Procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2 y cañón para carabinas de aire comprimido o CO2 obtenido.
Procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2 y cañón para carabinas de aire comprimido o CO2 obtenido.
Comprende un tubo (1), hueco, por cuyo interior circula un balín, con un extremo de entrada (14) y un extremo de salida (15), caracterizado porque comprende: una primera fase en la que se introduce el tubo (1) en una máquina moldeadora, y se introducen unos elementos fijadores (50) o apoyos, fijando el tubo (1) y dejándolo en voladizo, centrado, estable, en el interior de la máquina moldeadora, y una segunda fase en que se sobremoldea el tubo (1) con excepción del extremo de entrada del cañón (14), dándole la forma deseada.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201230052.
Solicitante: GAMO OUTDOOR, S.L.
Nacionalidad solicitante: España.
Inventor/es: ARNEDO VERA,JULIAN, TRESSERRAS TORRE,Víctor.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F41A21/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F41 ARMAS. › F41A CARACTERISTICAS DE FUNCIONAMIENTO O DETALLES COMUNES A LA VEZ A LAS ARMAS DE FUEGO INDIVIDUALES Y A LAS PIEZAS DE ARTILLERIA, p. ej. CAÑONES; MONTAJE DE LAS ARMAS DE FUEGO INDIVIDUALES O DE LAS PIEZAS DE ARTILLERIA. › F41A 21/00 Cañones o tubos de arma; Accesorios para bocas de cañón; Montaje de los tubos de arma (F41A 25/00 tiene prioridad; accesorios de cañones para lanzar granadas o municiones antidisturbios con armas de fuego individuales F41C 27/06; dispositivos de mira F41G 1/00). › Tubos de arma compuestos, es decir, en los cuales la pared del tubo está constituida por varias capas, p. ej. de distintos materiales.
Fragmento de la descripción:
Procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2 y cañón para carabinas de aire comprimido o CO2 obtenido Procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2 y cañón para carabinas de aire comprimido o CO2 obtenido del tipo que comprende un tubo, hueco, por cuyo interior circula un balín, con un extremo de entrada y un extremo de salida, caracterizado porque comprende: una primera fase en la que se introduce el tubo en una máquina moldeadora, y se introducen unos elementos fijadores o apoyos, fijando el tubo y dejándolo en voladizo, centrado, estable, en el interior de la máquina moldeadora, y una segunda fase en que se sobremoldea el tubo con excepción del extremo de entrada del cañón, dándole la forma deseada.
ANTECEDENTES DE LA INVENCIÓN
Se conoce en el estado de la técnica las carabinas sobremoldeadas o sobreinyectadas, pertenecientes a la firma solicitante. En concreto, cabe destacar aquéllas relativas al sobremoldeado y/o sobreinyectado de reductores de sonido en el cañón de la carabina deportiva.
Así se conoce la Patente Europea nº 2112452, a nombre de la firma solicitante, presentada en el año 2007, que se refiere a un arma de fuego o de aire comprimido con reductor de sonido, del tipo que comprende un mecanismo de disparo, un cañón, una cámara, comprendiendo dicha arma de fuego o de aire comprimido, un reductor de sonido sobremoldeado o sobreinyectado en el mencionado cañón de manera que el cañón y el reductor formen una sola pieza.
También se conoce la WO2012098270, de la misma firma solicitante y con los mismos inventores, del 17 de enero del 2011, "Procedimiento para la fabricación de un cañón modelo "bull barrel" con reductor de sonido y cañón "modelo bull barrel" con reductor de sonido obtenido", que comprende un cañón con un extremo de entrada y un extremo de salida, caracterizado porque comprende las siguientes fases: una primera fase en la que un tubo, que define dos extremos, un primero y un segundo, con un diámetro interior superior al diámetro exterior del cañón, se fija a una cuña por su primer extremo, una segunda fase en la que una bocacha que finaliza en un sombrero se fija al segundo extremo del tubo, comprendiendo dicha bocacha al menos una abertura lateral y al menos un primer aro que se encaja en el tubo sellando el segundo extremo con asimismo unos topes que definen unos canales sitos en el sombrero, que conectan el exterior con el interior de la bocacha, siendo los mencionados topes el final de carrera del referido tubo, una tercera fase en la que se fija el cañón a la bocacha y a la cuña, definiendo un espacio o cavidad entre el tubo y el cañón, y una cuarta fase en que se introduce la configuración de la tercera fase en una máquina moldeadora que la sobremoldea con excepción del extremo de entrada del cañón, dándole la forma deseada, penetrando dicho sobremoldeado hacia el interior del tubo por los canales hasta el referido primer aro.
