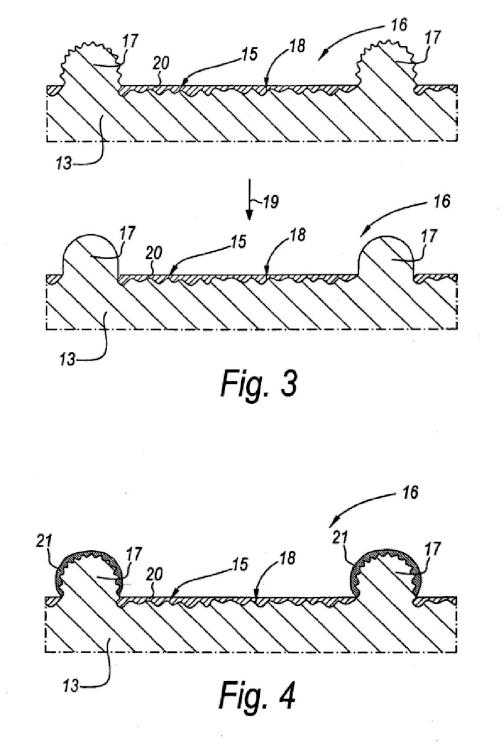
con la característica de que, cuando se produce dicho elemento de prensa (13), en una primera etapa se forma dicho relieve (16), o al menos una porción de este relieve (16), y en una segunda etapa subsiguiente (19) se realiza una estructura superficial que determina un grado de brillo mutuamente diferente en la superficie de, por un lado, al menos un número de dichas zonas situadas más altas (17) y, por otro lado, al menos un número de dichas zonas situadas más bajas (18).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09075213.
Solicitante: HUECK RHEINISCHE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Helmholtzstrasse 9 41747 Viersen ALEMANIA.
Inventor/es: MEERSSEMAN,LAURENT, SEGAERT,MARTIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B44B5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B44 ARTES DECORATIVAS. › B44B MAQUINAS, APARATOS O UTILES PARA TRABAJOS DE ARTE, p. ej. PARA ESCULPIR, ENTALLAR, CINCELAR, PIROGRABAR O MARQUETEAR (decoración del cuero C14B). › B44B 5/00 Máquinas o aparatos para estampar motivos decorativos o marcas, p. ej. para acuñación de moneda (ondulación de chapas o de tubos metálicos, estampado combinado con operaciones de trabajo de chapas B21D; gofrado de materias plásticas o de sustancias en estado plástico en general B29C 59/02; estampado del papel o del cartón en general B31F 1/07; repujado de una forma de impresión B41C 1/08; máquinas de impresión para realizar operaciones de impresión combinadas con estampado en relieve B41F 19/02; máquinas de escribir o mecanismos de impresión adaptados para estampación B41J 3/38; aparatos o dispositivos para el sellado en hueco B41K 1/30, B41K 3/16; aparatos para estampación con medios para deformar el material a sellar B41K 3/36; estampado del cuero C14B 1/56). › Matrices; Accesorios.
- B44C1/24 B44 […] › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 1/00 Procesos no expresamente previstos en otro lugar para la producción de efectos decorativos sobre superficies (decoración de textiles D06Q). › Prensado o estampado de dibujos ornamentales sobre superficies.
- B44C5/04 B44C […] › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- E04F15/00 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04F TRABAJOS DE ACABADO DEL EDIFICIO, p. ej. ESCALERAS, REVESTIMIENTOS DE SUELOS (ventanas, puertas E06B). › Revestimientos de suelos (escalones E04F 11/104; revestimientos no especialmente adaptados a los suelos E04F 13/00; encintados E04F 19/02; felpudos metálicos para limpiar las suelas del calzado A47L 23/24; de materiales semejantes a los de las carreteras E01C; suelos portantes E04B 5/00).
