Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios.
Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios,
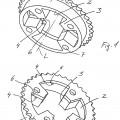
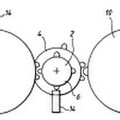
especialmente de un anillo de sincronización (1, 2, 3), siendo conformada una rodaja, fabricada en metal, en varios pasos de conformación, siendo al menos uno de los pasos de conformación un paso de conformación en caliente, caracterizado por que en el paso de conformación la rodaja es calentada parcialmente mediante láser o inducción, exclusivamente en una sección de conformado, hasta una temperatura de más de 600 ºC, y a continuación es conformada en la sección de conformado parcialmente calentada, siendo la sección de conformado de la rodaja de menos del 50% de su volumen.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/002772.
Solicitante: DIEHL METALL STIFTUNG & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: HEINRICH-DIEHL-STRASSE 9 90552 ROTHENBACH ALEMANIA.
Inventor/es: HOLDERIED,MEINRAD, DÖRNHÖFER,Martin, MERKLEIN,MARION.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D37/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 37/00 Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones). › Calentado o enfriamiento.
- B21D53/16 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de objetos en forma anular, p. ej. aros para toneles.
- B21K1/30 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de ruedas dentadas.
- B22F5/08 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
- B23P15/14 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de piezas de engranaje, p. ej. piñones.
- F16D23/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › F16D 23/00 Partes constitutivas de los embragues de control mecánico no específicas a un tipo distinto; Dispositivos de sincronización para embragues. › Disposiciones para la sincronización (forma o montaje de las partes de órganos de embrague que están dispuestas para facilitar la unión F16D 11/08).
PDF original: ES-2470672_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricaciïn de un dispositivo de sincronizaciïn para una caja de cambios La invenciïn se refiere a un procedimiento para la fabricaciïn de un componente de un dispositivo de sincronizaciïn para una caja de cambios segïn el preïmbulo de la reivindicaciïn 1, asï como un componente de un dispositivo de 5 sincronizaciïn para una caja de cambios.
Un procedimiento de ese tipo es conocido del documento DE 35 19 811 C2. En ello se somete sucesivamente a una rodaja estampada de una chapa metïlica a gran nïmero de pasos de conformaciïn en frïo. Para la fabricaciïn de un contorno predeterminado, que se extiende solamente sobre una secciïn parcial del contorno del componente, por ejemplo un dentado, son necesarios ademïs a menudo varios pasos parciales consecutivos de conformaciïn en frïo.
En ello se fabrican en primer lugar formas previas del contorno, y finalmente el contorno en un ïltimo paso de conformado en frïo. Para cada uno de los pasos consecutivos de conformaciïn en frïo es necesaria la preparaciïn de una herramienta de conformado compleja y cara. En una modificaciïn del contorno es necesario modificar las herramientas de conformado correspondientes. Por lo tanto, el procedimiento conocido es costoso y caro.
Otro inconveniente del conocido procedimiento es que, por ejemplo, los anillos de sicronizaciïn fabricados con ello han de ser templados posteriormente en sus zonas de funcionamiento, por ejemplo en contornos, como dentados, levas de indexaciïn, levas de centrado o lengïetas de arrastre.
Del documento DE 195 37 209 A1 es conocido un procedimiento para la fabricaciïn de anillos de sincronizaciïn. En ïl se endurecen los anillos de sincronizaciïn a temperaturas entre 850ïC y 1000ïC, se introducen en una herramienta de conformado de simetrïa rotativa, y a continuaciïn se templan.
El objetivo de la presente invenciïn es eliminar los inconvenientes segïn el estado de la tïcnica. Se ha de proporcionar un procedimiento lo mïs sencillo y econïmico posible para la fabricaciïn de un componente de un dispositivo de sincronizaciïn para una caja de cambios, especialmente de un anillo de sincronizaciïn. Otro objetivo de la invenciïn consiste en la indicaciïn de un componente de un dispositivo de sincronizaciïn para una caja de cambios, especialmente un anillo de sincronizaciïn, a fabricar de la forma mïs econïmica y sencilla posible.
