PROCEDIMIENTO PARA LA FABRICACIÓN DE COMPONENTES CON UNA CAPA DE SELLADO DE POLIURETANO (PUR) COMPACTA.
Procedimiento para la fabricación de componentes con una capa de sellado de poliuretano compacto,
en el que el componente es insertado en un útil de moldeo (20), en el que en el estado cerrado entre la superficie a recubrir del componente (1) y la pared interior opuesta del molde está presente un intersticio (23), en el que la cabeza de mezcla se conecta para el llenado del intersticio en el útil de moldeo (20) y los componentes del poliuretano compacto son inyectados a través de una cabeza de mezcla (13) y un canal de bebedero (24, 25) en el útil de moldeo (20) equipado con el componente (1), caracterizado porque se calcula una presión Pist, que depende de la presión de la cavidad, en la alimentación de los componentes hacia la cabeza de mezcla (13), en el canal de bebedero hacia el útil de moldeo o en el espacio de rebosadero (26), y se termina la alimentación de los componentes y se conmuta la cabeza de mezcla a un estado de recirculación cuando la presión Pist calculada ha alcanzado una presión Pab predeterminada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2004/002156.
Solicitante: KRAUSSMAFFEI TECHNOLOGIES GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KRAUSS-MAFFEI-STRASSE 2 80997 MUNCHEN ALEMANIA.
Inventor/es: RENKL, JOSEF, SONNTAG,THOMAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Marzo de 2004.
Clasificación Internacional de Patentes:
- B29C31/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 31/00 Manipulación, p. ej. alimentación del material a conformar. › de cantidades determinadas.
- B29C67/24D
Clasificación PCT:
- B29C31/06 B29C 31/00 […] › de cantidades determinadas.
- B29C67/24 B29C […] › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › caracterizadas por la elección de material.
- B29C70/68 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › por incorporación o moldeo de partes preformadas, p. ej. inserciones o capas.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un procedimiento de acuerdo con el preámbulo de la reivindicación 1 de la patente para la fabricación de componentes con una capa de sellado de poliuretano (PUR) compacto y a un dispositivo para el mismo.
**(Ver fórmula)**
**(Ver fórmula)**
Un campo de aplicación preferido es la fabricación de piezas compuestas de enchapado selladas con PUR en 5 procedimientos de fundición clara.
Las piezas moldeadas decorativas en la zona interior de vehículo así como en la zona exterior, bandejas y cubetas para aplicaciones médicas así como componentes de muebles y elementos de diseño requieren un sellado resistente a la luz y resistente a los arañazos de la superficie. Se conoce pretratar de forma costosa piezas decorativas de madera, aluminio o fibras de carbono y recubrirlas hasta diez veces con laca de poliéster insaturado hasta que presentan el 10 espesor requerido de la laca. Después de cada proceso de laqueado se lleva a cabo una gelificación intermedia durante aproximadamente veinte minutos a temperatura ambiente. El tiempo de endurecimiento de la capa de laca de poliéster está, en general, entre 48 y 72 horas. Al final, debe rectificarse todavía plana la capa de laca más alta. Tal recubrimiento con una laca se puede realizar, por ejemplo, con dispositivos de pulverización, como se mencionan como estado de la técnica en el documento DE 197 53 602 A1 o con un dispositivo de pulverización mejorado de acuerdo con el objeto de 15 aplicación del propio documento DE 197 53 602 A1.
En estas técnicas de pulverización es un inconveniente que se producen residuos de lodo de laca y aparecen emisiones en el espacio interior del vehículo. Además, es un inconveniente el gasto de tiempo grande hasta la terminación de un producto laqueado.