PDF original: ES-2507568_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de paneles recubiertos y un elemento de prensa
La presente invención se refiere a un procedimiento de fabricación de paneles de suelo recubiertos o paneles de mueble recubiertos.
Más en particular, la invención se refiere a un procedimiento de fabricación de paneles de suelo recubiertos o paneles de mueble recubiertos, del tipo que comprende un sustrato y una capa superior decorativa situada encima del mismo. Lo cual puede referirse, por ejemplo, a paneles de suelo que consistan sustancialmente en un sustrato, por ejemplo, un panel MDF o HDF (Tablero de Fibras de Densidad Media o de Alta Densidad) y una capa superior provista sobre el mismo, tal como una capa superior de laminado.
En particular, la invención se refiere a un procedimiento de fabricación de paneles recubiertos con motivos decorativos impresos, con una capa transparente o traslúcida de material sintético que se extiende sobre los mismos. Es sabido que dichos motivos decorativos pueden imprimirse directamente sobre el sustrato, sea o no por medio de capas de imprimación intermedias. Sin embargo, los motivos decorativos también pueden proporcionarse sobre una lámina de material, tal como una lámina de papel, que esté incorporada en dicha capa superior. La capa de material sintético transparente o traslúcida forma una capa protectora encima de los motivos decorativos y puede comprender, por ejemplo, partículas resistentes al desgaste, tales como óxido de aluminio. No queda excluido que esta capa protectora también comprenda una lámina de material, tal como una lámina de papel. Dicho panel de suelo laminado puede fabricarse, por ejemplo, de acuerdo con una técnica de DPL (Laminado de Presión Directa) o de HPL (Laminado a Alta Presión). En el caso de una técnica DPL, una o más láminas de material provistas de resina se introducen, junto con el sustrato, en un dispositivo de prensa en el cual, por medio de un elemento de prensa y bajo la influencia de un aumento de presión y temperatura, se conectan la una a la otra así como al sustrato. En el caso de una técnica HPL, se forma la capa superior por separado en base a dos o más láminas de material provistas de resina, antes de proporcionar sobre el sustrato la capa superior así obtenida, por ejemplo, pegándola al sustrato.
Además, se conoce, por ejemplo a partir del documento WO 01/96689, que en la superficie o el lado decorativo de tales paneles recubiertos, puede formarse un relieve de porciones impresas por medio del cual puede imitarse la estructura natural del motivo representado en dicho elemento decorativo. De esta manera, por ejemplo, en caso de que el elemento decorativo represente un motivo de madera, puede trabajarse con un relieve que imite una estructura de madera. Dicha estructura de madera puede corresponderse posiblemente con el elemento decorativo subyacente, por lo que se obtienen las denominadas impresiones en coincidencia con el elemento decorativo impreso.
Para realizar un relieve en el lado decorativo, tal como es sabido, se aplican elementos de prensa estructurados. Para fabricar tales elementos de prensa, se conocen diversas técnicas, por ejemplo a partir del documento WO 2006/0066776, en el cual se ha basado el preámbulo de la reivindicación 1. El documento WO 2006/0066776 da a conocer unos elementos de prensa que tienen unas zonas con diferentes grados de brillo. Sin embargo, los elementos de prensa obtenidos por medio de tales procedimientos aún dejan mucho que desear.
Los documentos EP-A-2 060 658 y EP-A-2 045 363, ambos amparados por el Art. 54(3), y ninguno de ellos relevante para la cuestión de la actividad inventiva, dan a conocer procedimientos de fabricación de elementos de prensa que tienen zonas con diferentes grados de brillo.
La presente invención apunta a un procedimiento alternativo para fabricar paneles de suelo recubiertos o paneles de mueble recubiertos que, de acuerdo con diversas realizaciones preferidas de la invención, puede ofrecer ventajas con respecto al estado de la técnica.
