PROCEDIMIENTO PARA LA FABRICACION DE UN CASQUILLO DE FORMA CONICA.
Procedimiento para la fabricación de un casquillo (20) de forma cónica,
que comprende las etapas: - arrollamiento de una sección de alambre (14) para formar un segmento de anillo de alambre (18); y - transformación del segmento de anillo de alambre (18) en el casquillo (20) de forma cónica por medio de una estampa de troquel y un molde de troquel, caracterizado porque la sección de alambre (14) permanece unida con el tramo de alambre (10) durante el arrollamiento, de manera que la sección de alambre (10) es transformada antes del arrollamiento en una sección de alambre plano (14), porque el segmento de anillo de alambre (18) es cortado después del arrollamiento desde el tramo de alambre (10) y porque la superficie interior radial (24) del casquillo (20) es transformada en dirección axial esencialmente paralela al eje de arrollamiento (W) y su superficie exterior radial (22) es transformada en dirección axial inclinada con respecto al eje de arrollamiento (W), de tal manera que un área de la sección transversal radial (28) del casquillo (20) presenta la forma de un triángulo o de un trapecio
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07005976.
Solicitante: OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH.
Nacionalidad solicitante: Alemania.
Dirección: LECHBRUCKER STRASSE 15,87642 HALBLECH.
Inventor/es: KOPF, JOHANN, NIKLAS,MARTIN,JUN, REIMANN,NIKOLAUS.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Marzo de 2007.
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B21D53/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de objetos en forma anular, p. ej. aros para toneles.
- B21D53/20 B21D 53/00 […] › de arandelas, p. ej. para juntas.
- B21F3/00 B21 […] › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Enrollamiento de alambre según formas particulares.
- B21F37/00 B21F […] › Fabricación de anillos de alambre (para la fabricación de cadenas B21L; producción de núcleos para talones de neumático o bandas planas B29D 30/48).
- B21K1/76B
Clasificación PCT:
- B21D53/16 B21D 53/00 […] › de objetos en forma anular, p. ej. aros para toneles.
- B21F3/00 B21F […] › Enrollamiento de alambre según formas particulares.
- B21F37/00 B21F […] › Fabricación de anillos de alambre (para la fabricación de cadenas B21L; producción de núcleos para talones de neumático o bandas planas B29D 30/48).
- B21K1/76 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de elementos no mencionados en alguno de los grupos precedentes.
- F16L21/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 21/00 Empalmes con manguito o casquillo (F16L 13/00, F16L 17/00, F16L 19/00 tienen prioridad; empalmes o accesorios de empalme especialmente adaptados para ser hechos de materiales plásticos o para ser utilizados con tubos en materiales plásticos F16L 47/00; especialmente adaptados para tubos de materiales frágiles F16L 49/00). › estando los segmentos de estanqueidad comprimidos por órganos móviles según el eje.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de un casquillo de forma cónica.
La presente invención se refiere a un procedimiento para la fabricación de un casquillo de forma cónica de acuerdo con el preámbulo de la reivindicación 1.
Se conoce a partir de los documentos JP 02 176 225 A y EP-A-0 879 661 un procedimiento para la fabricación de un resorte de disco de tipo cónico.
Los casquillos cónicos se emplean en sistemas hidráulicos o neumáticos y especialmente en el sector sanitario, para apoyar una acción de obturación, por ejemplo, entre un conducto de alimentación hacia una grifería y una válvula de esquina conectada en ella. Tales válvulas de esquina sirven para poder interrumpir un conducto de suministro conectado con la válvula de esquina, por ejemplo una instalación doméstica, desde el conducto de alimentación hacia la grifería. Puesto que a las griferías se alimenta, en general, tanto agua caliente como también agua fría, por cada grifería instalada se necesitan normalmente dos válvulas de esquina y, por lo tanto, también dos casquillos cónicos. De ello se deduce claramente que en el casquillo cónico se trata de un producto en serie, que debe fabricarse en números de piezas muy grandes.
