PROCEDIMIENTO PARA FABRICACION DE UNA CAPA DE SILICONA DELGADA, CAPA DELGADA DE SILICONA Y SU UTILIZACION.
Procedimiento para fabricación de capas delgadas de una silicona susceptible de extrudirse,
caracterizado porque una capa de silicona (3) se une al menos con una capa de soporte (2), pudiendo disponerse una capa de recubrimiento (4) sobre la cara de la capa de silicona (3) opuesta a la capa de soporte (2) y extrudiéndose al menos la capa de silicona (3) de un elastómero de silicona termoplástico sobre la capa de soporte (2), o extrudiéndose al menos la capa de silicona (3) y la capa de soporte (2) conjuntamente a través de una boquilla de extrusión, porque al menos el material compuesto por la capa de soporte (2) y la capa de silicona (3) se estira, y porque después del estirado se retira al menos la capa de soporte (2) o la capa de recubrimiento (4)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05111333.
Solicitante: HUHTAMAKI FORCHHEIM ZWEIGNIEDERLASSUNG DER HUHTAMAKI DEUTSCHLAND GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: ZWEIBRUCKENSTRASSE 15 - 25,91301 FORCHHEIM.
Inventor/es: STARK, KURT, MULLER, JOSEF, BAUER, MICHAEL, GUNTER,WALTER.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Noviembre de 2005.
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B29C47/02
- B29C47/04
- B32B25/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 25/00 Productos estratificados compuestos esencialmente de caucho natural o sintético. › teniendo caucho con silicona.
- B32B27/08 B32B […] › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › de una resina sintética de una clase diferente.
- B32B27/32 B32B 27/00 […] › teniendo poliolefinas.
- C09J7/02H
Clasificación PCT:
- B29C47/02
- B29C47/04
- B29C55/02 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › de placas o de hojas.
- B29C69/02 B29C […] › B29C 69/00 Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto. › de técnicas de moldeo solamente.
- B32B27/08 B32B 27/00 […] › de una resina sintética de una clase diferente.
- C08L83/04 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08L COMPOSICIONES DE COMPUESTOS MACROMOLECULARES (composiciones basadas en monómeros polimerizables C08F, C08G; pinturas, tintas, barnices, colorantes, pulimentos, adhesivos D01F; filamentos o fibras artificiales D06). › C08L 83/00 Composiciones de compuestos macromoleculares obtenido por reacciones que forman un enlace que contiene silicio con o sin azufre, nitrógeno, oxígeno o carbono, solamente en la cadena principal; Composiciones de los derivados de tales polímeros. › Polisiloxanos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para fabricación de una capa de silicona delgada, capa delgada de silicona y su utilización.
La invención se refiere a un procedimiento para fabricación de capas delgadas de una silicona, a la capa delgada de silicona fabricada mediante dicho procedimiento, y a la utilización de dicha capa delgada de silicona.
Ya se conocen los más diversos revestimientos de silicona que se pueden utilizar de forma económica y en capas delgadas, pero todos tienen como desventaja tener que ser aplicados sobre un soporte en una costosa operación adicional.
Por ejemplo, el documento US 2003/008153 A1 da a conocer una estructura laminar termoplástica de varias capas que incluye una capa de poliolefina combinada con un aditivo de silicona.
Además, la publicación Geniomer 80 de Wacker Chemie GmbH da a conocer un copolímero de silicona susceptible de extrudirse.
El documento WO 01/83212 A1 da a conocer la coextrusión una capa laminar relativamente gruesa, provista de propiedades antiadherentes, junto con una capa de adhesivo y otras capas.
Por último, el documento DE 10344600 A1 da a conocer un procedimiento para fabricación de mediante el método de soplado un material compuesto por una capa laminar que presenta propiedades antiadherentes y una capa de soporte que sólo ocupa una mitad del anillo de soplado, y una capa de adhesivo y la capa de soporte periférica en la otra mitad.
Sin embargo, ninguna de estas publicaciones da a conocer la fabricación de capas delgadas de silicona.
