PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA JUNTA COMPUESTA, ESPECIALMENTE PARA UN AUTOMÓVIL, CON UN ELEMENTO DE JUNTA Y UN SOPORTE, ASÍ COMO UNA JUNTA COMPUESTA DE ESTE TIPO.
Procedimiento para fabricar una junta compuesta (10) , especialmente para un automóvil,
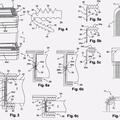
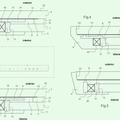
que comprende un primer elemento de junta (20) , un segundo elemento de junta (50) y un soporte (90) , comprendiendo el procedimiento los siguientes pasos: a. posicionamiento del primer elemento de junta (20) y del soporte (90) en un espacio hueco de una herramienta de moldeo por inyección (120) ; b. introducción de una masa de moldeo por inyección en el espacio hueco, de tal forma que el segundo elemento de junta (50) queda moldeado y unido con el soporte (90) por unión de materiales, siendo evacuado el aire desplazado en el espacio hueco por la introducción de la masa de moldeo por inyección, a través de una salida de aire (160) formada por una capa (170) permeable al aire dispuesta entre el primer elemento de junta (20) y el soporte (90) , a un espacio intermedio (162) formado entre el primer elemento de junta (20) y el soporte (90) ; c. vulcanización de la masa de moldeo por inyección y d. extracción de la junta compuesta (10) de la herramienta de moldeo por inyección (120) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/053578.
Solicitante: METZELER AUTOMOTIVE PROFILE SYSTEMS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BREGENZER STRASSE 133 88131 LINDAU ALEMANIA.
Inventor/es: STERK,Thomas, HOHL,Georg.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Marzo de 2008.
Clasificación PCT:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/34 B29C 45/00 […] › teniendo medios de ventilación.
- B60J10/02
- B60J10/04
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2369439_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de una junta compuesta, especialmente para un automóvil, con un elemento de junta y un soporte, así como una junta compuesta de este tipo La presente invención se refiere a un procedimiento para la fabricación de una junta compuesta, especialmente para un automóvil, comprendiendo la junta compuesta un elemento de junta y un soporte. Además, la invención se refiere a una junta compuesta de este tipo.
Frecuentemente, los automóviles presentan puertas equipadas tanto con una luna que se puede subir y bajar, como con una luna fija. Para poder estanqueizar tanto la luna fija como la luna móvil, frecuentemente está prevista un alma entre dichas lunas, en la que está dispuesta una junta compuesta para estanqueizar y guiar la luna móvil y para estanqueizar y sujetar la luna fija. De la manera convencional, un procedimiento de fabricación para una junta compuesta de este tipo resulta muy complicado. En particular, hasta ahora era necesario fabricar una junta compuesta de este tipo en varios procedimientos individuales sucesivos. Hasta ahora, se fabricaban por separado varios elementos de junta y se disponían en la puerta durante el montaje final. Habitualmente, uno de los elementos de junta se fabrica mediante moldeo por inyección uniéndose por inyección un soporte de metal. A este respecto, frecuentemente se forman burbujas de aire en la superficie de contacto entre el soporte y la masa de moldeo por inyección. Además, frecuentemente era necesario calentar y doblar un elemento de junta separado para la luna móvil. A este respecto, frecuentemente se producían abolladuras.
Un procedimiento y un dispositivo para la fabricación de un tubo flexible perfilado se dan a conocer en el documento WO2006/035180A1. El tubo flexible perfilado está hecho de un material termoplástico, por ejemplo, de PVC, de poliuretano o de goma sintética. El tubo flexible perfilado enmarca y engasta un acristalamiento. Para fabricar una unión de materiales entre el tubo flexible perfilado y el acristalamiento, el acristalamiento se inserta en un molde de inyección que comprende dos mitades de molde. Adicionalmente, en la mitad de molde se inserta un sistema de estanqueización que comprende varios labios que sirven para producir aberturas de purga entre el acristalamiento y el molde de inyección. Después de cerrar el molde de inyección, se produce el tubo flexible perfilado mediante la inyección de uno de los materiales mencionados anteriormente. Para ello, el aire existente en el espacio hueco de la herramienta de moldeo por inyección puede escapar a través de la abertura de purga formada por medio de los labios.
El documento WO97/47456A1 da a conocer un módulo de ventana y un procedimiento para la fabricación del módulo de ventana. El procedimiento prevé insertar un soporte y una junta en un molde de inyección e inyectar un polímero, por ejemplo EPDM. De esta forma, queda formada una tira de junta que envuelve el soporte produciendo una unión de materiales entre una luna y la junta.
Una junta y un procedimiento para la fabricación de una junta se da a conocer en el documento WO2006/067622A1. La junta comprende un alma de separación que divide en dos partes el marco de ventana de la puerta de un automóvil, de tal forma que se alojan una luna fija y una luna móvil. Para fabricar el alma de separación, un elemento de junta se fija a un soporte por unión positiva y, a continuación, se introduce en un molde de inyección junto con la luna fija. Después se aplica por inyección otro elemento de junta.
