PROCEDIMIENTO PARA LA FABRICACION DE UN GUARNECIDO DE TECHO DE VEHICULO.
Procedimiento de fabricación de un guarnecido de techo de vehículo caracterizado por que está constituido por las siguientes etapas:
a.) Se dispone de una primera capa formada por una primera lámina (1) de revestimiento destinada a situarse en la cara oculta del guarnecido (5) de techo;
b.) Se fija la primera capa formada por una primera lámina (1) de revestimiento, extendida, sobre un bastidor (7) donde en esta primera lámina se identifica una primera cara (1.1) destinada a recibir un cableado (11); y la segunda cara (1.2), opuesta a la primera (1.1), destinada a quedar enfrentada a la chapa (4) del techo del vehículo;
c.) Se extiende sobre la primera cara (1.1) de la primera lámina (1) de revestimiento un cableado (11) de configuración plana y con conectores (12) en sus extremos donde estos conectores (12) están destinados a llevar a cabo una conexión eléctrica; y, donde la primera lámina (1) de revestimiento presenta cortes (10) para el paso de al menos un conector (12) a la segunda cara (1.2)de la primera lámina (1) de revestimiento de tal modo que el o los conectores (12) situados en la segunda cara (1.2) quedan posicionados en su posición final respecto del bastidor (7) en correspondencia con los dispositivos (6) destinados a ser montados sobre el guarnecido (5) de techo;
d.) Se dispone de un molde de conformado (14) de guarnecidos (5) de techo, formado por un molde (14.1) y un contramolde (14.2), en el que se encuentra fijo el conjunto (15) formado por el bastidor (7) con la primera lámina (1) de revestimiento, el cableado (11) y sus conectores (12) de tal modo que, o bien el molde (14.1) o bien el contramolde (14.2) disponen de cavidades (14.4) destinadas a albergar los conectores (12);
e.) Se incorpora al molde de conformado (14) el resto de capas (16) que constituyen el guarnecido (5) de techo, estando constituidas estas capas por al menos un soporte (2) y una segunda lámina (3) de revestimiento decorativo, quedando dichas capas (16) en correspondencia con la primera cara (1.1) de la primera lámina (1) de revestimiento de tal modo que el cableado (11) queda situado entre la primera lámina (1) de revestimiento y el resto de capas (16) aportadas;
f.) Se lleva a cabo el conformado del laminado mediante el cierre del molde de conformado (14) para la obtención de un laminado conformado (17);
g.) Se lleva a cabo la apertura del molde de conformado (14) así como retirada del laminado conformado (17) de su interior;
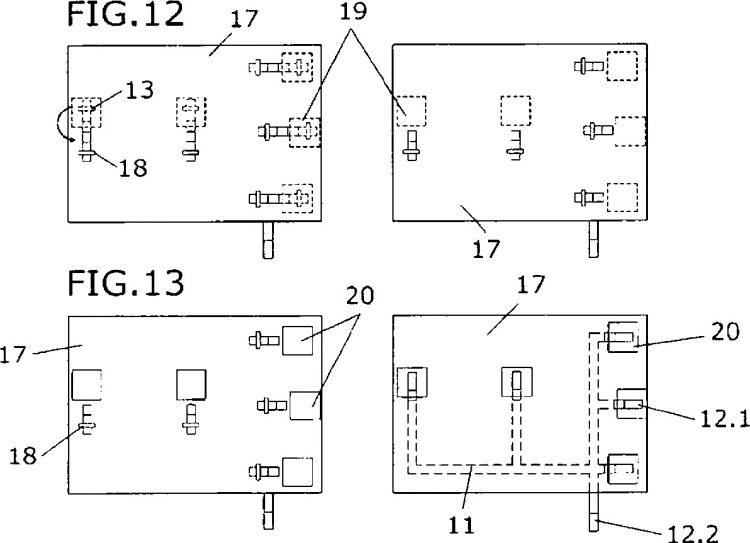
h.) Se lleva a cabo el corte de las áreas (19) correspondientes a los dispositivos (6) destinados a ser montados sobre el guarnecido (5) de techo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07381078.
Solicitante: GRUPO ANTOLIN-INGENIERIA, S.A..
Nacionalidad solicitante: España.