Para la eliminación de estos inconvenientes se conoce el llamado procedimiento CCM (Clear Coat Moulding). En este 20 caso se trata de un procedimiento para el sellado de superficies con un poliuretano compacto, en el que se parte del reconocimiento de que el poliuretano alifático es resistente a la luz y se adhiere muy bien sobre madera, metal así como diferentes tejidos. Además, un poliuretano alifático está disponible tanto en realización dura como también en realización flexible. La fabricación de productos sellados con PUR se realiza en este caso en una única etapa de trabajo, insertando los productos a sellar o bien a recubrir en un útil de moldeo, cuya cavidad tiene en cuenta el espesor de la capa, 25 permaneciendo libre, después del cierre del molde, un intersticio que corresponde al espesor de la capa. Este intersticio se rellena en el procedimiento de alta presión con un poliuretano de dos componentes en una etapa de trabajo. El proceso de recubrimiento ha concluido, después de un tiempo de reacción de la capa de poliuretano, después de pocos minutos y el producto recubierto puede ser extraído fuera del útil de moldeo. En general, no es necesario un repaso de los productos en la zona del sellado de PUR o bien del recubrimiento de PUR. 30
Habitualmente en este caso está previsto siempre un volumen fijo de PUR de acuerdo con la cavidad a rellenar como peso por inyección. En este contexto, se remite a los documentos WO 99/07578 y US 5.008.062, en los que se utiliza una cantidad determinada de material reactivo para el recubrimiento o envoltura de una pieza de núcleo insertada en un molde y se introduce en este molde.
En este caso, permanece sin ser tenido en cuenta que los productos o bien componentes a recubrir, mencionado a 35 continuación en parte también como piezas de inserción, de una carga pueden presentar en sí diferentes volúmenes. Precisamente en el caso de piezas compuestas enchapadas, aparecen diferencias ya en una carga en virtud de inexactitudes de medición durante el corte de las hojas de chapa así como durante el encolado con el soporte metálico. Por lo tanto, resultan desviaciones en el volumen también porque piezas de inserción de este tipo presentan enchapados diferentes, por ejemplo cuando se emplean diferentes maderas para decoraciones de maderas en la zona 40 interior de un automóvil de acuerdo con el deseo del cliente (madera de raíces, abedul, abeto, etc.). En virtud de estas inexactitudes de medición en las piezas de inserción, se producen oscilaciones correspondientes en el volumen de la cavidad a rellenar.
Cuando ahora, como es habitual, por cada inyección se predetermina un volumen fijo de PUR, esto tiene repercusiones negativas diferentes, según que excesivamente o demasiado poco PUR en la cavidad. 45
En el caso de una cavidad demasiado pequeña, se inyecta PUR excesivo y se produce una subida no deseada de la presión en la cavidad, con la consecuencia de que tiene lugar un empuje de presión de la cavidad y una inyección excesiva. De esta manera, se consume más PUR que el propiamente necesario; además, se produce una formación de rebajas no deseada en la pieza de inserción. En el caso de una cavidad demasiado grande, ésta no se llena totalmente, es decir, que no se consigue un recubrimiento completo. Por lo tanto, la presión interior puede no ser suficientemente 50 grande, para hacer que eventuales burbujas exploten con seguridad, de manera que la capa de sellado presenta inclusiones de aire.
Se conoce a partir del documento US 6.143.214 un dispositivo de mezcla y de distribución, en el que se alimentan dos componentes reactivos a una instalación de mezcla y se mezclan íntimamente entre sí. En el extremo de la cámara se descarga la mezcla y se conduce a un molde. Para posibilitar un modo de trabajo funcional seguro, se calcula la presión 55 en la cámara de mezcla y cuando se alcanza un límite de presión predeterminado se interrumpe una alimentación adicional a la mezcla.
En el documento DE 38 03 595 se describe un procedimiento y un dispositivo para el llenado de útiles de moldeo con un material de PUR, en el que en el útil de moldeo propiamente dicho están dispuestos uno o varios registradores de presión. Si se alcanza en la herramienta una presión determinada, entonces se desconecta la alimentación de material hacia el útil de moldeo, para asegurar un grado de llenado unitario. Se conocen a partir del documento DE 3521948 registradores de presión dispuestos en el canal de bebedero para el control de la dosificación de la mezcla. 5
La invención tiene el problema de indicar un procedimiento así como un dispositivo para la fabricación de productos sellados con PUR, que conducen, independientemente de las inexactitudes de mención de las piezas de inserción siempre a un sellado con calidad constante y que evita los inconvenientes mencionados anteriormente.