Sin embargo, hasta ahora, tales casquillos cónicos han sido fabricados en una mecanización por arranque de virutas a partir de un trozo de tubo.
En la fabricación por arranque de virutas de tales piezas pequeñas producidas en grandes números de piezas, se produce relativamente mucho desecho y la mecanización por arranque de virutas es en sí más bien costosa de tiempo e intensiva de costes, especialmente también con respecto al desgaste en las herramientas de arranque de virutas empleadas.
En cambio, el cometido de la invención es poder fabricar un casquillo de forma cónica con coste más favorable.
A tal fin, la invención propone el procedimiento de acuerdo con la reivindicación 1.
Este procedimiento se basa en la transformación plástica de una sección de alambre, de manera que se puede prescindir de una fabricación por arranque de virutas. De esta manera, se puede evitar el desecho de material que se produce durante el proceso de fabricación del casquillo cónico, lo que es especialmente ventajoso con respecto a la escasez de recursos de materiales, a partir de los cuales está fabricado el casquillo cónico. Además, las etapas de transformación plástica se pueden realizar de forma claramente más rápida en comparación con la mecanización por arranque de virutas, de manera que se pueden fabricar más casquillos cónicos por unidad de tiempo. En general, a través del procedimiento reivindicado se posibilita, por lo tanto, una fabricación de coste más favorable de casquillos cónicos.
Para conseguir una distribución favorable del material en la sección de alambre con respecto a la transformación en el casquillo de forma cónica, se deforma la sección de alambre antes del arrollamiento para obtener una sección de alambre plano. En este caso, el área de la sección transversal de la sección de alambre, que está configurada normalmente, pero no exclusivamente, de forma circular, se transforma en un área de la sección transversal de tipo ovalado, que presenta dos lados longitudinales, que están unidos entre sí por lados anchos, de manera que los lados anchos están configurados más cortos que los lados longitudinales.
Para conseguir un proceso de fabricación continuo, se corta la sección de alambre desde un tramo de alambre. En este caso, se arrolla un extremo libre del tramo de alambre, que forma la sección de alambre a transformar, de acuerdo con el procedimiento anterior para obtener un segmento de anillo de alambre, en el que se realiza previamente la transformación para obtener la sección de alambre plano.
El segmento de anillo de alambre que resulta a través del arrollamiento y que está conectado con el tramo de alambre es cortado después del arrollamiento desde el tramo de alambre.
Para poder fabricar la sección de alambre plano, se propone que el tramo de alambre o bien la sección de alambre sea laminado o sea estirado por extrusión a través de una herramienta de estiramiento.
El casquillo de forma cónica fabricado a partir del segmento de anillo de alambre a través de transformación del mismo cubre en la dirección circunferencial con preferencia un ángulo entre 345º y 360º, de manera que es especialmente preferido que el ángulo sea aproximadamente 355ºC. A través de una configuración de este tipo, el casquillo cónico presenta dos extremos libres opuestos en dirección circunferencial, que forman en dirección circunferencial una abertura en el casquillo de forma cónica. Esta abertura conduce a que el casquillo cónico se pueda deformar elásticamente en una cierta medida durante su utilización, de manera que se puede adaptar óptimamente a conductos realimentación correspondientes o bien a elementos de obturación que, dado el caso, no siempre son totalmente idénticos debido a inexactitudes de fabricación. A través de esta capacidad de adaptación del casquillo cónico se puede mejorar el efecto de obturación en la transición entre una válvula de esquina y un conducto de alimentación a la grifería.
La transformación en el casquillo de forma cónica se realiza con preferencia como proceso de prensado utilizando una estampa de troquel y un molde de troquel.
Como material de alambre se contempla con preferencia un metal no férrico, por ejemplo latón, puesto que estos materiales se pueden llevar muy bien a una forma deseada a través de transformaciones plásticas, como laminación, estiramiento y prensado.