Con este objetivo, la presente invención se refiere a un procedimiento de fabricación de paneles de suelo recubiertos o paneles de mueble recubiertos, en el cual estos paneles son del tipo que comprende al menos un sustrato, un elemento decorativo y una capa superior sobre una base de material sintético, en el cual el procedimiento comprende al menos las siguientes etapas:
- producir un elemento de prensa, en el cual este elemento de prensa está provisto de un relieve en su superficie o lado de prensado, comprendiendo dicho relieve unas zonas situadas más altas y unas zonas situadas más bajas;
- formar los paneles recubiertos anteriormente mencionados, en el cual dicho elemento de prensa se aplica para formar unas porciones impresas en el lado decorativo de los paneles recubiertos por medio de dicho relieve, y más en particular en el lado decorativo de unos tableros, a partir de los cuales pueden obtenerse a continuación tales paneles recubiertos;
con la característica de que, al producir dicho elemento de prensa, en una primera etapa se forma dicho relieve, o al menos una porción de este relieve, y en una segunda etapa subsiguiente se realiza una estructura superficial que determina un grado de brillo mutuamente diferente en la superficie de, por un lado, al menos un número de dichas zonas situadas más altas, y por otro lado, al menos un número de dichas zonas situadas más bajas.
Por "Determinar el grado de brillo" se quiere significar que, por medio de las respectivas zonas, se forman unas correspondientes zonas con diferente grado de brillo en el lado decorativo del panel recubierto formado. Preferiblemente, esto se refiere a una diferencia en el grado de brillo que se manifiesta claramente como mate y como brillante en el lado decorativo de los paneles recubiertos. Preferiblemente, se obtiene una diferencia del grado de brillo en el lado decorativo, en el cual las zonas mate tienen un grado de brillo de 10, o mejor aún inferior a 10, mientras que las zonas brillantes tienen un grado de brillo superior a 10, o mejor aún superior a 20. Independientemente del respectivo grado de brillo absoluto, en el lado decorativo del panel recubierto se obtiene una diferencia entre las zonas brillantes y zonas mate de al menos 10, todo ello medido según DIN 67530.
Cuando se mide el grado de brillo de la placa de prensado, una zona brillante corresponde preferentemente a un grado de brillo superior a 40, y mejor aún superior a 100, y una zona mate a un grado de brillo inferior a 40, medido también según DIN 67530.
Resulta obvio que las zonas situadas más altas en el elemento de prensa resultan en unas porciones impresas del panel recubierto obtenido situadas más profundas. Debido al hecho de que las zonas, de acuerdo con su nivel en el elemento de prensa, pueden estar provistas de otro grado de brillo, es posible lograr de manera suave efectos especiales en el lado decorativo de los paneles recubiertos fabricados, tales como efectos especiales de profundidad. Además, en el lado decorativo de tal panel recubierto, pueden realizarse mejores imitaciones de ciertos productos naturales, tales como determinadas especies de madera.
Debe observarse que dicha estructura superficial que determina el grado de brillo puede obtenerse realizando una microestructura, tal como una rugosidad, en la respectiva superficie de la placa de prensado y/o formando una capa de cubierta en la respectiva superficie, tal como una capa de cromo.
Preferiblemente, para dicho elemento de prensa se aplica una placa que sea sustancialmente plana por el lado de prensado, estando provista dicha placa de unas porciones sobresalientes que forman dichas zonas situadas más altas, y las áreas sustancialmente planas que quedan entre las mismas forman dichas zonas situadas más bajas. Debe observarse que tales porciones sobresalientes preferiblemente no sobresalen más de 1 mm, y mejor aún no más de 0,5 mm, por encima de las zonas situadas más bajas. También resulta obvio que entre las zonas situadas más bajas pueden existir diferencias de nivel, que preferiblemente no serán superiores a 0,2 mm, y mejor aún no superiores a 0,07 mm.
Preferiblemente, para el material del elemento de prensa de la invención se aplica un metal, tal como una aleación de acero o una aleación de cobre.