Este objetivo se alcanza a travïs de las caracterïsticas de la reivindicaciïn 1. Configuraciones adecuadas de la invenciïn se desprenden de las caracterïsticas de las reivindicaciones 2 a 14.
Segïn la invenciïn, en un procedimiento para la fabricaciïn de un componente de un dispositivo de sincronizaciïn para una caja de cambios, especialmente de un anillo de sincronizaciïn, estï previsto que al menos uno de los pasos de conformaciïn sea un paso de conformaciïn en caliente en el cual la rodaja se caliente parcialmente hasta una temperatura de mïs de 600ïC, y la secciïn de conformaciïn calentada parcialmente sea conformada a continuaciïn.
Apartïndose del estado de la tïcnica, segïn la invenciïn, los distintos pasos parciales de conformaciïn en frïo para la fabricaciïn de un contorno deseado son sustituidos respectivamente por un ïnico paso de conformaciïn en caliente. Para la realizaciïn del paso de conformaciïn en caliente segïn la invenciïn, la rodaja se calienta solamente en secciones, a saber, en la zona de la secciïn de conformado a conformar, hasta una temperatura de mïs de 600ïC, preferentemente hasta una temperatura en el rango de 650ïC a 850ïC, y a continuaciïn se conforma esa secciïn de conformado parcialmente calentada. En ello, la secciïn conformada puede enfriarse con una velocidad de enfriamiento predetermianada, y con ello ajustarse una estructura determinada.
El calentamiento parcial de la rodaja se realiza mediante lïser o inducciïn. Con el referido procedimiento es posible transmitir especialmente deprisa una enegïa calorïfica alta sobre la secciïn de la rodaja a comformar. La secciïn de conformado de la rodaja es normalmente de menos del 50%, en configuraciones preferentemente menos del 30%, especialmente menos del 20% de su volumen. Es decir, en el calentamiento parcial propuesto de la secciïn de conformado segïn la invenciïn, se calienta ïsta exclusivamente a la temperatura indicada. Las restantes secciones de la rodaja no se calientan hasta esa temperatura.
Segïn una configuraciïn ventajosa, la rodaja se fabrica mediante estampado. En el sentido de la presente invenciïn, el concepto de rodaja se entiende en general. En esto se trata por lo general de una chapa de metal con un contorno exterior fundamentalmente redondo. En el sentido de la presente invenciïn en el caso de una rodaja puede tratarse especialmente tambiïn de un cuerpo con forma de anillo. El procedimiento propuesto de fabricaciïn de la rodaja mediante estampado es especialmente econïmico. Naturalmente, es tambiïn posible fabricar la rodaja 50 con otros procedimientos usuales, como por ejemplo aserrado o corte por chorro de agua o por lïser.
De forma adecuada, al menos uno de los pasos de conformado es un paso de conformado en frïo, preferentemente embuticiïn profunda. Un paso de conformado en frïo de ese tipo, como es conocido del estado de la tïcnica, es mantenido especialmente cuando puede ser realizado en un solo paso. Es posible, por ejemplo, conferir a la rodaja una forma cïnica en un paso de conformaciïn en frïo.
De forma ventajosa, la rodaja estï fabricada de acero, preferentemente de una aleaciïn de acero. No obstante, si un componente ha de ser conformado, pero no templado, han probado su eficacia aceros microaleados, como por ejemplo HC260LA, y aceros de baja aleaciïn o sin alear, como por ejemplo DC04. Si un componente ha de ser templado al menos en zonas parciales, han probado su eficacia aceros estandar para bonificar, como se definen por ejemplo en la norma EN 10132. Tambiïn son adecuados los aceros como el C45. Se han demostrado tambiïn como adecuadas las aleaciones de acero, por ejemplo 22MnB5 ï 80CrV2.
