Procedimiento para la fabricación de componentes según la técnica de conformación por alta presión interna.
Procedimiento para la fabricación de componentes según la técnica de conformación por alta presión interna apartir de una pieza bruta (2a,
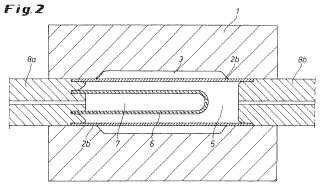
2b) metálica hueca, insertada en un útil de conformación (1) de al menos dos partes,que se conforma usándose un medio elastómero para la transmisión de la presión, caracterizado por que la piezabruta (2a; 2b) se llena con un primer fluido alojado de forma estanqueizada en la pieza bruta (2a; 2b) y estandoprevisto en el mismo un segundo fluido (7) encerrado por el medio elastómero (6), aplicándose presión al segundofluido (7) encerrado y expandiéndose el medio elastómero (6), cuyo volumen de conformación se transmite al primerfluido (5) para la expansión de la pieza bruta (2a; 2b) para obtener el componente acabado.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09015407.
Solicitante: SCHULER SMG GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: LOUIS-SCHULER-STRASSE 1 68753 WAGHÄUSEL ALEMANIA.
Inventor/es: MERTEN,CHRISTOF.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D26/033 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › Deformación de cuerpos tubulares (tubos corrugados por aplicación de presión mediante fluido B21D 15/03, B21D 15/10).
PDF original: ES-2426114_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de componentes según la técnica de conformación por alta presión interna La invención se refiere a un procedimiento y un dispositivo para la fabricación de componentes según la técnica de conformación por alta presión interna a partir de una pieza bruta metálica hueca, insertada en un útil de conformación, que se conforma usándose un medio elastómero para la transmisión de la presión.
Por el documento DE 10 2005 013 689 B3 se ha dado a conocer un procedimiento y un dispositivo de este tipo para separar o perforar una pieza de trabajo fabricada según el procedimiento de conformación por alta presión interna. A continuación de la conformación por alta presión interna de la pieza de trabajo, en un espacio de presión cerrado por una membrana como medio elastómero se genera una presión más elevada para la separación y perforación que la que es necesaria para la conformación por alta presión interna. Esta presión más elevada presiona la membrana en un punto en el que está dispuesto un medio de corte aún más contra el lado interior de la pieza de trabajo.
El procedimiento de conformación por alta presión interna es sobradamente conocido en el estado de la técnica y está descrito en la bibliografía correspondiente (véase DE-Z “BLECH ROHRE PROFILE 38 (1991) , páginas 505 a 508”) . Se aplica para la fabricación de componentes conformados de distintas maneras a partir de piezas brutas preferiblemente tubulares. Se inserta un tramo de tubo, p.ej. de acero o cobre, en un útil de conformación por alta presión interna formado por al menos dos partes sin matriz interior fija con empujadores de conformación o punzones de estanqueidad y una fuente de alta presión interna. Después del cierre de los extremos del tramo de tubo mediante los empujadores de conformación o punzones de estanqueidad, el tramo de tubo se solicita con ayuda de un medio de presión adecuado con una alta presión interna y se conforma solicitándose al mismo tiempo con presión axial (mediante los empujadores de conformación/punzones de estanqueidad) la pared del tubo. La presión axial y la presión interior hacen que el tramo de tubo se asiente contra el contorno o la pared interior del útil de conformación que presenta la forma definitiva del componente. Durante la conformación, el material se hace pasar a un estado plástico, que se mantiene durante todo el procedimiento de conformación teniéndose en cuenta la solidificación de material y eventuales fuerzas del útil.
Por el documento DE-C2-40 17 072 se ha dado a conocer insertar una pieza bruta dado el caso previamente doblada con la longitud deseada para la forma final en un útil aún abierto de dos partes, encontrándose el cuerpo hueco y el útil en un líquido, p.ej. agua. Los extremos frontales de la pieza bruta aún están abiertos, de modo que el líquido pueda llegar también al espacio interior de la pieza bruta pudiendo llenarlo por completo. En cuanto la pieza bruta esté llena de líquido sin burbujas, las dos mitades del útil se desplazan una respecto a la otra con los extremos frontales abiertos de la pieza bruta. De este modo, la pieza bruta llena de líquido y que se encuentra en el líquido se conforma previamente respecto a su sección transversal aproximándose al contorno del útil.
