PROCEDIMIENTO PARA LA FABRICACIÓN DE GÉNEROS DE PUNTO CON UNOS ELEMENTOS DE SUJECIÓN INTEGRADOS.
Procedimiento para la fabricación de géneros de punto (10) con unos elementos de sujeción integrados,
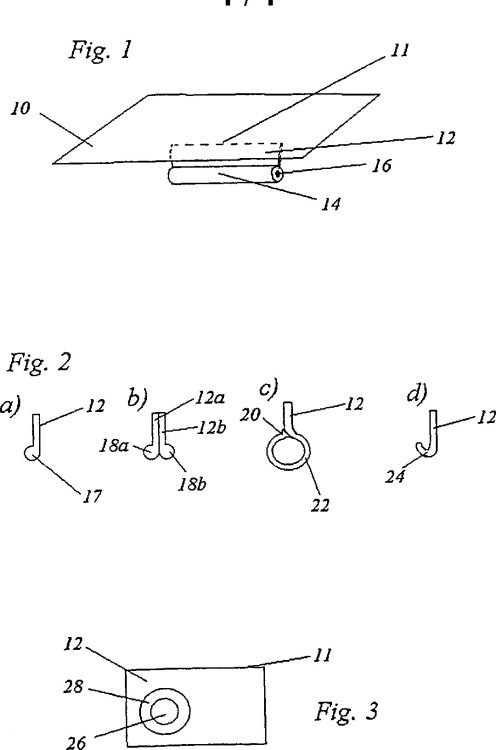
integrándose durante el tejido del género de punto (10) por lo menos una lengüeta (12), un lazo (22) o una banderola, realizadas por lo menos parcialmente en un material reactivo termoplástica o física o químicamente, durante la fabricación del género de punto (10), - siendo sometida la lengüeta (12), el lazo (22) o la banderola a continuación, por lo menos parcialmente, a un tratamiento térmico/físico/químico, para formar un elemento de sujeción, que sea rígido en el lugar el tratamiento, caracterizado porque únicamente el elemento de sujeción es formado a partir del material tratado de la lengüeta (12), el lazo (22) o la banderola
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE1999/003050.
Solicitante: GEBRUDER ACHTER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: ZUM BUNTEN GARTEN 14 41063 MONCHENGLADBACH ALEMANIA.
Inventor/es: ROELL, FRIEDRICH.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Septiembre de 1999.
Fecha Concesión Europea: 11 de Agosto de 2010.
Clasificación Internacional de Patentes:
- D04B1/22 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04B TRICOTADO. › D04B 1/00 Procedimientos de tricotado de trama para la producción de géneros de punto o de artículos que no dependen del empleo de máquinas especiales; Productos o artículos definidos por tales procedimientos. › especialmente concebidos para el tricotado de artículos de configuración particular.
Clasificación PCT:
- D04B1/22 D04B 1/00 […] › especialmente concebidos para el tricotado de artículos de configuración particular.
Clasificación antigua:
- D04B1/22 D04B 1/00 […] › especialmente concebidos para el tricotado de artículos de configuración particular.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
Fragmento de la descripción:
La presente invención se refiere un procedimiento para la fabricación de géneros de punto, en particular fundas de asientos, con unos elementos de sujeción integrados.
Antiguamente, los elementos de sujeción, por ejemplo en forma de tubos u ojales, etc., eran cosidos, en un proceso de cosido separado, en una funda de asiento fabricada con anterioridad. Dado que las fundas de asiento debían ser siempre confeccionadas, es decir que las piezas individuales de la funda de asiento debían ser cosidas entre sí, el cosido de los elementos de sujeción en el lado inferior de la funda de asiento no tenía gran importancia como paso de trabajo adicional.
Actualmente, se ha desarrollado notablemente más la técnica de la fabricación de fundas de asiento para vehículos automóviles en máquinas tricotosas rectilíneas, motivo por el cual es posible en la actualidad tejer una funda de asiento casi tridimensional sin que haya que coser ni una sola pieza con otras. Esto significa que la costura convencional, la confección, se suprime por completo. De este modo, el cosido de elementos de sujeción se convierte en un proceso del procedimiento adicional, especialmente costoso en cuanto al tiempo, que anula una parte del ahorro de tiempo que se consigue gracias a la nueva tecnología de tejido.
El documento EP 361 855 A1 muestra un procedimiento, en el cual elementos de sujeción en forma de tubos son tejidos de una sola pieza durante la fabricación, es decir durante el tejido de la funda de asiento. Esto tiene la ventaja de que se suprime el paso adicional del procedimiento del cosido de los elementos de sujeción en los puntos deseados. Por otro lado, mediante este procedimiento se aumentan, por un lado, los tiempos de funcionamiento de las máquinas y, además, los elementos de sujeción en forma de tubos, los cuales están presentes como género de punto tubular, no se pueden producir discrecionalmente largos y resistentes. Otro inconveniente consiste en que los puntos de tejido de los elementos de sujeción son visibles, por regla general, también sobre el lado visible de la funda de asiento.