Inventor/es: TABLIEGA GARCIA,SANTOS, GUTIERREZ FERNANDEZ,ROBERTO, ESCUDERO DELGADO,JESUS VICENTE.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Diciembre de 2007.
Fecha Concesión Europea: 16 de Junio de 2010.
Clasificación Internacional de Patentes:
- B60R13/02C2
Clasificación PCT:
- B60R16/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 16/00 Circuitos eléctricos o circuitos de fluidos especialmente adaptados a vehículos y no previstos en otro lugar; Disposiciones de elementos de circuitos eléctricos o circuitos de fluido especialmente adaptados a vehículos y no previstos en otro lugar. › eléctricos.
- B62D25/06 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 25/00 Subconjuntos de carrocería; Elementos o detalles de ellos no previstos en otro lugar. › Techos fijos (techos separables o techos con paneles móviles B60J 7/00; tapizados de techos B60R 13/02; elementos de aislamiento B60R 13/08).
- B62D65/06 B62D […] › B62D 65/00 Diseño, fabricación, p.ej. ensamblado o medidas encaminadas a facilitar el desensamblaje o la modificación estructural de vehículos de motor o remolques, no previstos en otro lugar. › los subconjuntos o componentes siendo puertas, ventanillas, techos que se pueden abrir, tapas, capós o sus juntas o sus bandas de estanqueidad contra la intemperie.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de un guarnecido de techo de vehículo.
Objeto de la invención
La presente invención se refiere a un procedimiento para la obtención de guarnecidos para el interior de vehículos automóviles, concretamente, guarnecidos del tipo sándwich formados por más de una capa y que incorporan entre dos de sus capas el cableado para la alimentación eléctrica de los distintos dispositivos que se monten sobre el guarnecido. Adicionalmente, en los extremos del cableado se encuentran dispuestos unos conectores que se conectan con los dispositivos destinados a ser conectados que se montan en el guarnecido y que requieren de una conexión eléctrica.
Caracteriza la invención la obtención de un guarnecido de techo con el cableado integrado mediante un procedimiento para la fabricación de guarnecidos de techo con el cableado integrado entre las capas que forman el guarnecido, estando los conectores unidos al cableado durante el procedimiento de fabricación de dicho guarnecido.
Con este objetivo, la invención lleva a cabo la obtención de un guarnecido de techo con el cableado y los conectores integrados en el mismo de tal modo que los orificios para la incorporación de los dispositivos destinados a ser conectados eléctricamente se realizan una vez que el guarnecido ha sido conformado.
Antecedentes de la invención
Actualmente, se conocen muchos procedimientos de obtención de productos estratificados revestidos para ser utilizados en el interior del automóvil constituidos por:
- una primera capa formada por una primera lámina de revestimiento aplicada sobre la cara no vista del soporte, es decir, la cara opuesta a donde se localiza el revestimiento decorativo.
- una segunda capa formada por un soporte (que puede estar compuesto a su vez por varias capas que juntas forman el soporte);
- y una tercera capa formada por una segunda lámina de revestimiento decorativo aplicada sobre la cara vista del soporte, es decir, la que está en contacto visual con el usuario del vehículo;
Este tipo de laminados se conforman en un molde para la obtención de un laminado conformado que dará lugar al guarnecido de techo.
Normalmente los guarnecidos de techo además de tener una función estética (que es aportada por el revestimiento de cara vista), y una función estructural (que es aportada por el núcleo central, los refuerzos y el adhesivo), incorporan otros elementos para mejorar el confort de los usuarios del vehículo, tales como elementos que incorporan la función de iluminación entre otras. Esta iluminación está presente en los elementos funcionales que se incorporan en el guarnecido de techo como por ejemplo pueden ser consolas, parasoles o asideros.
La corriente eléctrica para alimentar a estos dispositivos proviene de la alimentación general del vehículo a través de un cable que se ramifica para llegar hasta cada uno de los dispositivos destinados a ser conectados eléctricamente incorporados en el guarnecido. Para realizar las conexiones entre el cableado y los dispositivos destinados a ser conectados eléctricamente, cada una de las ramificaciones del cableado, dispone de un conector en su extremo destinado a conectarse con el correspondiente conector dispuesto en el dispositivo destinado a ser conectado eléctricamente.