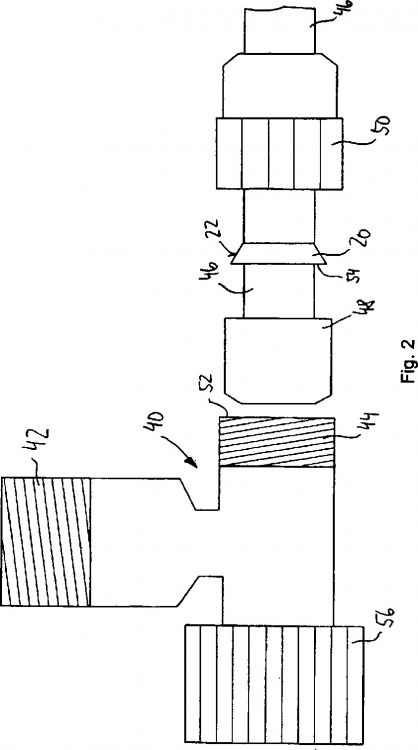
El casquillo cónico acabado presenta una superficie interior radial, que está configurada en dirección axial esencialmente paralela al eje de arrollamiento del casquillo cónico, y una superficie exterior radial, que está configurada inclinada en dirección axial con respecto al ángulo de arrollamiento. Un casquillo cónico configurado de esta manera se apoya con su superficie interior con una superficie exterior de un conducto de alimentación hacia una grifería y entra en contacto con su superficie exterior cónica inclinada con una periferia interior correspondiente de una tuerca de racor, que es enroscada con la válvula de esquina. En este caso, a través de la configuración de forma cónica se consigue un centrado de la tuerca a enroscar con la válvula de esquina con respecto al conducto de alimentación de la grifería.
El casquillo cónico presenta un área de la sección transversal radial en forma de un triángulo o de un trapecio.
Con referencia a las figuras adjuntas se describe a continuación a modo de ejemplo el procedimiento de fabricación de acuerdo con la invención y, además, se muestra la utilización de una forma de realización del casquillo cónico en el ejemplo de una conexión de válvula de esquina.
La figura 1 muestra en las figuras a) - d) las etapas esenciales de un procedimiento de fabricación para un casquillo de forma cónica.
La figura 2 muestra una vista en planta superior esquemática sobre una válvula de esquina y una pieza de conducto de alimentación de grifería con casquillo cónico en el estado no conectado.
En la figura 1 se muestran en representación esquemática las etapas de fabricación esenciales de un casquillo cónico de acuerdo con las figuras parciales a) - d). En la figura 1a), que representa una vista en plata superior lateral, un tramo de alambre 10 es conducido a través de dos rodillos opuestos, solamente un rodillo 12 de los cuales ha sido representado. A través de la laminación se transforma el tramo de alambre 10 en una sección de alambre plano 14, de manera que esta sección de alambre plano 14 presenta dos superficies laterales planas 16 en el ejemplo de realización. La sección de alambre plano 14 es conducida a continuación a un dispositivo de arrollamiento no representado, en el que es arrollada, apoyándose con una de sus superficies laterales 16, alrededor de un mandril de arrollamiento con un eje de arrollamiento W. De esta manera, se transforma la sección de alambre plano 14 para formar un segmento de anillo de alambre 18. El segmento de anillo de alambre 18 presenta una forma del tipo de muelle helicoidal y se corta por medio de un dispositivo de corte no representado tampoco, asociado al dispositivo de arrollamiento, desde el tramo de alambre 10 continuo hasta allí, pero transformado. El corte se realiza aproximadamente en el lado del segmento de anillo de alambre 18 designado con la flecha...