En la etapa de formación de los paneles recubiertos, preferiblemente se hará uso de la técnica de DPL anteriormente mencionada.
Preferiblemente, las zonas situadas más altas del elemento de prensa muestran una estructura superficial determinante del grado de brillo sobre la mayor parte de su superficie, que difiere de la estructura superficial determinante del grado de brillo de la mayor parte de las zonas situadas más... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de fabricación de paneles de suelo recubiertos o paneles de mueble recubiertos, en el cual estos paneles (1) son del tipo que comprende al menos un sustrato (2), un elemento decorativo (3) y una capa superior (4) a base de material sintético (5), en el cual el procedimiento comprende al menos las siguientes etapas:
- producir un elemento de prensa (13), en el cual este elemento de prensa (13) está provisto de un relieve (16) en su superficie o lado de prensado (15), comprendiendo dicho relieve (16) unas zonas situadas más altas (17) y unas zonas situadas más bajas (18);
- formar los paneles recubiertos (1) anteriormente mencionados, en el cual se aplica dicho elemento de prensa (13) para formar unas porciones impresas (10) en el lado decorativo (9) de los paneles recubiertos (1) por medio de dicho relieve (16), y más en particular en el lado decorativo (9) de unos tableros, a partir de los cuales pueden obtenerse a continuación tales paneles recubiertos (1);
con la característica de que, cuando se produce dicho elemento de prensa (13), en una primera etapa se forma dicho relieve (16), o al menos una porción de este relieve (16), y en una segunda etapa subsiguiente (19) se realiza una estructura superficial que determina un grado de brillo mutuamente diferente en la superficie de, por un lado, al menos un número de dichas zonas situadas más altas (17) y, por otro lado, al menos un número de dichas zonas situadas más bajas (18).
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque para dicho elemento de prensa (13) se aplica una placa, que es sustancialmente plana en el lado de prensado (15), en el cual dicha placa está provista de unas porciones sobresalientes y estas porciones sobresalientes forman dichas zonas situadas más altas (17), y las áreas sustancialmente planas que quedan entre las mismas forman dichas zonas situadas más bajas (18).
3. Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado porque dichas zonas situadas más altas
(17) muestran una estructura superficial determinante del grado de brillo sobre la mayor parte de su superficie, que difiere de la estructura superficial determinante del grado de brillo de la mayor parte de las zonas situadas más bajas
(18) , en las cuales las zonas situadas más altas (17) preferiblemente muestran un mayor grado de brillo que las zonas situadas más bajas (18).
4. Procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque el elemento de prensa (13) está provisto de un relieve (16) que tiene la forma de una estructura de madera, en el cual dichas zonas situadas más altas (17) comprenden al menos poros de madera de esta estructura de madera y en el cual, preferiblemente, sustancialmente sólo los poros de madera están provistos de la estructura superficial que determina un grado de brillo diferente.
5. Procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque la superficie de las zonas situadas más altas (17), que está provista de un grado de brillo diferente con respecto a la superficie de las zonas situadas más bajas (18), tiene un mayor grado de brillo.
6. Procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque dicho elemento decorativo (3) representa un motivo y porque dicho relieve (16) y el motivo de dicho elemento decorativo (3) concuerdan entre sí, de tal modo que las porciones impresas (10) del lado decorativo (9) imiten dicho motivo al menos parcialmente, o coincidan al menos parcialmente con el mismo.
7. Procedimiento de acuerdo con cualquiera de las reivindicaciones precedentes, caracterizado porque en la etapa de producción de dicho elemento de prensa (13), por un lado, se lleva a cabo una primera serie de tratamientos en el elemento de prensa (13), en la cual se forman al menos dichas zonas situadas más altas (17) y, por otro lado, se lleva a cabo al menos una segunda serie de tratamientos en el elemento de prensa (13), en la cual sustancialmente sólo las zonas situadas más altas (17), o sólo las zonas situadas más bajas (18) de este elemento de prensa (13) se ven sometidas a esta segunda serie de tratamientos.
8. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque al llevar a cabo al menos una parte de dicha segunda serie de tratamientos, se protegen física o químicamente del tratamiento en cuestión las zonas situadas más bajas (18) o las zonas situadas más altas (17), respectivamente, del relieve ya formado.
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque dicha protección se logra por medio de una capa de material (20) proporcionada sobre la respectiva zona (17-18), siendo dicha capa de material resistente al respectivo tratamiento y pudiendo retirarse o no la misma, tras efectuar esta segunda serie de tratamientos.
10. Procedimiento de acuerdo con cualquiera de las reivindicaciones 7 a 9, caracterizado porque dicha primera serie de tratamientos comprende uno de los siguientes tratamientos, o una combinación de dos o más de los mismos:
- un tratamiento de grabado químico o electroquímico;
- un tratamiento de mecanización por medio de una herramienta mecánica;
- un tratamiento de mecanización de la lista de erosión por chispa, tratamiento láser y tratamiento ultrasónico;
- un tratamiento de pulido mecánico o galvánico;
- un tratamiento en el cual se aplica una capa de recubrimiento;
- un cromado;
- un tratamiento en el cual se obtiene una microestructura mate en el relieve.
11. Procedimiento de acuerdo con cualquiera de las reivindicaciones 7 a 10, caracterizado porque dicha segunda
serie de tratamientos comprende uno de los siguientes tratamientos, o una combinación de dos o más de los mismos:
un tratamiento de grabado químico o electroquímico; un tratamiento de pulido mecánico o galvánico; un tratamiento en el cual se aplica una capa de recubrimiento; un cromado duro;
un tratamiento en el cual se obtiene una microestructura brillante en dichas porciones sobresalientes.
Patentes similares o relacionadas:
Procedimiento para la producción de un laminado, del 24 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la producción de un laminado multicapa, presentando cada capa del laminado una banda de papel impregnada con resina sintética, […]
Moldura en material mineral, del 11 de Junio de 2020, de MARMOLES IZQUIERDO S.L: 1. Moldura en material mineral, de especial aplicación en la industria del arte funerario, así como en la construcción en general, caracterizado porque […]
Método de fabricación de un panel de construcción, del 10 de Junio de 2020, de VALINGE INNOVATION AB: Un método de fabricación de un panel de construcción con una capa de superficie decorativa, un núcleo y una capa (3') de equilibrio y/o protectora, en donde el método […]
Procedimiento para fabricar un tablero de material derivado de la madera resistente a la abrasión y línea de producción para ello, del 13 de Mayo de 2020, de FLOORING TECHNOLOGIES LTD.: Procedimiento para la fabricación de un tablero de material derivado de la madera resistente a la abrasión con una cara superior y una cara inferior, estando prevista […]
Panel con capa decorativa así como procedimiento para la impresión de placas, del 29 de Abril de 2020, de Xylo Technologies AG: Panel , en particular panel de pared, cubierta o suelos, que comprende una placa soporte , placa soporte que está provista al menos sobre […]
Tablero laminado, del 15 de Abril de 2020, de SWISS KRONO Tec AG: Tablero laminado, que presenta un núcleo de al menos una capa de un papel impregnado de resina sintética y dos caras externas, caracterizado porque […]
Procedimiento y dispositivo de producción de una superficie estructurada, del 8 de Abril de 2020, de Hymmen GmbH Maschinen- und Anlagenbau: Procedimiento de producción de una superficie decorativa en una pieza de trabajo con las siguientes etapas: - suministrar (S10) la pieza de trabajo , que […]
Método para fabricar paneles con una superficie decorativa, del 25 de Marzo de 2020, de Unilin BVBA: Método para fabricar paneles con una superficie decorativa, en el que dichos paneles comprenden al menos un sustrato y una capa superior , en el que dicha capa […]