Normalmente, este cableado se dispone en el guarnecido de techo unido a la cara no vista del mismo por ejemplo mediante un adhesivo. La fijación del cableado al guarnecido, normalmente se hace, una vez que tenemos el producto terminado, es decir, una vez que el laminado está conformado, y se le han realizado los orificios necesarios donde se montan los distintos dispositivos destinados a ser conectados eléctricamente que incorpora.
El problema de realizar una unión adhesivada del cableado sobre el guarnecido es que cuando éste está sometido durante su vida útil a altas temperaturas, se puede producir el degradado del adhesivo provocando el despegado del cableado. Esto genera ruidos en el interior del habitáculo del vehículo que disminuyen el grado de confort del usuario.
Otra forma de unir este cableado al guarnecido, puede ser la utilización de clips u otros elementos de fijación. Estos elementos, tienen el riesgo de deteriorarse llegando a romperse durante la vida útil de guarnecido, provocando también la desvinculación del cableado del guarnecido y generando ruidos.
Una forma de resolver este problema, es la integración de este cableado entre las capas que forman el guarnecido de techo durante el procedimiento de obtención del mismo. De esta forma se asegura el cableado al guarnecido sin el riesgo de que pueda llegar a desvincularse del mismo, puesto que forma parte integral del guarnecido.
Se conoce el documento de patente JP2002154391 que muestra un procedimiento de fabricación de un guarnecido de techo caracterizado porque consta de las siguientes etapas:
El guarnecido de este documento dispone de un cableado de configuración plana, integrado entre las capas que forman el guarnecido, más concretamente dispuesto entre la lámina de revestimiento de cara no vista y el resto de las capas que forman el laminado. Este cableado, además dispone de los conectores unidos en los extremos del cableado.
En este caso, la integración del cableado con los conectores se realiza una vez que se han cortado los distintos orificios destinados a albergar los dispositivos destinados a ser conectados eléctricamente con el fin de albergar los conectores dispuestos en los extremos del cableado en estos orificios durante el proceso de conformado del guarnecido. De esta forma, se evitan las marcas que se producen en el revestimiento decorativo del guarnecido durante el proceso de conformado del mismo provocadas por las dimensiones del conector.
El problema de este proceso, es el hecho de que se deben disponer las distintas láminas y capas que forman el guarnecido con los orificios en una operación anterior al conformado con el riesgo de que los orificios de una lámina y otra no queden en completa correspondencia unos con otros por el hecho de que las capas no son solidarias.
Descripción de la invención
Por lo tanto, se ha considerado que sería deseable desarrollar un procedimiento para la fabricación de guarnecidos de techo con el cableado integrado entre las capas que forman el guarnecido, estando los conectores unidos al cableado, de forma que los orificios realizados en el guarnecido para la incorporación de los dispositivos destinados a ser conectados eléctricamente, se realicen una vez que el guarnecido ha sido conformado de forma que mantenga el aspecto del revestimiento decorativo en perfectas condiciones.
Adicionalmente se persigue mediante este procedimiento que el cableado con sus conectores permanezcan...