El documento WO2008/119706A1 da a conocer una junta compuesta para un automóvil y un procedimiento para su fabricación. La junta compuesta presenta dos elementos de junta hechos de materiales distintos. El primer elemento de junta, que estanqueiza una luna fija, se compone de un primer material y se fija a un soporte mediante moldeo por inyección. El segundo elemento de junta se aplica en el soporte después del moldeo por inyección del primer elemento de junta.
La invención tiene el objetivo de proporcionar un procedimiento para la fabricación de una junta compuesta, especialmente para un automóvil, de tal forma que la junta compuesta pueda fabricarse de manera sencilla garantizando una unión fiable y duradera entre el elemento de junta y el soporte.
Este objetivo se consigue mediante un procedimiento según la reivindicación 1 y una junta compuesta según la reivindicación 6. Algunas variantes preferibles de la invención se definen en las reivindicaciones 2 a 5 y 7 a 15.
Con el procedimiento según la invención se puede realizar una purga adecuada del aire desplazado en el espacio hueco durante el procedimiento de moldeo por inyección. De esta manera, se evita la formación de burbujas de aire en la zona de la superficie del soporte. Por lo tanto, se consigue una unión de materiales fiable y duradera entre el elemento de junta formado por la masa de moldeo por inyección y el soporte. Se desplaza el aire de la zona que se llena con la masa de moldeo por inyección para formar el elemento de junta. El espacio hueco original de la herramienta se reduce por el volumen del soporte introducido en la herramienta de moldeo por inyección. Como masa de moldeo por inyección se usa, preferentemente, un material elastómero.
El aire se evacua a un espacio intermedio situado especialmente dentro de la herramienta de moldeo por inyección, pero no en la zona del espacio hueco. Dicho espacio intermedio queda formado por otro elemento de junta introducido en la herramienta de moldeo por inyección junto con el soporte. Esto se describe con más detalle más adelante. En este caso, por tanto, no es necesaria la formación de un canal de purga en las mitades de la herramienta de moldeo por inyección, ya que el aire queda desplazado dentro de la herramienta a una zona que especialmente no influye en la unión entre la masa de moldeo por inyección y el soporte. Alternativamente o adicionalmente, sin embargo, puede preverse un canal de purga de este tipo.
En una variante adicional o alternativa del procedimiento, el aire escapa, al menos en parte, de la herramienta de moldeo por inyección. Esto puede producirse también en caso de una realización del espacio intermedio antes descrito.
El aire se evacua a través de una capa permeable al aire como salida de aire. Una capa de este tipo puede realizarse con medios sencillos y posicionarse en el lugar deseado. Esta capa permeable al aire está prevista entre el elemento de junta y el soporte.
Además, preferentemente, en el espacio hueco se posiciona un macho de molde que determina la forma del elemento de junta. Dicho macho de molde, preferentemente, se pone en contacto con el soporte, al menos por tramos, para lograr una fijación adecuada del soporte en el espacio hueco de la herramienta. En una forma de realización preferible, el soporte y el espacio hueco o el elemento de junta se extienden a lo largo de una dirección longitudinal. En este caso, el macho de molde que de manera ventajosa también se extiende a lo largo de dicha dirección longitudinal puede ponerse en contacto en el soporte por tramos o puntualmente. De esta manera, el soporte queda sujeto en la herramienta de moldeo por inyección adicionalmente a través del macho de molde. Además, un macho de molde que, visto en sección transversal, está realizado de forma variable a lo largo de la dirección longitudinal permite, entre los tramos que están en contacto, una realización adecuada del canal para el alojamiento posterior de la luna. Preferentemente, estos tramos de contacto del macho de molde se encuentran a una distancia equidistante en la dirección longitudinal.
No obstante, como macho de molde de este tipo también puede posicionarse en el espacio hueco un elemento de junta adicional, preferentemente extrusionado. Dicho elemento de junta adicional se fija al soporte. El elemento de junta adicional se fija al soporte por unión positiva antes de introducir el soporte en la herramienta de moldeo por inyección. De esta manera, por ejemplo, es posible montar ya previamente el elemento de junta para la luna móvil y, dado el caso, fijarlo adicionalmente como consecuencia del procedimiento de moldeo por inyección, por ejemplo, mediante inyección total o parcial.
Además, dicho perfil de junta puede dotarse de una capa permeable al aire y/o usarse también para formar el espacio intermedio para el aire desplazado.