BREVE DESCRIPCIÓN DE LA INVENCIÓN
La presente solicitud se enmarca dentro del sector de la fabricación de cañones para carabinas deportivas.
El documento más cercano es la PCT/ES2011/070024. En este documento se describe un procedimiento para la fabricación de un cañón modelo “bull barrel”. Para ello emplean el sobremoldeado del reductor de sonido, fijando la tapa del reductor de sonido al propio reductor y al cañón por medio del mismo fluido que sobremoldea, de tal manera que dicho reductor de sonido quede indesmontable.
Aun cuando el procedimiento antes mencionado es muy útil para cuando se trata del empleo de reductores de sonido, los inventores han querido aplicar el sobremoldeo sobre el tubo hueco que forma parte del cañón.
El problema que nos encontramos cuando se sobremoldea dicho tubo es que la presión que ejerce el fluido sobre las paredes del tubo hace inviable su centraje, lo que ocasiona que el grueso de las paredes del sobremoldeado no sea uniforme a lo largo de todo el cañón, con lo que las fuerzas radiales no se equilibran y causan problemas en el producto final obtenido, como por ejemplo, cañones doblados.
Al propio tiempo, si no se quiere instalar un reductor de sonido pero sí conseguir un cañón modelo “bull barrel” el documento no se puede tampoco emplear para obtener dicho cañón.
Los inventores han solucionado el problema del centraje del cañón en el interior de la máquina moldeadora mediante unos elementos fijadores de la propia máquina moldeadora que se apoyan por testa con el ánima metálica del cañón manteniéndolo en voladizo y bien centrado en el interior del molde, consiguiendo de esta manera unos gruesos uniformes del sobremoldeo a lo largo de todo el mismo.
De este modo, al hacer entrar el material o fluido se reduce la zona de pandeo del tubo, ya que los puntos de apoyo que se originan a través de los elementos fijadores o apoyos lo evitan.
Además con la entrada del material o fluido también se originan altas presiones derivadas de la inyección del material o fluido, que quedan contrarrestadas con los elementos fijadores o apoyos que centran el tubo. Así, cuando el material o fluido entra, genera una presión de inyección que al estar centrado el tubo, mediante los elementos fijadores o apoyos que le dan estabilidad, permiten que el conjunto quede compensado y equilibrado y al propio tiempo se evitan las deformaciones antes señaladas.
Al propio tiempo, de querer conseguirse el modelo “bull barrel” se puede prever la instalación de un perfil rígido que envuelva el cañón, con la forma exterior que se quiera, que va a ser la parte que va a ser sobremoldeada, y con los respectivos elementos fijadores se puedan fijar al tubo con el perfil en una posición centrada.
Es un objeto de la presente invención un procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2, del tipo que comprende un tubo, hueco, por cuyo interior circula un balín, con un extremo de entrada y un extremo de salida, caracterizado porque comprende: una primera fase en la que se introduce el tubo en una máquina moldeadora, y se introducen unos elementos fijadores o apoyos, fijando el tubo y dejándolo en voladizo, centrado, estable, en el interior de la máquina moldeadora, y una segunda fase en que se sobremoldea el tubo con excepción del extremo de entrada del cañón, dándole la forma deseada.