El objetivo de la invención consiste en proponer un procedimiento para la fabricación de capas delgadas de una silicona que se pueda realizar en una única operación sencilla.
Este objetivo se resuelve según la invención de la siguiente manera: una capa de silicona se une al menos con una capa de soporte, pudiendo disponerse una capa de recubrimiento sobre la cara de la capa de silicona opuesta a la capa de soporte y extrudiéndose al menos la capa de silicona de un elastómero de silicona termoplástico sobre la capa de soporte, o extrudiéndose al menos la capa de silicona y la capa de soporte conjuntamente a través de una boquilla de extrusión, y al menos el material compuesto por la capa de soporte y la capa de silicona se estira y después del estirado se retira al menos la capa de soporte o la capa de recubrimiento. De este modo se puede producir una capa de silicona de forma muy rápida y sencilla. La capa de recubrimiento protege la capa de silicona frente al deterioro. De esta forma, la capa de soporte y/o capa de recubrimiento se puede fabricar junto con la capa de silicona en una sola operación.
De acuerdo con la invención también resulta muy ventajoso extrudir la capa de silicona junto con la capa de recubrimiento sobre la capa de soporte.
Otra configuración muy ventajosa de la invención también consiste en incorporar un agente adhesivo entre la capa de soporte y la capa de silicona.
También se ha comprobado que resulta muy ventajoso incorporar un agente adhesivo entre la capa de recubrimiento y la capa de silicona.
De este modo se asegura una buena unión entre las capas.
Resulta sumamente ventajoso extrudir el agente adhesivo junto con la capa de silicona.
También resulta sumamente ventajoso extrudir el agente adhesivo junto con la capa de recubrimiento o la capa de soporte.
Otra configuración muy ventajosa se obtiene aplicando el agente adhesivo sobre la capa de silicona ya extrudida.
También resulta muy ventajoso aplicar el agente adhesivo sobre la capa de recubrimiento o la capa de soporte ya extrudida.
De este modo se puede producir de forma económica un material compuesto por varias capas en una sola operación.
De acuerdo con la invención también resulta muy ventajoso enrollar la capa de silicona acabada.
De este modo, la capa de silicona acabada se puede almacenar y transportar con facilidad.
En este contexto se ha comprobado que resulta muy ventajoso prever una capa de recubrimiento o de soporte entre dos pliegues de la capa de silicona.
De este modo se evita que dos pliegues de la capa de silicona se adhieran entre sí.
De acuerdo con la invención también resulta ventajoso prever un material termoplástico como capa de soporte y/o capa de recubrimiento.
Un elastómero de silicona termoplástico permite una extrusión especialmente buena.
También resulta especialmente ventajoso prever un polietileno, en particular LDPE o LLDPE, como material termoplástico.
De acuerdo con otra configuración de la invención también se ha comprobado que resulta muy ventajoso prever un polipropileno, en particular homopolímeros de polipropileno y copolímeros de polipropileno, como material termoplástico.
También resulta muy ventajoso prever una mezcla de diferentes materiales como capa de soporte y/o capa de recubrimiento.
Gracias a sus propiedades, los materiales termoplásticos son especialmente adecuados como capa de soporte y/o capa de recubrimiento.
Un perfeccionamiento muy ventajoso de la invención consiste en utilizar como agentes adhesivos copolímeros de etileno/acrilato, copolímeros de etileno/acetato de vinilo, copolímeros de ácido, polímeros con funciones de anhídrido de ácido, en particular polietileno y polipropileno provistos de anhídridos de ácido insaturados, polímeros y copolímeros que contienen grupos hidroxilo, en particular alcoholes polivinílicos, alcoholes polivinílicos con contenido de etileno, acrilato de hidroxietilo o ionómeros.
También resulta muy ventajoso que los agentes adhesivos consistan en mezclas o composiciones que contengan al menos en parte copolímeros de etileno/acrilato, copolímeros de etileno/acetato de vinilo, copolímeros de ácido, polímeros con funciones de anhídrido de ácido, en particular polietileno y polipropileno provistos de anhídridos de ácido insaturados, polímeros y copolímeros que contienen grupos hidroxilo, en particular alcoholes polivinílicos, alcoholes polivinílicos con contenido de etileno, acrilato de hidroxietilo y/o ionómeros.