El documento DE 196 36 208 A1 da a conocer un procedimiento para la fabricación de un elemento de sujeción en el cual en la zona de un elemento de sujeción se introducen hilos de fusión, que permiten una fusión de la estructura de género de punto. Al mismo tiempo, el elemento de sujeción posee así llamados listones de bordes agujereado, que sirven para llevar a cabo el proceso de fusión, representando éste al mismo tiempo una especie de adhesión entre el material de género de punto en la zona de la zona del borde y el listón de borde agujereado.
La presente invención se plantea, por ello, el problema de crear un procedimiento que permite una fabricación rápida de fundas de asiento con elementos de sujeción integrados, presentando los elementos de sujeción una gran resistencia y siendo, desde el lado visible del género de punto, menos visibles que en el procedimiento conocido.
Este problema se resuelve, según la invención, mediante un procedimiento según la reivindicación 1. Los perfeccionamientos ventajosos de este procedimiento son el objeto de las reivindicaciones 2 a 11. El problema se resuelve además mediante un género de punto según la reivindicación 12 y una funda de asiento según la reivindicación 16.
Según la invención se introducen en el género de punto, durante su fabricación, lengüetas, lazos o banderolas en puntos de sujeción deseados. Pueden ser tejidos o bien junto con el género de punto o ser tejidos como piezas prefabricada durante la fabricación del género de punto. Las lengüetas, lazos y banderolas son fabricados, por lo menos parcialmente, a partir de un material reactivo termoplástica, física o químicamente, en particular hilo, el cual se puede deformar en in tratamiento térmico, físico o químico para formar, a partir de ello, un elemento de sujeción. Con el tratamiento puede estar relacionada una variación de volumen, por ejemplo engrosamiento, y/o un aumento de la dureza de la sección tratada. Durante el tratamiento, en particular, el térmico, la lengüeta o banderola puede estar formada también por un material, reactivo termoplástica, física o químicamente, prefabricado por separado, el cual en el transcurso de la fabricación es conectado con el género de punto. Este elemento puede ser suministrado preferentemente por un rodillo con un sistema de entrada especial, por ejemplo un sistema de alimentación regulable a través de la barra del guíahilos de la máquina de tricotosa rectilínea y la rendija de agujas de la zona de tejido, donde es tejido entonces en los lugares de sujeción con el género de punto. De manera adicional se pueden conectar también otros elementos, como, por ejemplo, listones de metales, alambres u ojales hechos de metal o de plástico, con la zona tratada. Estos pueden formar entonces los puntos de sujeción propiamente dichos del elemento de sujeción.
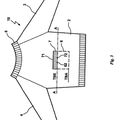
La lengüeta podría ser de este modo, por ejemplo, enrollada y calendada durante el procedimiento térmico, de tal manera que se genere un burlete de sujeción, el cual podría ser introducido en un carril de un apoyo para un asiento de vehículo automóvil. Durante el tratamiento térmico, se pueden formar también en la lengüeta uno o varios ojales, los cuales entonces -en caso de que esto fuese deseable debido a fuerzas de sujeción mayores -se podría reforzar en caso necesario a continuación con anillos metálicos. En ojales formados de esta manera o también en lazos formados después del tratamiento se pueden introducir, con posterioridad, barras o cuerdas, las cuales forman los elementos de sujeción para la sujeción del género de punto al soporte.
Preferentemente, el material termoplástico del hilo, con el cual se teje la lengüeta, está tratado de tal manera que, después de tratamiento térmico, se forma una pieza de plástico más dura, la cual es inelástica y está en disposición de absorber fuerzas mayores. Un refuerzo de la lengüeta/lazo/banderola es posible, en particular, también media te los materiales conocidos del ámbito de los materiales compuestos de fibras. Gracias a que para las lengüetas se pueden utilizar materiales y conexiones con otras propiedades diferentes a las del resto del género de punto, por ejemplo, las primeras filas de la lengüeta se pueden tejer con un hilo grueso y, por consiguiente, forman un engrosamiento, el cual es engrosado ya antes del tratamiento térmico/físico/químico.