Después de aproximarse las mitades del útil una a la otra, se cierran también los extremos frontales de la pieza bruta, aumenta la presión hidráulica en el espacio interior de la pieza bruta, se aprietan los tramos de pared de forma plana contra el perímetro predeterminado por el contorno del útil, fabricándose de este modo el componente acabado.
Además del hecho de que los procedimientos o dispositivos de conformación conocidos requieran una forma de construcción costosa con medidas de estanqueización importantes, la pieza bruta a conformar entra en cualquier caso directamente en contacto con el medio de presión.
Para evitar un contacto directo del medio o fluido de presión con la pieza bruta o el tramo de tubo a conformar, por el documento DE 32 03 144 A1 se conoce insertar en el tramo de tubo de forma estanqueizada un mandril de establecimiento de presión. Este tiene un cuerpo de mandril provisto de alimentaciones de medio de presión, estando envueltas las alimentaciones de medio de presión por un manguito de transmisión de la presión, en particular de un elastómero de poliuretano. En caso de una solicitación con presión, el manguito expande la pieza bruta para que obtenga la forma final predeterminada por el contorno del útil.
La invención tiene el objetivo de crear un procedimiento del tipo genérico con el que pueda conseguirse un proceso de fabricación más sencillo y más seguro en el servicio y que permita conformar de forma variable distintas geometrías de piezas brutas, en particular también piezas brutas abiertas sólo en un lado, obteniendo por ejemplo latas o botellas.
Partiendo del procedimiento genérico, este objetivo se consigue según la invención porque la pieza bruta se llena con un primer fluido alojado de forma estanqueizada en la pieza bruta y estando previsto en el mismo un segundo fluido encerrado por el medio elastómero, aplicándose presión al segundo fluido encerrado y expandiéndose el medio elastómero, cuyo volumen de conformación se transmite al primer fluido para la expansión de la pieza bruta para obtener el componente acabado. Permitiéndose, por lo tanto, una transmisión de la presión escalonada mediante dos fluidos o medios de presión separados uno de otro, ya no tiene lugar un contacto directo entre el
medio elastómero y la pieza bruta, de modo que el medio elastómero está sometido a cargas más reducidas y tiene una vida útil claramente más larga. Con el mismo medio elastómero pueden conformarse distintas geometrías de piezas brutas para obtener el componente acabado, también las que no permiten una inserción de un medio elastómero a lo largo de toda la longitud, puesto que la expansión del medio elastómero se propaga también en este caso mediante el primer fluido que llena la pieza bruta llegando a la pared presionándola contra el contorno predeterminado del útil de conformación. Puesto que sólo el primer fluido entra en contacto con la pieza bruta, puede usarse para ello de forma sencilla agua sin aditivos químicos, de modo que es posible cumplir los requisitos higiénicos estrictos de la industria de víveres, por lo que pueden conformarse a partir de piezas brutas abiertas en un lado latas, botellas o recipientes similares adecuados para bebidas, sin tener que temer adhesiones nocivas o poco favorables, que requieran un gran esfuerzo de limpieza.
Según una propuesta de la invención, el primer fluido es alojado en una pieza bruta cilíndrica de forma estanqueizada a los dos lados, pudiendo realizarse la estanqueización de los extremos abiertos mediante punzones de estanqueidad, que permiten también un empuje posterior de material.
Para la conformación de una pieza bruta abierta en un lado, en forma de cuerpo hueco, como producto previo para latas, botellas o similares, la invención prevé que el primer fluido sea estanqueizado hacia el lado abierto de la pieza bruta, de forma ventajosa mediante un punzón de estanqueidad, como se ha descrito anteriormente.
Si según una realización preferible de la invención en el primer fluido se inserta desde los dos lados de la pieza bruta cilíndrica un segundo fluido encerrado en un medio elastómero, mediante la aplicación de una presión previa reducida puede facilitarse claramente la conformación de componentes críticos o el cierre del útil con presión de apoyo, puesto que los medios elastómeros se expanden como una burbuja y asientan por ejemplo contra el punzón de estanqueidad correspondiente. Esto por supuesto también es el caso para un punzón de estanqueidad dispuesto sólo en un lado con un medio elastómero dispuesto en el mismo.