Además se ha comprobado que resulta muy ventajoso prever como agentes adhesivos copolímeros de etileno/aceta-to de vinilo, siendo las proporciones de copolímero preferentemente mayores del 5%.
Estos agentes adhesivos permiten ajustar la cohesión entre la capa de silicona y las otras capas dentro de amplios márgenes.
De acuerdo con otra configuración de la invención se ha comprobado que resulta especialmente ventajoso que la capa de soporte presente antes del estirado un espesor entre 5 y 3.000 µm, en particular entre 10 y 500 µm, preferentemente entre 10 y 200 µm.
De acuerdo con la invención también se ha comprobado que resulta muy ventajoso que la capa de recubrimiento presente antes del estirado un espesor entre 5 y 3.000 µm, en particular entre 10 y 500 µm, preferentemente entre 10 y 200 µm.
De acuerdo con un perfeccionamiento de la invención también resulta muy ventajosa una capa delgada de silicona extrudida producida de acuerdo con el procedimiento según la invención.
También resulta sumamente ventajoso que el elastómero de silicona termoplástico presente un espesor de 0,1 a 3.000 µm, en particular entre 1 y 70, sobre todo entre 1 y 30 µm y en especial entre 5 y 20 µm.
Además, otra configuración muy ventajosa de la invención consiste en que el elastómero de silicona termoplástico presente preferentemente una proporción de un componente de silicona orgánico mayor del 90%.
El componente de silicona es esencialmente el componente que otorga las propiedades antiadherentes al elastómero de silicona. Mediante la gran proporción del componente de silicona se aseguran unas buenas propiedades antiadherentes.
Además se ha comprobado que resulta muy ventajoso que el elastómero de silicona presente una fuerza de separación frente a adhesivos, en particular frente a adhesivos auto-adherentes, entre 1 y 700 cN/cm, preferentemente entre 5 y 100 cN/cm.
De este modo se asegura otro campo de aplicación del elastómero de silicona como material antiadherente.
También resulta muy ventajoso que el elastómero de silicona presente una viscosidad de fusión entre 10.000 y 100.000, en particular entre 35.000 y 45.000 Pas.
De este modo se puede lograr una muy buena extrusión...
Reivindicaciones:
1. Procedimiento para fabricación de capas delgadas de una silicona susceptible de extrudirse, caracterizado porque una capa de silicona (3) se une al menos con una capa de soporte (2), pudiendo disponerse una capa de recubrimiento (4) sobre la cara de la capa de silicona (3) opuesta a la capa de soporte (2) y extrudiéndose al menos la capa de silicona (3) de un elastómero de silicona termoplástico sobre la capa de soporte (2), o extrudiéndose al menos la capa de silicona (3) y la capa de soporte (2) conjuntamente a través de una boquilla de extrusión, porque al menos el material compuesto por la capa de soporte (2) y la capa de silicona (3) se estira, y porque después del estirado se retira al menos la capa de soporte (2) o la capa de recubrimiento (4).
2. Procedimiento según la reivindicación 1, caracterizado porque la capa de silicona (3) se extrude junto con la capa de recubrimiento (4) sobre la capa de soporte (2).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque entre la capa de soporte (2) y la capa de silicona (3) se introduce un agente adhesivo (5).
4. Procedimiento según la reivindicación 1, 2 ó 3, caracterizado porque entre la capa de recubrimiento (4) y la capa de silicona (3) se introduce un agente adhesivo (5).
5. Procedimiento según la reivindicación 3 ó 4, caracterizado porque el agente adhesivo (5) se extrude junto con la capa de silicona (3).
6. Procedimiento según la reivindicación 3 ó 4, caracterizado porque el agente adhesivo (5) se extrude junto con la capa de recubrimiento (4) o la capa de soporte (2).