Con la ayuda del procedimiento según la invención se pueden generar incluso tubos como elementos de sujeción, gracias a que la lengüeta es doblada una vez y es soldada entonces en el borde libre con otra zona de la lengüeta. Durante la soldadura se puede reforzar también la totalidad del material de la lengüeta que la totalidad del cuerpo de tubos sea mucho más rígida que el material de hilo entrelazado originariamente. De esta manera, es posible crear elementos de sujeción rígidos y muy resistentes, los cuales no presentan tanta como ninguna elasticidad, como se conoce por los géneros de punto tubulares de la publicación europea mencionada con anterioridad.
El tejido integrado de una lengüeta en un género de punto, por ejemplo una funda de asiento, es en sí conocido. Esto se puede realizar gracias a que se activan o desactivan determinadas zonas del lecho de agujas o gracias a que en el lugar deseado se traslada al lecho de agujas principal, de manera que esta lengüeta se convierte entonces en parte integrante integrada del género de punto. Evidentemente, la lengüeta no tiene que estar tejida a partir del mismo hilo que el género de punto restante. Dado que esta lengüeta puede, como elemento de sujeción, absorber fuerzas relativamente grandes, después del tratamiento térmico, la lengüeta se puede tejer, por ejemplo, a partir de un hilo más grueso. Mediante la elección adecuada del material de hilo se puede tener en cuenta también la deformación deseada durante el tratamiento térmico posterior. Por consiguiente, se puede utilizar un material de hilo adaptado al propósito independientemente del material de hilo de la pieza de género de punto restante. Asimismo, es posible tejer la parte de la lengüeta o de la banderola que no hay que tratar térmica, física o químicamente a partir de un hilo con una mayor elasticidad y/o con una conexión más elástica, con lo cual es posible una fijación elásticamente pretensada del elemento de sujeción a un soporte o a otro elemento de sujeción.
Además, no es necesario que la lengüeta sea tejida simultáneamente con el resto de la pieza...
Reivindicaciones:
Reivindicaciones
1. Procedimiento para la fabricación de géneros de punto (10) con unos elementos de sujeción integrados, integrándose durante el tejido del género de punto (10) por lo menos una lengüeta (12), un lazo (22) o una banderola, realizadas por lo menos parcialmente en un material reactivo termoplástica o física o químicamente, durante la fabricación del género de punto (10),
- siendo sometida la lengüeta (12), el lazo (22) o la banderola a continuación, por lo menos parcialmente, a un tratamiento térmico/físico/químico, para formar un elemento de sujeción, que sea rígido en el lugar el tratamiento, caracterizado porque únicamente el elemento de sujeción es formado a partir del material tratado de la lengüeta (12), el lazo (22) o la banderola.
2. Procedimiento según la reivindicación 1, caracterizado porque la lengüeta (12) es calentada en un molde de compresión.
3. Procedimiento según una de las reivindicaciones 1 y 2, caracterizado porque por lo menos una sección (14) de la lengüeta (12) es doblada o enrollada antes del tratamiento térmico, cuya sección (14), durante el tratamiento térmico, es formada para proporcionar una sección engrosada de un elemento de sujeción.
4. Procedimiento según la reivindicación 1, caracterizado porque la lengüeta (12) es doblada antes del tratamiento térmico, de tal manera que el borde longitudinal (20) libre de la lengüeta (12) esté en contacto con otra parte de la lengüeta (12), y porque la lengüeta (12) es tratada térmicamente en la zona del punto contiguo para la conexión de las piezas superpuestas.
5. Procedimiento según una de las reivindicaciones 2 a 4, caracterizado porque durante el tratamiento térmico un elemento de refuerzo (16) está conectado con la zona tratada térmicamente de la lengüeta (12) o, después del tratamiento térmico, es rodeada en unión positiva por una parte (14) de la lengüeta (12).
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el elemento de sujeción formado durante el tratamiento térmico es provisto de un refuerzo.
7. Procedimiento según una de las reivindicaciones 2 a 5, caracterizado porque la lengüeta (12) es conformada, de tal manera en el tratamiento térmico que se forma un ojal (26, 28), y porque el ojal (26, 28) es reforzado a continuación con un anillo de metal o de plástico.
8. Procedimiento según la reivindicación 3, caracterizado porque la lengüeta (12a, 12b) es tejida en dos capas, ambas capas son enrolladas alejándolas entre sí y son rigidizadas térmicamente para la formación de dos burletes (18a, 18b) alejados entre sí.
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la lengüeta (12) se teje a partir de otro hilo que el resto del género de punto.
10. Procedimiento según una de las reivindicaciones 2 a 9, caracterizado porque el material es conectado, durante el tratamiento térmico, físico o químico, con un elemento o perfil de sujeción.
11. Procedimiento según la reivindicación 10, caracterizado porque el elemento o perfil de sujeción está realizado en el mismo material que el material, reactivo termoplástica o física o químicamente, que hay que tratar de una lengüeta (12) o de la banderola.
