PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONTACTO COMPUESTO DE METAL LÍQUIDO.
El método para fabricar un contacto compuesto líquido-metal que comprende las etapas de producir un tejido con alambre basado en un metal de alto punto de fusión,
donde el tejido tiene la forma de una tira de estructura ordenada, enrollar dicho tejido para formar una pieza cilíndrica y colocar ésta en una matriz, prensar la pieza para obtener la estructura de las dimensiones requeridas, reducir la estructura en un ambiente de hidrógeno de hidruro obtenido en un horno de vacío, empapar la estructura con un metal o una aleación de bajo punto de fusión, lo cual se realiza en el ambiente de hidrógeno de hidruro y en el mismo horno de vacío, caracterizado por que la operación de empapar la estructura se realiza con tres metales, a saber, estaño (Sn), indio (In) y galio (Ga) en el ambiente de hidrógeno de hidruro, en tres etapas sucesivas que duran de 10 a 20 minutos cada una, donde en particular, en la primera etapa la estructura se empapa con estaño líquido (Sn) a una temperatura entre 750 y 1150ºC, en la segunda etapa la estructura se empapa con indio (In) líquido a una temperatura entre 750 y 1000ºC, y en la tercera etapa la estructura se empapa con galio líquido (Ga) a una temperatura entre 700 y 900ºC y las cantidades utilizadas de estaño (Sn), Indio (In) y galio (Ga) líquidos se escogen siendo proporcionales a la mezcla eutéctica, al volumen de los poros de la estructura
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/UA2005/000013.
Solicitante: CHERNYSHOV, SERGIY
SKOROKHOD, VALERIY
SMIRNOV, YURIY.
Nacionalidad solicitante: Ucrania.
Dirección: UL. KULTURY, 15-79 KHARKOV 61166 UCRANIA.
Inventor/es: SKOROKHOD,VALERIY, SMIRNOV,YURIY, CHERNYSHOV,SERGIY.
Fecha de Publicación: .
Fecha Solicitud PCT: 30 de Marzo de 2005.
Fecha Concesión Europea: 4 de Agosto de 2010.
Clasificación PCT:
- H01H1/021 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01H INTERRUPTORES ELECTRICOS; RELES; SELECTORES; DISPOSITIVOS DE PROTECCION DE EMERGENCIA (cables de contacto H01B 7/10; interruptores automáticos de tipo electrolítico H01G 9/18; circuitos de protección, de seguridad H02H; conmutación por medios electrónicos sin cierre de contactos H03K 17/00). › H01H 1/00 Contactos (contactos líquidos H01H 29/04). › Material compuesto.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
Fragmento de la descripción:
La presente invención pertenece a la ingeniería eléctrica, es decir a la fabricación de dispositivos eléctricos y en particular, a métodos para fabricar contactos compuestos líquido-metal utilizados en unidades de interrupción, preferentemente en unidades en redes de alta intensidad que incluyen unidades de interrupción al vacío.
En términos de la esencia tecnológica, el método de fabricación de un contacto compuesto líquido-metal que comprende las etapas de producir un tejido con alambre basado en un metal de alto punto de fusión, donde el tejido tiene la forma de una tira de estructura ordenada, enrollar dicho tejido para formar una pieza cilíndrica y colocarla en una matriz, prensar la pieza para obtener la estructura de las dimensiones requeridas, reducir la estructura en un ambiente de hidrógeno de hidruro obtenido en un horno de vacío, empapar la estructura con una aleación de bajo punto de fusión en ambiente de hidrógeno de hidruro (Patente declarativa Ucraniana para la invención nº 62376A, IPC7 H01H 9/00, Publ. 15.12.2003, Bol. nº 12,2003) es la más próxima al método propuesto. En el método descrito, la estructura se fabrica con aleaciones basadas en tungsteno, molibdeno y renio.
La desventaja del método descrito es el insuficiente empapado de la estructura porosa por la aleación de bajo punto de fusión, debido a la insuficiente mojabilidad del metal de alto punto de fusión de la estructura por el metal de bajo punto de fusión. Esto da lugar a falta de uniformidad de la resistencia eléctrica de transición a través de la sección de contacto, causando la aparición de zonas sobrecalentadas y a una degradación prematura de la estructura.
El objeto de la invención es proponer un método para fabricar un contacto compuesto líquido-metal que mejore el empapado de la estructura porosa de metal de alto punto de fusión por el metal de bajo punto de fusión, por el aumento de la resistencia de la adhesión de los bordes metal de bajo punto de fusión/metal de alto punto de fusión, siendo el metal de alto punto de fusión el metal de la estructura, lo cual se conseguiría creando las condiciones para una mejor mojabilidad de la estructura por el metal de bajo punto de fusión.