Segïn una configuraciïn ventajosa de la invenciïn, en el paso de conformaciïn en caliente es conformada la secciïn de conformado de la rodaja, y a continuaciïn es templada al menos parcialmente. Con este fin, la secciïn de conformado es calentada a una temperatura por encima de la austenitizaciïn. La temperatura de austenitizaciïn depende del acero, o bien de la aleaciïn de acero. La misma estï normalmente en el rango de 850ïC hasta 1000ïC. El templado de la secciïn de conformado, calentada a una temperatura por encima de la austenitizaciïn, que tiene lugar tras el conformado, origina un endurecimiento de la misma. Preferentemente, el templado tiene lugar a travïs de un contacto al menos parcial de la secciïn de conformado (templado al contacto) con un sumidero de calor, como por ejemplo una forma metïlica adaptada a la forma de la secciïn de conformado. Mediante la utilizaciïn de los pasos propuestos puede tener lugar, de forma ventajosa, un templado de zonas escogidas de la secciïn de conformado.
Segïn una configuraciïn especialmente ventajosa, la secciïn de conformaciïn de la rodaja no solamente se conforma, sino que se templa en prensa. Con este fin, la secciïn de conformado es calentada a una temperatura por encima de la austenitizaciïn. La temperatura de austenitizaciïn depende del acero, o bien de la aleaciïn de acero. La misma estï normalmente en el rango de 850ïC hasta 1000ïC. El templado de la secciïn de conformado, calentada a una temperatura por encima de la austenitizaciïn, que tiene lugar simultïneamente con el conformado, origina un endurecimiento de la misma. Mediante la utilizaciïn de los pasos propuestos puede eliminarse el procedimiento de templado que sigue a la conformaciïn, segïn el estado de la tïcnica. La conformaciïn y el templado pueden tener lugar al mismo tiempo segïn el procedimiento propuesto segïn la invenciïn. Como consecuencia de ello, el procedimiento propuesto segïn la invenciïn es especialmente eficiente.
Segïn otra configuraciïn especialmente ventajosa, la energïa tïrmica necesaria para el calentamiento parcial se aplica a la secciïn de conformaciïn en menos de tres segundos, preferentemente en menos de un segundo. Con ello es posible mantener limitada la carga de calor sobre la secciïn de conformaciïn propuesta. Ademïs, los tiempos cortos de carga de calor propuestos posibilitan un control especialmente rïpido del procedimiento.
Se ha mostrado como especialmente ventajoso, especialmente para la producciïn en masa, utilizar para el templado una herramienta refrigerada de conformado. A travïs del contacto con la herramienta de conformado,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricaciïn de un componente de un dispositivo de sincronizaciïn para una caja de cambios, especialmente de un anillo de sincronizaciïn (1, 2, 3) , siendo conformada una rodaja, fabricada en metal, en varios pasos de conformaciïn, siendo al menos uno de los pasos de conformaciïn un paso de conformaciïn en caliente, caracterizado por que en el paso de conformaciïn la rodaja es calentada parcialmente mediante lïser o inducciïn, exclusivamente en una secciïn de conformado, hasta una temperatura de mïs de 600 ïC, y a continuaciïn es conformada en la secciïn de conformado parcialmente calentada, siendo la secciïn de conformado de la rodaja de menos del 50% de su volumen.
2. Procedimiento segïn la reivindicaciïn 1, en el que la rodaja es fabricada mediante estampado.
3. Procedimiento segïn una de las reivindicaciones precedentes, en el que al menos uno de los pasos de conformado es un paso de conformado en frïo, preferentemente una embuticiïn profunda.
4. Procedimiento segïn una de las reivindicaciones precedentes, en el que la rodaja se fabrica de acero, preferentemente de una aleaciïn de acero.