12. Género de punto (10) con por lo menos una lengüeta (12) tejida integrada, que presenta un elemento de sujeción (14), en el cual la estructura de malla de la lengüeta
(12) tejida, por lo menos parcialmente, está fundida debido al tratamiento térmico, siendo el elemento de sujeción formado rígido en el lugar del tratamiento térmico a causa de la fusión, caracterizado porque únicamente el elemento de sujeción está formado a partir del material tratado de la lengüeta (12).
13. Género de punto según la reivindicación 12, caracterizado porque el elemento de sujeción (14, 16) presenta una pieza conformada (16), la cual es rodeada o agarrada por detrás en unión positiva, por lo menos parcialmente, por la estructura de malla fundida.
14. Género de punto según la reivindicación 13, caracterizado porque la pieza conformada (16) es un alambre metálico o un ojal metálico.
15. Género de punto según una de las reivindicaciones 12 a 14, caracterizado
porque la lengüeta está realizada en un material de hilo distinto al resto del género de 10 punto.
16. Funda de asiento, fabricada según un procedimiento según una de las reivindicaciones 1 a 11 o formado por un género de punto según una de las reivindicaciones 12 a 15.
Patentes similares o relacionadas:
Artículo de calzado mejorado y método para fabricar dicho artículo de calzado, del 3 de Abril de 2019, de Tessma S.r.l: Un artículo de calzado del tipo que comprende: - una suela que permite que dicho artículo de calzado descanse sobre una superficie subyacente; - una pala […]
Tela y producto de fibra, del 13 de Noviembre de 2018, de Teijin Frontier Co., Ltd: Un tejido que comprende una fibra A que no es repelente al agua y una fibra B que es repelente al agua, caracterizado porque la proporción de peso entre la fibra A y […]
 Procedimiento para fabricar un tejido tricotado plano con un borde de remate asegurado, especialmente un vendaje, del 6 de Enero de 2016, de MEDI GMBH & CO. KG: Procedimiento para fabricar un tejido tricotado plano con un borde de remate asegurado, especialmente un vendaje, sobre una máquina tricotosa plana con planchas de agujas […]
Procedimiento para fabricar un tejido tricotado plano con un borde de remate asegurado, especialmente un vendaje, del 6 de Enero de 2016, de MEDI GMBH & CO. KG: Procedimiento para fabricar un tejido tricotado plano con un borde de remate asegurado, especialmente un vendaje, sobre una máquina tricotosa plana con planchas de agujas […]
 Procedimiento para formar una correa tricotada sin costuras, del 21 de Agosto de 2013, de HABASIT AG: Procedimiento para formar una correa sin costuras , que comprende:
tricotar un material compuesto tubular que presenta una sección de […]
Procedimiento para formar una correa tricotada sin costuras, del 21 de Agosto de 2013, de HABASIT AG: Procedimiento para formar una correa sin costuras , que comprende:
tricotar un material compuesto tubular que presenta una sección de […]
PROCEDIMIENTO PARA LIGAR UN PRINCIPIO Y/O UN FINAL DE UN HILO DE GÉNERO DE PUNTO, del 14 de Marzo de 2011, de H. STOLL GMBH & CO. KG: Procedimiento para ligar un principio y/o un final (10, 20, 30; 10', 20', 30') de un hilo de género de punto a un género de punto (100, 100') […]
PROCEDIMIENTO PARA UNIR DOS PIEZAS DE GÉNERO DE PUNTO, del 24 de Febrero de 2011, de H. STOLL GMBH & CO. KG: Procedimiento para unir dos piezas de género de punto en sus bordes superiores en una máquina tricotosa rectilínea que comprende por lo menos […]
METODO PARA INCORPORAR EXTREMOS INICIALES Y/O FINALES DE HILO DE TRICOTAR A UNA GENERO DE PUNTO., del 1 de Marzo de 2007, de H. STOLL GMBH & CO.: Método para incorporar un extremo inicial o final de hilo de tricotar a un género de punto de doble fontura, realizado con agujas colindantes de las fonturas de agujas […]
 PROCEDIMIENTO DE TRICOTADO DE UNA PIEZA DE ROPA, del 27 de Octubre de 2009, de H. STOLL GMBH & CO. KG: Un método para la confección de una pieza tricotada, especialmente una prenda de vestir, dotada de al menos un remate tricotado que […]
PROCEDIMIENTO DE TRICOTADO DE UNA PIEZA DE ROPA, del 27 de Octubre de 2009, de H. STOLL GMBH & CO. KG: Un método para la confección de una pieza tricotada, especialmente una prenda de vestir, dotada de al menos un remate tricotado que […]