El problema se resuelve con el método propuesto, el cual, igual que el método conocido para la fabricación de un contacto de metal compuesto líquido-metal, comprende las etapas de producir un tejido con alambre basado en un metal de alto punto de fusión, donde el tejido tiene la forma de una tira de estructura ordenada, enrollar dicho tejido para formar una pieza cilíndrica y colocar ésta en una matriz, prensar la pieza para obtener la estructura de las dimensiones requeridas, reducir la estructura en un ambiente de hidrógeno de hidruro obtenido en un horno de vacío, empapar la estructura con un metal o una aleación de bajo punto de fusión, lo cual se realiza en el ambiente de hidrógeno de hidruro y en el mismo horno de vacío, y la invención se caracteriza por que la operación de empapar la estructura se realiza con tres metales, a saber, estaño (Sn), indio (In) y galio (Ga) en el ambiente de hidrógeno de hidruro, en tres etapas sucesivas que duran de 10 a 20 minutos cada una, donde en particular, en la primera etapa la estructura se empapa con estaño líquido (Sn) a una temperatura entre 750 y 1150ºC, en la segunda etapa la estructura se empapa con indio (In) líquido a una temperatura entre 750 y 1000ºC, y en la tercera etapa la estructura se empapa con galio líquido (Ga) a una temperatura entre 700 y 900ºC y las cantidades utilizadas de estaño (Sn), Indio (In) y galio (Ga) líquidos se escogen siendo proporcionales a la mezcla eutéctica y al volumen de los poros de la estructura.
Las cantidades de estaño (Sn), Indio (In) y galio (Ga) líquidos se escogen siendo proporcionales a la mezcla eutéctica, es decir: Sn-13%, In-25%, Ga-62%, y al volumen de los poros de la estructura. A +10ºC una mezcla de este tipo está en estado líquido y reacciona activamente con el oxígeno del aire.
El método pretende crear las condiciones para excluir impurezas indeseadas, principalmente óxidos, de los sistemas heterogéneos W-Sn-In-Ga, Re-Sn-In-Ga, Mo-Sn-In-Ga durante el empapado de la estructura, puesto que estas impurezas reducen significativamente la resistencia de la adhesión de los bordes metal de bajo punto de fusión/metal de alto punto de fusión, y en consecuencia reducen la mojabilidad de la estructura por el metal de bajo punto de fusión. Los autores han estado experimentando durante muchos años y han encontrado las condiciones óptimas para empapar la estructura hecha con alambre de alto punto de fusión y han definido la secuencia que comprende dichas tres etapas.
La esencia de la invención se explica más ampliamente mediante las figuras, donde:
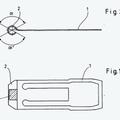
La Fig. 1 ilustra el perfil de una gota de estaño líquido sobre una superficie horizontal plana de tungsteno a temperaturas entre 550ºC y 700ºC en el vacío.
La Fig. 2 ilustra el perfil de una gota de estaño líquido sobre una superficie horizontal plana de tungsteno a la temperatura de 700ºC después de un mantenimiento de 40 minutos.
La Fig. 3 ilustra el perfil de una gota de estaño líquido sobre una superficie
horizontal plana de tungsteno a la temperatura de 950ºC en un ambiente de hidrógeno de hidruro.
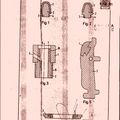
La Fig. 4 ilustra la mojabilidad del tungsteno y del renio por el estaño líquido en función de la temperatura. El diagrama 1 muestra la mojabilidad del tungsteno por el estaño líquido en el vacío; el diagrama 2 muestra la mojabilidad del tungsteno por el estaño líquido en un ambiente de hidrógeno de hidruro; el diagrama 3 muestra la mojabilidad del renio por el estaño líquido en el vacío; el diagrama 4 muestra la mojabilidad del renio por el estaño líquido en un ambiente de hidrógeno de hidruro.
La Fig. 5 ilustra la mojabilidad del molibdeno por el estaño líquido en función de la temperatura. El diagrama 1 muestra la mojabilidad del molibdeno por el estaño líquido en un ambiente de Helio (He); el diagrama 2 muestra la mojabilidad del molibdeno por el estaño líquido en el vacío; el diagrama 3 muestra la mojabilidad del molibdeno por el estaño líquido en un ambiente de hidrógeno de hidruro.
La Fig.6 ilustra la construcción del contacto compuesto líquido-metal.
El contacto compuesto líquido-metal comprende una estructura porosa 1 fabricada con alambre de un metal de elevado punto de fusión en forma de tejido con la estructura ordenada de tipo “elástico” empapada de metales de bajo punto de fusión 2. El tamaño lineal h de los poros de la estructura 1 se define como h = (2…5)D, D = 10…70 µm, donde D es el diámetro del alambre de metal de elevado punto de fusión. Después de prensada la estructura 1 tiene la forma de un cilindro elástico con un borde previsto para hacer contacto con el cable conductor y el otro borde previsto para hacer contacto con otro contacto idéntico (no mostrado).