5. Procedimiento segïn una de las reivindicaciones precedentes, en el que la secciïn de conformado es calentada hasta una temperatura por encima de la temperatura de austenitizaciïn, preferentemente hasta una temperatura desde 850ïC hasta 1000ïc.
6. Procedimiento segïn una de las reivindicaciones precedentes, en el que la secciïn de conformado es enfriada rïpidamente al menos parcialmente, y como consecuencia de ello es templada, preferentemente a travïs de templado por contacto.
7. Procedimiento segïn una de las reivindicaciones precedentes, en el que la secciïn de conformado es enfriada rïpidamente al conformarse, y como consecuencia de ello es templada.
8. Procedimiento segïn una de las reivindicaciones precedentes, en el que el calentamiento parcial de la rodaja es realizado mediante lïser o inducciïn.
9. Procedimiento segïn una de las reivindicaciones precedentes, en el que la energïa calorïfica necesaria para el calentamiento parcial de la secciïn de conformado es aportada en menos de 3 segundos, preferentemente en menos de 1 segundo.
10. Procedimiento segïn una de las reivindicaciones precedentes, en el que para el templado es utilizada una herramienta de conformado refrigerada.
11. Procedimiento segïn una de las reivindicaciones precedentes, en el que paso de conformado en caliente se realiza como una secuencia de un ciclo secuenciado de pasos de conformado y/o de estampaciïn.
12. Procedimiento segïn una de las reivindicaciones precedentes, en el que la secciïn de conformado es templada en prensa.
13. Procedimiento segïn la reivindicaciïn 12, en el que la secciïn de conformado templada en prensa presenta una de las siguientes configuraciones: dentado (4) , biela de indexaciïn (5) , biela de centrado (6) , lengïeta de arrastre (7) , biela de arrastre (11) , alma de uniïn (14) .
14. Procedimiento segïn la reivindicaciïn 1, en el que la secciïn de conformado de la rodaja es de menos del 30%, especialmente de menos del 20% de su volumen.
Patentes similares o relacionadas:
Componente para una turbina, del 26 de Febrero de 2020, de MTU Aero Engines AG: Componente de turbina, que comprende un cuerpo base fabricado de manera generativa, hecho de un primer material, y al menos una sección de componente (4, 4a, […]
Método de fabricación de rueda dentada para transmisión de potencia, del 18 de Marzo de 2019, de UNIVERSIDAD CARLOS III DE MADRID: La invención describe un método para fabricar una rueda dentada que comprende: obtener datos geométricos y de contorno iniciales; calcular una […]
Chapa de desgaste metálica o placa de compresión metálica con superficie perfilada para prensas compactadoras, procedimiento para su fabricación y prensa compactadora, del 7 de Diciembre de 2018, de BERKENHOFF GMBH: Chapa de desgaste o una placa de compresión para prensas compactadoras con superficie perfilada, incluyendo la plancha de desgaste o la placa de compresión […]
 Compuesto sinterizado de rueda dentada y procedimiento para su fabricación, del 30 de Septiembre de 2015, de SCHWÄBISCHE HÜTTENWERKE AUTOMOTIVE GMBH: Procedimiento para la fabricación según la metalurgia del polvo de un cuerpo de rotación, en el que
a) se prensa un primer cuerpo de partida de polvo metálico,
b) […]
Compuesto sinterizado de rueda dentada y procedimiento para su fabricación, del 30 de Septiembre de 2015, de SCHWÄBISCHE HÜTTENWERKE AUTOMOTIVE GMBH: Procedimiento para la fabricación según la metalurgia del polvo de un cuerpo de rotación, en el que
a) se prensa un primer cuerpo de partida de polvo metálico,
b) […]
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE UN DENTADO EN UNA PIEZA SINTERIZADA, del 5 de Octubre de 2011, de MIBA SINTER AUSTRIA GMBH: Procedimiento para el mecanizado de un dentado en un perímetro exterior o en un contorno interior de una pieza de polvo metálico prensado y sinterizado, […]