7. Procedimiento según la reivindicación 3 ó 4, caracterizado porque el agente adhesivo (5) se aplica sobre la capa de silicona (3) ya extrudida.
8. Procedimiento según la reivindicación 3 ó 4, caracterizado porque el agente adhesivo (5) se aplica sobre la capa de recubrimiento (4) o capa de soporte (2) ya extrudida.
9. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la capa de silicona acabada (3) se enrolla.
10. Procedimiento según la reivindicación 9, caracterizado porque una capa de recubrimiento (4) o capa de soporte (2) está prevista entre dos pliegues de la capa de silicona (3).
11. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque como capa de soporte (2) y/o capa de recubrimiento (4) se prevé un material termoplástico.
12. Procedimiento según la reivindicación 11, caracterizado porque como material termoplástico se prevé un polietileno, en particular LDPE o LLDPE.
13. Procedimiento según la reivindicación 11 ó 12, caracterizado porque como material termoplástico se prevé un polipropileno, en particular homopolímeros de polipropileno y copolímeros de polipropileno.
14. Procedimiento según una de las reivindicaciones 11 a 13, caracterizado porque como capa de soporte (2) y/o capa de recubrimiento (4) se prevé una mezcla de diferentes materiales.
15. Procedimiento según una de las reivindicaciones 11 a 14, caracterizado porque como agentes adhesivos (5) se utilizan copolímeros de etileno/acrilato, copolímeros de etileno/acetato de vinilo, copolímeros de ácido, polímeros con funciones de anhídrido de ácido, en particular polietileno y polipropileno provistos de anhídridos de ácido insaturados, polímeros y copolímeros que contienen grupos hidroxilo, en particular alcoholes polivinílicos, alcoholes polivinílicos con contenido de etileno, acrilato de hidroxietilo o ionómeros.
16. Procedimiento según la reivindicación 15, caracterizado porque los agentes adhesivos (5) consisten en mezclas o composiciones que contienen, al menos en parte, copolímeros de etileno/acrilato, copolímeros de etileno/acetato de vinilo, copolímeros de ácido, polímeros con funciones de anhídrido de ácido, en particular polietileno y polipropileno provistos de anhídridos de ácido insaturados, polímeros y copolímeros que contienen grupos hidroxilo, en particular alcoholes polivinílicos, alcoholes polivinílicos con contenido de etileno, acrilato de hidroxietilo y/o ionómeros.
17. Procedimiento según la reivindicación 15 ó 16, caracterizado porque como agentes adhesivos (5) se prevén copolímeros de etileno/acetato de vinilo, siendo las proporciones de copolímero preferentemente mayores del 5%.
18. Procedimiento según una de las reivindicaciones 11 a 17, caracterizado porque la capa de soporte (2) presenta antes del estirado un espesor entre 5 y 3.000 µm, en particular entre 10 y 500 µm, preferentemente entre 10 y 200 µm.
19. Procedimiento según una de las reivindicaciones 11 a 18, caracterizado porque la capa de recubrimiento (4) presenta antes del estirado un espesor entre 5 y 3.000 µm, en particular entre 10 y 500 µm, preferentemente entre 10 y 200 µm.
20. Capa delgada de silicona extrudida, fabricada de acuerdo con un procedimiento según las reivindicaciones 1 a 19.
21. Capa delgada de silicona según la reivindicación 20, caracterizada porque la capa de silicona (3) formada por el elastómero de silicona termoplástico presenta un espesor de 0,1 a 3.000 µm, preferentemente entre 1 y 70 µm, en particular entre 1 y 30 µm y de forma especialmente preferida entre 5 y 20 µm.
22. Capa delgada de silicona según la reivindicación 20 ó 21, caracterizada porque el elastómero de silicona termoplástico presenta preferentemente una proporción de un componente de silicona orgánico mayor del 90%.
23. Capa delgada de silicona según la reivindicación 20, 21 ó 22, caracterizada porque el elastómero de silicona presenta una fuerza de separación frente a adhesivos, en particular frente a adhesivos auto-adherentes, entre 1 y 700 cN/cm, preferentemente entre 5 y 100 cN/cm.