Los resultados experimentales (Fig. 1) muestran que el recocido térmico al vacío (Fig. 1 y Fig. 2) a una temperatura en el intervalo de 550ºC a 700ºC en el vacío durante 40 minutos produce la eliminación de impurezas del borde de la interfase, de modo que la mojabilidad del tungsteno por el estaño mejora significativamente, mientras que la mojabilidad por el estaño es todavía mejor en un ambiente de hidrógeno de hidruro (Fig. 3) que en el vacío. Las Figs. 4 y 5 muestran la mojabilidad del tungsteno, el renio y el molibdeno por el estaño líquido en función de la temperatura. Puede verse que el umbral de mojabilidad para el tungsteno, el renio y el molibdeno se desplaza de 50 a 100ºC hacia zonas de menor temperatura, en un ambiente de hidrógeno de hidruro. Los resultados experimentales muestran que el recocido térmico en el vacío (Figs. 1 y 2) a una temperatura en el intervalo de 550 a 700ºC en el vacío durante 40 minutos produce la eliminación de impurezas del borde de la interfase, de modo que la mojabilidad del tungsteno por el estaño mejora significativamente, mientras que la mojabilidad del tungsteno es todavía mejor en un ambiente de hidrógeno de hidruro (Fig. 3) que en el vacío. La Fig. 4 muestra la mojabilidad del tungsteno y del renio por el estaño líquido en función de la temperatura. Puede verse que el umbral de mojabilidad del tungsteno y del renio se desplaza hacia zonas de menor temperatura en un ambiente de hidrógeno de hidruro en comparación con el vacío. El umbral de mojabilidad se define como el intervalo de temperatura...
Reivindicaciones:
Patentes similares o relacionadas:
Material compuesto conductor producido a partir de polvos revestidos, del 24 de Junio de 2020, de H.E.F: Material compuesto conductor que comprende una red interconectada de partículas conductoras, dichas partículas conductoras comprenden un núcleo de material orgánico […]
Sistema de contacto de un conmutador de instalación eléctrica, del 10 de Abril de 2019, de ABB SCHWEIZ AG: Sistema de contacto para un conmutador montado sobre la pared o empotrado, que está integrado en un inserto de conmutador de un aparato de instalación eléctrica y que se […]
Materiales de contacto eléctrico y método para preparar los mismos, del 27 de Marzo de 2019, de LSIS Co., Ltd: Material de contacto eléctrico que incluye una aleación de metal, en el que la aleación de metal es una aleación de níquel (Ni) y una o más clases de metales […]
Clavija de contacto y contacto tubular, así como procedimiento para la fabricación, del 16 de Enero de 2019, de Plansee Powertech AG: Clavija de contacto (2, 2') para conmutadores de alta tensión y/o media tensión, presentando la clavija de contacto (2, 2'): una punta de contacto (4, 4') de un material resistente […]
Red de hidrogel, del 28 de Febrero de 2018, de Oxford University Innovation Limited: Un circuito electroquímico que comprende una red de objetos de hidrogel, red que comprende una pluralidad de objetos de hidrogel, en el que cada […]
Elemento de contacto eléctrico y proceso de fabricación de un elemento de contacto eléctrico, del 30 de Noviembre de 2016, de UMICORE AG & CO. KG: Proceso de fabricación de un elemento de contacto eléctrico que puede entrar en contacto con un contacto de acoplamiento, comprendiendo el proceso las siguientes […]
 Contacto de conexión con resorte de contacto de peso reducido, del 3 de Febrero de 2016, de Johnson Electric Germany GmbH & Co. KG: Interruptor eléctrico, en particular microinterruptor eléctrico, que comprende al menos un contacto eléctrico, en donde el contacto está configurado […]
Contacto de conexión con resorte de contacto de peso reducido, del 3 de Febrero de 2016, de Johnson Electric Germany GmbH & Co. KG: Interruptor eléctrico, en particular microinterruptor eléctrico, que comprende al menos un contacto eléctrico, en donde el contacto está configurado […]
 PIEZA DE CONTACTO PARA ALTA CARGA ELECTRICA, del 1 de Diciembre de 1971, de SIEMENS A. G.: Pieza de contacto para alta carga eléctrica, caracterizada porque se construye cono mínimo de dos fragmentos, de los cuales el primero esté constituido por un material resistente […]
PIEZA DE CONTACTO PARA ALTA CARGA ELECTRICA, del 1 de Diciembre de 1971, de SIEMENS A. G.: Pieza de contacto para alta carga eléctrica, caracterizada porque se construye cono mínimo de dos fragmentos, de los cuales el primero esté constituido por un material resistente […]