Reivindicaciones:
1. Procedimiento para la fabricación de un casquillo (20) de forma cónica, que comprende las etapas:
caracterizado porque la sección de alambre (14) permanece unida con el tramo de alambre (10) durante el arrollamiento, de manera que la sección de alambre (10) es transformada antes del arrollamiento en una sección de alambre plano (14), porque el segmento de anillo de alambre (18) es cortado después del arrollamiento desde el tramo de alambre (10) y porque la superficie interior radial (24) del casquillo (20) es transformada en dirección axial esencialmente paralela al eje de arrollamiento (W) y su superficie exterior radial (22) es transformada en dirección axial inclinada con respecto al eje de arrollamiento (W), de tal manera que un área de la sección transversal radial (28) del casquillo (20) presenta la forma de un triángulo o de un trapecio.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la sección de alambre plano (14) se configura a través de laminación o estiramiento por extrusión del tramo de alambre (10) o bien de la sección de alambre.
3. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el casquillo (20) de forma cónica cubre en la dirección circunferencial un ángulo entre 345º y 360º, con preferencia un ángulo de aproximadamente 355º.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque como material de alambre se utiliza un metal, con preferencia un metal no férrico, especialmente de aleación de cobre.
Patentes similares o relacionadas:
Dispositivo de curvado en redondo y procedimiento para transformar tramos de cinta en cuerpos redondos, especialmente casquillos, por curvado alrededor de la superficie periférica de un núcleo de curvado redondo, del 13 de Abril de 2016, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de curvado en redondo para transformar tramos de cinta en cuerpos redondos, especialmente casquillos, por curvado alrededor de la superficie periférica […]
 Procedimiento para la fabricación de un anillo de joyería, del 30 de Diciembre de 2015, de Eduard G.Fidel GmbH: Procedimiento para fabricar un anillo de joyería que presenta un anillo de soporte y al menos un rebajo practicado en él para el alojamiento […]
Procedimiento para la fabricación de un anillo de joyería, del 30 de Diciembre de 2015, de Eduard G.Fidel GmbH: Procedimiento para fabricar un anillo de joyería que presenta un anillo de soporte y al menos un rebajo practicado en él para el alojamiento […]
Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios, del 9 de Abril de 2014, de DIEHL METALL STIFTUNG & CO. KG: Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios, especialmente de un anillo de sincronización , […]
 Diseño de anillo de sujeción, del 30 de Julio de 2013, de Haldex Brake Corporation: Un metodo para la fabricaciOn de un anillo de sujecion , quo comprende las etapas de:proporcionar una banda de metal;
coder la banda […]
Diseño de anillo de sujeción, del 30 de Julio de 2013, de Haldex Brake Corporation: Un metodo para la fabricaciOn de un anillo de sujecion , quo comprende las etapas de:proporcionar una banda de metal;
coder la banda […]
 PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]
PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL, del 11 de Abril de 2011, de MIELE & CIE. KG: Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo […]
MAQUINA PARA FABRICACION AUTOMATICA DE ANILLOS DE COMPRESION DE CONEXION MACHO-HEMBRA., del 16 de Abril de 2004, de HANS OETIKER AG MASCHINEN- UND APPARATEFABRIK: SE PRESENTA UN METODO Y UNA MAQUINA PARA MANUFACTURAR ANILLOS DE COMPRESION EN EL CUAL SE SUMINISTRA UN MATERIAL EN FORMA DE BANDA PLANA A UNA ESTACION DE ESTAMPACION […]
ANILLO DE APRIETE; PROCEDIMIENTO DE FABRICACION E INSTALACION DE FABRICACION., del 16 de Marzo de 2004, de ETABLISSEMENTS CAILLAU: Procedimiento de fabricación de un anillo de apriete, que comprende una banda o cinta metálica enrollada sobre sí misma, cuyos extremos (10A, 10B; 110A, 110B; […]
PROCEDIMIENTO PARA FIJAR UNA PIEZA EN FORMA DE BARRA EN UN SOPORTE., del 16 de Abril de 2007, de WILLY VOIT GMBH & CO.: Procedimiento para fijar una pieza en forma de barra, preferiblemente con sección transversal cilíndrica, en un soporte que lo envuelve, caracterizado por las […]