24. Capa delgada de silicona según una de las reivindicaciones 20 a 23, caracterizada porque el elastómero de silicona presenta una viscosidad de fusión entre 10.000 y 100.000, en particular entre 35.000 y 45.000 Pas.
25. Capa delgada de silicona según una de las reivindicaciones 20 a 24, caracterizada porque el elastómero de silicona presenta una dureza Shore comprendida entre 10 y 100, en particular entre 50 y 60.
26. Capa delgada de silicona según una de las reivindicaciones 20 a 25, caracterizada porque la reducción de la fuerza adhesiva según FINAT 11 de un adhesivo auto-adherente por el elastómero de silicona es < 30%, en particular < 10%.
27. Capa delgada de silicona según una de las reivindicaciones 20 a 26, caracterizada porque la capa de elastómero de silicona (3) después del estirado presenta un espesor entre 0,1 y 400 µm, en particular entre 0,1 y 50 µm, preferentemente entre 0,1 y 5 µm.
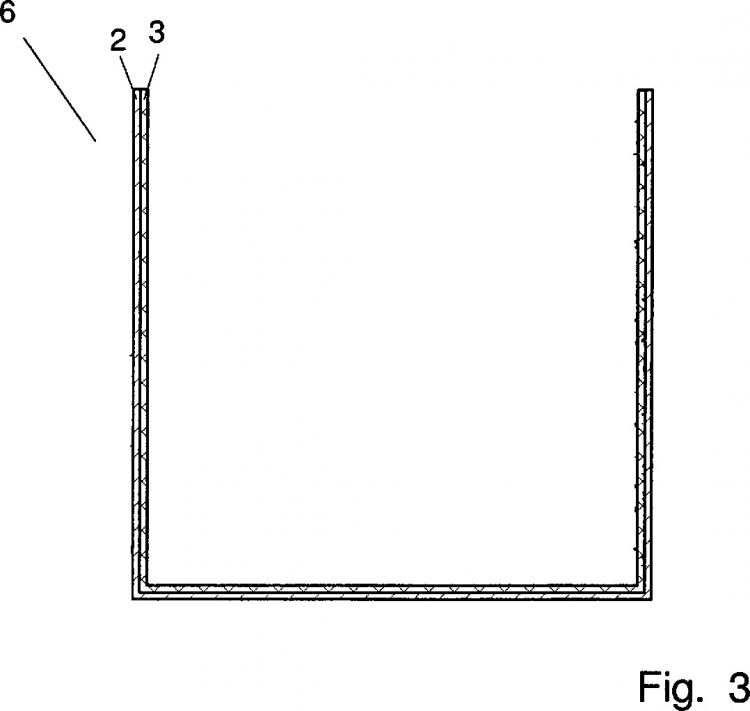
28. Utilización de un elastómero de silicona termoplástico extrudido delgado en forma de una capa de silicona según una de las reivindicaciones 20 a 27, fabricado de acuerdo con un método según una de las reivindicaciones 1 a 19, caracterizada porque se emplea un material compuesto por una capa de silicona (3) y una capa de recubrimiento (4) y/o capa de soporte (2) para fabricar, cubrir o revestir un objeto provisto de una capa de silicona (3), en particular un embalaje o un recipiente (6).
29. Utilización según la reivindicación 28, caracterizada porque la capa de silicona (3) se pega sobre un material de base, estando orientada la capa de soporte (2) o la capa de recubrimiento (4) en sentido opuesto al material de base, y después se somete a embutición profunda junto con el material de base para formar un recipiente (6).
30. Utilización según la reivindicación 28, caracterizada porque el material compuesto (1) formado por la capa de soporte (2), la capa de silicona (3) y la capa de recubrimiento (4) se aplica conjuntamente sobre un material de base, y se somete a embutición profunda junto con el material de base para formar un recipiente (6).
31. Utilización según la reivindicación 28, caracterizada porque el material compuesto (1) formado por la capa de soporte (2), la capa de silicona (3) y la capa de recubrimiento (4) se somete conjuntamente a embutición profunda para formar un recipiente (6).