Según una propuesta ventajosa de la invención, el circuito para la alimentación o introducción del primer fluido está separado del circuito para el segundo fluido. Por lo tanto, pueden realizarse dos circuito cerrados, en los que el segundo fluido, p.ej. un líquido hidráulico, como un fluido HFA según DIN, sólo se presenta en una cantidad pequeña y no requiere gestión de fluidos ni ninguna filtración. El primer fluido, en particular agua, que entra en contacto con la pieza bruta, puede mantenerse en circulación durante un turno y sólo debe filtrarse de forma basta o puede usarse como fluido en paso en la fabricación de componentes pequeños. No hay pérdidas de tiempo para el llenado.
Otros detalles y características de la invención resultan de las reivindicaciones y de la descripción expuesta... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de componentes según la técnica de conformación por alta presión interna a partir de una pieza bruta (2a, 2b) metálica hueca, insertada en un útil de conformación (1) de al menos dos partes, que se conforma usándose un medio elastómero para la transmisión de la presión, caracterizado por que la pieza bruta (2a; 2b) se llena con un primer fluido alojado de forma estanqueizada en la pieza bruta (2a; 2b) y estando previsto en el mismo un segundo fluido (7) encerrado por el medio elastómero (6) , aplicándose presión al segundo fluido (7) encerrado y expandiéndose el medio elastómero (6) , cuyo volumen de conformación se transmite al primer fluido (5) para la expansión de la pieza bruta (2a; 2b) para obtener el componente acabado.
2. Procedimiento según la reivindicación 1, caracterizado por que el primer fluido (5) está alojado de forma 10 estanqueizada a los dos lados en una pieza bruta cilíndrica (2b) .
3. Procedimiento según la reivindicación 1, caracterizado por que el primer fluido (5) está estanqueizado en una pieza bruta (2a) abierta en un lado en forma de cuerpo hueco hacia el lado abierto de la pieza bruta (2a) .
4. Procedimiento según la reivindicación 2, caracterizado por que un segundo fluido (7) encerrado en un medio elastómero (6) se inserta en el primer fluido (5) desde los dos lados de la pieza bruta cilíndrica (2b) .
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado por que el circuito para la alimentación o introducción del primer fluido (5) está separado del circuito para el segundo fluido (7) .
Patentes similares o relacionadas:
MULTICÁMARA CON MULTIPLICADORES DE ULTRA ALTA PRESIÓN ISOSTÁTICA CON VÁLVULAS ELÉCTRICAS PERFECCIONADAS CON COMANDO DE POSICIÓN, del 2 de Abril de 2020, de CASTRO ARRIAGADA, Luis Osvaldo: Multicámara con multiplicadores de ultra alta presión isostática, con electroválvulas y sensores eléctricos, que incluyen la presión y temperatura, al menos dos […]
Procedimiento para moldear y endurecer materiales de acero, del 19 de Junio de 2019, de voestalpine Metal Forming GmbH: Procedimiento para transformar a alta presión interna y endurecer tuberías galvanizadas de chapa de acero, en cuyo caso se utiliza una tubería prefabricada, […]
Tubo de árbol de transmisión hidroformado con forma secundaria, del 20 de Noviembre de 2018, de DANA AUTOMOTIVE SYSTEMS GROUP, LLC: Un tubo de árbol de transmisión hidroformado , que comprende: una primera parte de extremo que tiene una forma sustancialmente […]
Procedimiento para la fabricación de un componente estructural con forma de tubo para un automóvil, del 11 de Febrero de 2015, de BENTELER AUTOMOBILTECHNIK GMBH: Procedimiento para la fabricación de un componente estructural con forma de tubo para un automóvil, en el que en primer lugar una placa metálica […]
PROCEDIMIENTO PARA EL ENSAMBLAJE AUTOMATIZADO DE ESTRUCTURAS TUBULARES, del 27 de Junio de 2013, de FUNDACION ANDALUZA PARA EL DESARROLLO AEROESPACIAL: Procedimiento para el ensamblaje automatizado de estructuras tubulares, que permite, de forma robusta y rápida, la construcción de estructuras. Es un sistema especialmente […]