La solución de este problema se realiza a través de un procedimiento con las características de la reivindicación 1 de la patente así como a través de un dispositivo con las características de la reivindicación 7 de la patente. Los desarrollos y 10 configuraciones ventajosas se encuentran en las reivindicaciones dependientes.
La alimentación de los componentes se desconecta cuando se ha alcanzado una presión de desconexión predeterminada en la alimentación de los componentes. En la cavidad se consigue siempre la misma presión interior de una inyección a otra y el volumen de inyección se ajusta a las oscilaciones de la cavidad. Por lo tanto, no sólo se pueden revestir sin problemas componentes compuestos enchapados con oscilaciones en una carga con una capa de 15 sellado de alta calidad, sino que se pueden recubrir también sin problemas de una inyección a otra piezas compuestas enchapadas, que presentan diferentes enchapados. Puesto que siempre se consigue la misma presión interior del molde, se asegura, además, que se aplasten todas las burbujas que aparecen eventualmente y, por lo tanto, se pueden evitar inclusiones de aire.
Con preferencia, se mide la presión de uno de los componentes en la cabeza de mezcla, Cuando la relación de mezcla 20 de poliol a isocianato es distinta de 1 : 1, se mide con preferencia la presión de aquel componente, que presenta la porción más elevada en la mezcla de PUR, puesto que la subida de la presión hacia el final de la inyección se desarrolla más empinada en este componente y, por lo tanto, se puede supervisar mejor. Pero también es posible medir la presión en el componente con la porción más baja en la mezcla de PUR o en ambos componentes.
En otra configuración, está previsto medir adicionalmente el tiempo después del inicio de la inyección de PUR, puesto 25 que en el caso de laqueados del útil de moldeo, la presión...
Reivindicaciones:
1. Procedimiento para la fabricación de componentes con una capa de sellado de poliuretano compacto, en el que el componente es insertado en un útil de moldeo (20), en el que en el estado cerrado entre la superficie a recubrir del 5 componente (1) y la pared interior opuesta del molde está presente un intersticio (23), en el que la cabeza de mezcla se conecta para el llenado del intersticio en el útil de moldeo (20) y los componentes del poliuretano compacto son inyectados a través de una cabeza de mezcla (13) y un canal de bebedero (24, 25) en el útil de moldeo (20) equipado con el componente (1), caracterizado porque se calcula una presión Pist, que depende de la presión de la cavidad, en la alimentación de los componentes hacia la cabeza de mezcla (13), en el canal de bebedero hacia el útil de moldeo o en 10 el espacio de rebosadero (26), y se termina la alimentación de los componentes y se conmuta la cabeza de mezcla a un estado de recirculación cuando la presión Pist calculada ha alcanzado una presión Pab predeterminada.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque durante la medición en la alimentación de los componentes se pide la presión de uno de los componentes.
3. Procedimiento de acuerdo con la reivindicación 1 o 2, caracterizado porque en el caso de una relación de mezcla 15 distinta de 1:1, se mide la presión de aquel componente que posee la porción más alta en la mezcla de poliuretano.
4. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque durante la medición en la alimentación de los componentes, se mide la presión de los dos componentes.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque se mide la presión adicionalmente tanto en el canal de bebedero (24, 25) como también en el espacio de rebosadero (26), porque se forma 20 un valor medio de estos dos valores de la presión y porque se realiza la desconexión de la alimentación de los componentes cuando se alcanza una valor medio predeterminado.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque adicionalmente se mide el tiempo t después del comienzo de la alimentación de la mezcla y porque se desconecta la alimentación de los componentes cuando ha transcurrido un tiempo Tab determinado, predeterminable. 25
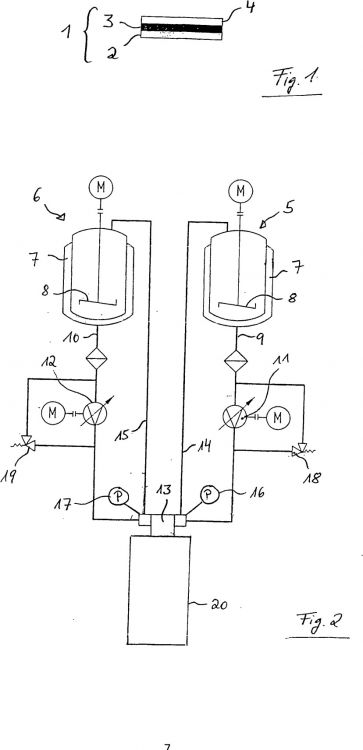
7. Dispositivo para la realización de un procedimiento mencionado en las reivindicaciones 1 a 6 para la fabricación de componentes con una capa de sellado de poliuretano compacto, que comprende una cabeza de mezcla (13) para la generación de una mezcla de poliuretano, que se puede introducir a través de un canal de bebedero (25, 25) en un útil de moldeo (20), y dos conductos de alimentación de los componentes (9, 10) hacia la cabeza de mezcla (13), en el que
- la cabeza de mezcla (13) se puede conectar en el útil de moldeo (20) para llenarlo, 30
- en uno o en los dos conductos de alimentación de los componentes (9, 10) o en el canal de bebedero o en un espacio de rebosadero (26) del útil de moldeo está previsto un registrador de presión (16, 17),
- en un control de la máquina está depositado un valor de la presión de desconexión Pab ajustable, y
- cuando se alcanza una presión de desconexión Pab preajustada, se puede desconectar la alimentación de los componentes y se puede conmutar la cabeza de mezcla al estado de recirculación. 35
Patentes similares o relacionadas:
Aparato de dosificación, del 10 de Junio de 2020, de Piovan S.P.A: Aparato de dosificación para dosificar productos con forma granular y/o microgranular y/o de copos y/o en polvo, en particular para dosificar plásticos y/o aditivos para […]
Producto de plástico, del 10 de Junio de 2019, de Rolan Investment OÜ: Un producto de plástico hecho de residuos plásticos reciclados sucios mixtos, en el que el producto de plástico tiene una estructura de superficie superior , una estructura […]
Sistema y método para la fabricación de un producto de plástico a partir de residuos de plástico mixtos reciclados, del 9 de Agosto de 2017, de Rolan Investment OÜ: Un sistema para producir productos de plástico a partir de materia prima que ha sido reciclada a partir de residuos de plástico mixtos sin clasificar, no identificados […]
Sistema de dosificación de material plástico para dispositivo de producción de artículos de material plástico, del 12 de Marzo de 2014, de AISAPACK HOLDING SA: Unidad de dosificación que forma un bloque que comprende un conducto de entrada de material , una cavidad de dosificación (4, […]
APARATO DE MOLDEO PARA COMPRESION DE OBJETOS DE PLASTICO., del 16 de Junio de 2006, de SACMI COOPERATIVA MECCANICI IMOLA S.C.R.L.: Aparato para el moldeado por compresión de artículos hechos de plástico, que comprende medios de moldeado y medios de alimentación para suministrar dosis (D) […]
INSTALACION PARA LA FABRICACION DE PIEZAS DE ESTRUCTURAS EN MATERIAL TERMOPLASTICO, ESPECIALMENTE PARA VEHICULOS AUTOMOVILES., del 16 de Diciembre de 2003, de FAURECIA INDUSTRIES: Instalación de fabricación de piezas de estructura hechas con material termoplástico, en particular para vehículos automóviles, que comprende unos medios de producción […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE LENTES OPTICAS., del , de NOVARTIS AG NOVARTIS-ERFINDUNGEN VERWALTUNGSGESELLSCHAFT M.B.H.: EN UN PROCEDIMIENTO PARA LA ELABORACION DE LENTES OPTICAS, EN PARTICULAR DE LENTES DE CONTACTO, SE APLICA UN MATERIAL (M) DE LENTE ENTRE DOS […]
DISPOSITIVO DE SUMINISTRO CUANTITATIVO DE POLVO Y PROCEDIMIENTO PARA SUMINISTRAR CUANTITATIVAMENTE EL POLVO, del 18 de Noviembre de 2011, de FINE TECHNICS CO., LTD: - Un aparato para suministrar polvo cuantitativamente a un sitio requerido, comprendiendo el aparato: una parte motriz para generar una fuerza motriz que usa una potencia […]