32. Utilización según la reivindicación 29, 30 ó 31, caracterizada porque la capa de soporte (2) o la capa de recubrimiento (4) se retira después de la fabricación del recipiente (6).
33. Utilización según una de las reivindicaciones 28 a 32, caracterizada porque la capa de silicona (3) constituye una capa protectora altamente transparente, preferentemente resistente a la intemperie, para el objeto en cuestión.
34. Utilización según una de las reivindicaciones 28 a 33, caracterizada porque la capa de silicona (3) constituye una capa protectora repelente de la suciedad para el objeto en cuestión.
35. Utilización según una de las reivindicaciones 28 a 34, caracterizada porque la capa de silicona (3) se emplea como capa protectora sobre superficies, en particular superficies lisas.
36. Utilización según la reivindicación 35, caracterizada porque la capa de silicona (3) se fija por adhesión sobre superficies, en particular superficies lisas.
37. Utilización según una de las reivindicaciones 28 a 36, caracterizada porque la capa de silicona (3) se emplea como capa de separación entre objetos superficiales de cualquier tipo.
38. Utilización según una de las reivindicaciones 28 a 37, caracterizada porque la capa de silicona (3) se emplea en aplicaciones sanitarias, en particular en envases sanitarios o similares.
39. Utilización según una de las reivindicaciones 28 a 38, caracterizada porque la capa de silicona (3) se emplea como capa intermedia entre varias capas de un cristal de ventana.
40. Utilización según una de las reivindicaciones 28 a 39, caracterizada porque la capa de silicona (3) se produce unida con otras capas para formar junto con éstas un cristal de ventana o similar.
Patentes similares o relacionadas:
Disposición de tubo de protección con una pluralidad de fibras ópticas y un elemento hinchable en agua, del 20 de Febrero de 2019, de DRAKA COMTEQ B.V.: Disposición de tubo de protección , que comprende: una pluralidad de fibras ópticas ; un tubo de protección extrudido envolviendo dichas fibras […]
Refuerzo de tela recubierta de poliolefina y placas cementicias reforzadas con el mismo, del 20 de Febrero de 2019, de Saint-Gobain ADFORS Canada, Ltd: Un refuerzo de tela de fibra de vidrio que comprende: a) una tela de vidrio que tiene múltiples hilos que contienen filamentos de vidrio; y b) un recubrimiento […]
Gotero integrado con una reserva de salida alargada, del 18 de Octubre de 2018, de Rivulis Plastro Ltd: Un goteador plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende un componente de […]
Composición de elastómero termoplástico para encapsulación, del 28 de Septiembre de 2018, de SAINT-GOBAIN GLASS FRANCE: Composición termoplástica para el sobremoldeo de un elastómero sobre un sustrato de vidrio mineral, que comprende: (a) de 50 a 70% en peso de al menos […]
Procedimiento para fabricar una pieza cilíndrica en forma alargada, del 22 de Noviembre de 2017, de UPONOR INNOVATION AB: Procedimiento para fabricar una pieza en forma de barra en el que - se extruye un perfil hueco de metal, - el perfil metálico hueco […]
Procedimientos de fabricación de un hilo, productos previos de hilos con múltiples capas e hilos, del 22 de Noviembre de 2017, de General Cable Industries, Inc: Procedimiento de fabricación de un hilo, que comprende: extruir un polímero receptor reticulable, sustancialmente libre de agente de curado, alrededor de un núcleo […]
Procedimiento y dispositivo para medir la temperatura de un material en forma de hilo, del 11 de Octubre de 2017, de SIKORA AG: Procedimiento para medir la temperatura de un material en forma de hilo que se ha de calentar a una temperatura nominal, caracterizado por las etapas: - el material […]
Procedimiento para producir un perfil de extrusión reforzado con fibras, del 12 de Julio de 2017, de REHAU AG + CO: Procedimiento para producir un perfil de extrusión reforzado con fibras, - en el que en primer lugar se saca de un rollo de cinta al menos […]