En otra variante preferible del procedimiento, en el espacio hueco se posiciona una unidad de sujeción para sujetar el soporte y/o el elemento de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar una junta compuesta (10) , especialmente para un automóvil, que comprende un primer elemento de junta (20) , un segundo elemento de junta (50) y un soporte (90) , comprendiendo el procedimiento los siguientes pasos:
a. posicionamiento del primer elemento de junta (20) y del soporte (90) en un espacio hueco de una herramienta de moldeo por inyección (120) ;
b. introducción de una masa de moldeo por inyección en el espacio hueco, de tal forma que el segundo elemento de junta (50) queda moldeado y unido con el soporte (90) por unión de materiales, siendo evacuado el aire desplazado en el espacio hueco por la introducción de la masa de moldeo por inyección, a través de una salida de aire (160) formada por una capa (170) permeable al aire dispuesta entre el primer elemento de junta (20) y el soporte (90) , a un espacio intermedio (162) formado entre el primer elemento de junta (20) y el soporte (90) ;
c. vulcanización de la masa de moldeo por inyección y
d. extracción de la junta compuesta (10) de la herramienta de moldeo por inyección (120) .
2. Procedimiento según la reivindicación 1, caracterizado porque el aire es evacuado al menos en parte del espacio intermedio (162) de la herramienta de moldeo por inyección (120) .
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque un macho de molde (150) que determina la forma del segundo elemento de junta (50) se dispone en el espacio hueco.
4. Procedimiento según la reivindicación 3, caracterizado porque el macho de molde (150) se dispone estando en contacto con el soporte (90) al menos por secciones.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque una unidad de sujeción
(12) para sujetar el soporte (90) y/o el elemento de junta (20) se posiciona en el espacio hueco.
6. Junta compuesta, especialmente para un automóvil, que está fabricada según el procedimiento según una de las reivindicaciones 1 a 5 y que comprende: un primer elemento de junta (20) , un segundo elemento de junta (50) y un soporte (90) , estando inmovilizado el primer elemento de junta (20) en el soporte (90) por unión positiva, estando unido el segundo elemento de junta (50) con el soporte (90) por unión de materiales mediante moldeo por inyección, y estando provisto el primer elemento de junta (20) con una capa (170) permeable al aire para evacuar el aire.
7. Junta compuesta según la reivindicación 6, caracterizada porque el primer elemento de junta (20) presenta una sección de junta (30) y una sección de fijación (40) .
8. Junta compuesta según la reivindicación 6 ó 7, caracterizada porque la capa (170) permeable al aire está en contacto con el soporte (90) .
9. Junta compuesta según la reivindicación 8, caracterizada porque la capa (170) permeable al aire desemboca en una superficie exterior (22) del primer elemento de junta (20) .
10. Junta compuesta según la reivindicación 8 ó 9, caracterizada porque la capa (170) permeable al aire está formada por un contorno predeterminado de la superficie exterior (22) del primer elemento de junta, preferentemente por un estriado.
11. Junta compuesta según la reivindicación 8 ó 9, caracterizada porque la capa (170) permeable al aire se compone de un flocado, de papel, de cartón o de una tela no tejida.
12. Junta compuesta según una de las reivindicaciones 6 a 11, caracterizada porque el soporte (90) comprende un lado exterior (102, 112) y un lado interior (104, 114) , estando dispuesto el primer elemento de junta
(20) en el lado exterior (102, 112) y estando dispuesto el segundo elemento de junta (50) en el lado interior (104, 114) .
13. Junta compuesta según la reivindicación 12, caracterizada porque el soporte (90) comprende una cavidad (108, 118) para el engrane por unión positiva de un saliente (44, 46) del segundo elemento de junta (50) .
14. Junta compuesta según una de las reivindicaciones 6 a 13, caracterizada porque el soporte (90) se extiende a lo largo de una dirección longitudinal (L) y el primer elemento de junta (20) presenta una sección transversal variable en la dirección longitudinal (L) .
15. Junta compuesta según una de las reivindicaciones 6 a 14, caracterizada porque el soporte (90) está configurado con una sección transversal en forma de H, de L o de U.
Patentes similares o relacionadas:
Acristalamiento que comprende un elemento de refuerzo y su procedimiento de fabricación, del 21 de Diciembre de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado […]
Acristalamiento que comprende un elemento de refuerzo y su método de producción, del 10 de Agosto de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado sobre […]
Elemento perfilado para unir un componente a una luna de vehículo fija, del 20 de Julio de 2016, de ELKAMET KUNSTSTOFFTECHNIK GMBH: Elemento perfilado para unir un componente a una luna de vehículo con un cuerpo perfilado que se puede fijar a una primera […]
Disposición de hermetización para lunas de vehículos, procedimiento para su construcción y su utilización, del 29 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de hermetización para lunas de vehículos con - una luna , - un ala de sujeción unido con la luna y - un cierre […]
Disposición de junta para lunas de vehículo, procedimiento para su producción y su uso, del 1 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de junta para una luna de vehículo, comprendiendo al menos: - un carril de sujeción con un canal de bloqueo , que está conformado por un carril de […]
 Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
 Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Material laminado de capas múltiples, que tiene al menos una capa de vidrio, del 21 de Diciembre de 2015, de BASELL POLIOLEFINE ITALIA S.R.L.: Un material laminado de capas múltiples que comprende al menos una capa de vidrio y que tiene una mejor estabilidad térmica, donde dicho material laminado comprende una capa […]