Reivindicaciones:
1. Procedimiento de fabricación de un guarnecido de techo de vehículo caracterizado por que está constituido por las siguientes etapas:
a.) Se dispone de una primera capa formada por una primera lámina (1) de revestimiento destinada a situarse en la cara oculta del guarnecido (5) de techo;
b.) Se fija la primera capa formada por una primera lámina (1) de revestimiento, extendida, sobre un bastidor (7) donde en esta primera lámina se identifica una primera cara (1.1) destinada a recibir un cableado (11); y la segunda cara (1.2), opuesta a la primera (1.1), destinada a quedar enfrentada a la chapa (4) del techo del vehículo;
c.) Se extiende sobre la primera cara (1.1) de la primera lámina (1) de revestimiento un cableado (11) de configuración plana y con conectores (12) en sus extremos donde estos conectores (12) están destinados a llevar a cabo una conexión eléctrica; y, donde la primera lámina (1) de revestimiento presenta cortes (10) para el paso de al menos un conector (12) a la segunda cara (1.2)de la primera lámina (1) de revestimiento de tal modo que el o los conectores (12) situados en la segunda cara (1.2) quedan posicionados en su posición final respecto del bastidor (7) en correspondencia con los dispositivos (6) destinados a ser montados sobre el guarnecido (5) de techo;
d.) Se dispone de un molde de conformado (14) de guarnecidos (5) de techo, formado por un molde (14.1) y un contramolde (14.2), en el que se encuentra fijo el conjunto (15) formado por el bastidor (7) con la primera lámina (1) de revestimiento, el cableado (11) y sus conectores (12) de tal modo que, o bien el molde (14.1) o bien el contramolde (14.2) disponen de cavidades (14.4) destinadas a albergar los conectores (12);
e.) Se incorpora al molde de conformado (14) el resto de capas (16) que constituyen el guarnecido (5) de techo, estando constituidas estas capas por al menos un soporte (2) y una segunda lámina (3) de revestimiento decorativo, quedando dichas capas (16) en correspondencia con la primera cara (1.1) de la primera lámina (1) de revestimiento de tal modo que el cableado (11) queda situado entre la primera lámina (1) de revestimiento y el resto de capas (16) aportadas;
f.) Se lleva a cabo el conformado del laminado mediante el cierre del molde de conformado (14) para la obtención de un laminado conformado (17);
g.) Se lleva a cabo la apertura del molde de conformado (14) así como retirada del laminado conformado (17) de su interior;
h.) Se lleva a cabo el corte de las áreas (19) correspondientes a los dispositivos (6) destinados a ser montados sobre el guarnecido (5) de techo.
2. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 1 caracterizado porque antes de llevar a cabo la etapa c) se determina la posición mediante medios de posicionamiento (8) de cortes (10) para permitir el paso de un primer conjunto (12.1) formado por los extremos del cableado (11) con los conectores (12) que requieren situarse en la segunda cara (1.2) de la primera lamina (1) de revestimiento.
3. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 2 caracterizado porque se llevan a cabo los cortes (10) en la primera lámina (1) de revestimiento determinados por las posiciones marcadas en la etapa de posicionamiento.
4. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 3 caracterizado porque después de llevar a cabo los cortes (10) en la primera lámina (1) de revestimiento, se disponen de medios de unión (9) para la fijación del cableado (11) plano sobre la primera cara (1.1) de la primera lámina (1) de revestimiento.
5. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 1 caracterizado porque antes de llevar a cabo la etapa c), se disponen de medios de unión (9) para la fijación del cableado (11) plano sobre la primera cara (1.1) de la primera lámina (1) de revestimiento.
6. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 1 caracterizado porque después de la etapa c), se fija la posición del primer conjunto (12.1) formado por los extremos del cableado (11) y los conectores (12) a la segunda cara (1.2) de la primera lámina (1) de revestimiento mediante medios de unión (13) como por ejemplo cinta adhesiva.
7. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 1 caracterizado porque antes de llevar a cabo la etapa d), se traslada el conjunto (15) formado por el bastidor (7), la primera lámina (1) de revestimiento, el cableado (11) plano y los conectores (12), hasta el molde de conformado (14) de guarnecidos de techo.
8. Procedimiento de fabricación de un guarnecido de techo de vehículo según las reivindicaciones 1 o 7 caracterizado porque el molde de conformado (14), dispone de un soporte (14.3) donde se posiciona el conjunto (15) formado por el bastidor (7), la primera lámina (1) de revestimiento, el cableado (11) plano y los conectores (12).
9. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 8 caracterizado porque el soporte (14.3) donde se posiciona el conjunto (15) formado por el bastidor (7), la primera lámina (1) de revestimiento, el cableado (11) plano y los conectores (12) está referenciado respecto del molde de conformado (14) de forma que quede en una posición determinada respecto del resto (16) de capas que forman el laminado.
10. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 9 caracterizado porque el soporte (14.3) se retira del molde de conformado (14) cuando se cierra el mismo y antes de que de comienzo la etapa de conformado.
11. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 1 caracterizado porque antes de llevar a cabo la etapa h), se retiran el primer conjunto (12.1) formado por los extremos del cableado (11) y los conectores (12) del área (19) o de las áreas de corte que se encuentran en correspondencia con los dispositivos (6) destinados a ser montados sobre el guarnecido (5) de techo, para la protección del primer conjunto (12.1) formado por los extremos del cableado (11) y los conectores (12) durante la operación de corte.
12. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 11 caracterizado porque el primer conjunto (12.1) formado por los extremos del cableado (11) y los conectores (12) se mantiene fuera del área (13) de corte mediante la utilización de medios de fijación (18) como por ejemplo cinta adhesiva.
13. Procedimiento de fabricación de un guarnecido de techo de vehículo según las reivindicaciones 11 o 12 caracterizado porque después de llevar a cabo la etapa h) se libera el primer conjunto (12.1) formado por los extremos del cableado (11) y los conectores (12) y se posiciona en el área (20) cortada para colocar los dispositivos (16) destinados a ser conectados.
14. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 1 caracterizado porque el cableado dispone de un segundo conjunto (12.2) formado por formado por los extremos del cableado (11) y los conectores (12) que quedan fuera de la superficie de la primera lámina (1) de revestimiento durante la etapa de conformado.
15. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 14 caracterizado porque el segundo conjunto (12.2) formado por los extremos del cableado (11) y los conectores (12) se fija a la segunda cara (1.2) de la primera lámina (1) de revestimiento para llevar a cabo el corte perimetral del laminado confor- mado (17).
16. Procedimiento de fabricación de un guarnecido de techo de vehículo según la reivindicación 1 caracterizado porque antes de que de comienzo la etapa f) se retira el bastidor (7) del molde de conformado (14).
Patentes similares o relacionadas:
Carcasa con capa eléctricamente conductora integrada y sistema, del 22 de Abril de 2020, de AUTO-KABEL MANAGEMENT GMBH: Carcasa para una línea de alimentación de energía de vehículo de motor (1a) que presenta un conductor (8a) y un blindaje (4a), comprendiendo […]
Aparato, método y artículo para proporcionar datos de eventos de vehículos, del 26 de Febrero de 2020, de Gogoro Inc: Un método en un sistema de procesamiento de datos de eventos del vehículo , en que el sistema de procesamiento de datos de eventos del vehículo está […]
Silicatos estratificados modificados para el control de la fuerza de desenrollado de masas adhesivas sensibles a la presión y mejora de las propiedades de barrera de cintas adhesivas, del 8 de Enero de 2020, de TESA SE: Uso de una cinta adhesiva para el revestimiento de material alargado, en el que la cinta adhesiva se conduce en una línea helicoidal alrededor […]
Geometría mejorada de inserción de boquilla para el apoyo del conducto, del 6 de Noviembre de 2019, de HIRSCHMANN AUTOMOTIVE GMBH: Disposición de fijación con una boquilla , que debe fijarse en un elemento de fijación, en la que la boquilla presenta dos pestañas distanciadas […]
Conjunto de cables con un punto de conexión, del 30 de Octubre de 2019, de HIRSCHMANN AUTOMOTIVE GMBH: Conjunto de cables con un punto de conexión , que es apropiado y se ha diseñado para conectar entre sí al menos dos conductores eléctricos […]
Guarnecido interior para vehículos con conductores eléctricos y proceso de fabricación del mismo, del 14 de Agosto de 2019, de GRUPO ANTOLIN-INGENIERIA, S.A.: Guarnecido interior para vehículos con conductores eléctricos que comprende una estructura tipo sándwich conformada que comprende las […]
 Procedimiento y anillo de montaje de un cable de detección de no-abrochado de un cinturón de seguridad, del 31 de Julio de 2019, de PSA Automobiles SA: Procedimiento de montaje de un conducto o haz eléctrico denominado cable CNB , destinado a detectar y advertir del no-abrochado de un cinturón de seguridad que […]
Procedimiento y anillo de montaje de un cable de detección de no-abrochado de un cinturón de seguridad, del 31 de Julio de 2019, de PSA Automobiles SA: Procedimiento de montaje de un conducto o haz eléctrico denominado cable CNB , destinado a detectar y advertir del no-abrochado de un cinturón de seguridad que […]
CONJUNTO DE TURBINAS EÓLICAS PARA SUMINISTRO DE ELECTRICIDAD A UN VEHÍCULO DOTADO DE MOTOR ELECTRICO, del 6 de Junio de 2019, de CUERVO BARRERO, SEGUNDO: 1. Conjunto de turbinas eléctricas para suministro de electricidad a un vehículo dotado de motor eléctrico caracterizado porque el conjunto de turbinas eólicas para […]