Es un objeto adicional de la presente invención un cañón para carabinas de aire comprimido o CO2 obtenido de acuerdo con el procedimiento anterior, del tipo que comprende un tubo, hueco, por cuyo interior circula un balín, con un extremo de entrada y un extremo de salida, caracterizado porque comprende unos elementos fijadores de una máquina sobremoldeadora, estando dicho tubo sobremoldeado de manera uniforme, con excepción del extremo de entrada del tubo, dándole el sobremoldeado la forma deseada y quedando definidos unos orificios por dichos elementos fijadores.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Con el fin de facilitar la explicación se acompañan a la presente memoria dos láminas de dibujos en las que se han representado un caso práctico de realización, el cual se cita a título de ejemplo, no limitativo del alcance de la presente invención:
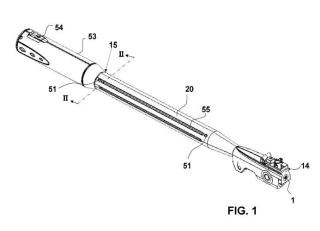
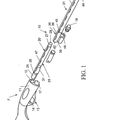
La figura 1 es una vista en perspectiva del objeto de la presente invención, y
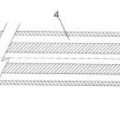
La figura 2 es un corte en sección por la línea II-II, incluyendo la posición de los elementos de fijación en el interior de la máquina moldeadora.
CONCRETA REALIZACIÓN DE LA PRESENTE INVENCIÓN
Así en la figura 1 se ilustra un cañón 1 con su extremo de entrada 14 y su extremo de salida 15, un sobremoldeado 20, unos orificios 51, unas acanaladuras 55, un reductor de sonido 53 y unos enganches 54 para un punto de mira.
En la figura 2 se representa el sobremoldeado 20 con sus orificios 51, unos elementos fijadores 50 ó apoyos, un perfil 52 con sus apoyos longitudinales 56, el cañón 1, el reductor de sonido 53 y los enganches 54 para un punto de mira.
Así, en una concreta realización, para fabricar el presente cañón se procedería de la siguiente manera.
En una primera fase se introduce el tubo 1, hueco, por cuyo interior pasan los balines que se disparan, en una máquina moldeadora (no ilustrada en su totalidad) , y se introducen unos elementos fijadores 50 ó apoyos, fijando el tubo 1 y dejándolo en voladizo, centrado, estable, en el interior de la máquina moldeadora.
Como se ha señalado anteriormente, esta fase determina que el tubo 1 quede moldeado de manera uniforme. Al propio tiempo se reduce o elimina la zona de pandeo del tubo 1, producida por las vibraciones...
Reivindicaciones:
1. Procedimiento para la fabricación de un cañón para carabinas de aire comprimido o CO2, del tipo que comprende un tubo (1) , hueco, por cuyo interior circula un balín, con un extremo de entrada (14) y un extremo de salida (15) , caracterizado porque comprende:
-una primera fase en la que se introduce el tubo (1) en una máquina moldeadora, y se introducen unos
elementos fijadores (50) o apoyos, fijando el tubo (1) y dejándolo en voladizo, centrado, estable, en el
interior de la máquina moldeadora, y
-una segunda fase en que se sobremoldea el tubo (1) con excepción del extremo de entrada del cañón (14) , dándole la forma deseada.
2. Procedimiento, de acuerdo con la reivindicación 1, caracterizado porque previo a la introducción del tubo (1) en la máquina moldeadora, el tubo (1) se instala un perfil (52) que por su parte interior envuelve exteriormente el tubo (1) y que por su parte exterior está sujeto mediante los elementos fijadores 50 siendo todo ello moldeado con posterioridad.
3. Procedimiento, de acuerdo con la reivindicación 1, caracterizado porque previo a la introducción del tubo (1) en la máquina moldeadora, el tubo (1) se instala una serie de aros que sujetan un tubo adicional con diámetro interior igual al diámetro exterior de los aros, dispuestos sucesivamente, que por su parte interior envuelven exteriormente el tubo (1) , al menos parcialmente, y que por su parte exterior estén en contacto con el tubo adicional, antes citado, y siendo todo ello sobremoldeado con posterioridad.
4. Procedimiento, de acuerdo con la reivindicación 1 ó 2 ó 3, caracterizado porque el fluido que sobremoldea entra por uno de los extremos del tubo (1) .
5. Procedimiento, de acuerdo con la reivindicación 1 ó 2 ó 3, caracterizado porque el fluido que sobremoldea entra por los dos extremos del tubo (1) .
6. Procedimiento, de acuerdo con alguna de las reivindicaciones anteriores, caracterizado porque el tubo (1) se sobremoldea con un reductor de sonido (53) que queda fijado de manera inseparable con el extremo de salida (15) del tubo (1) .
7. Cañón para carabinas de aire comprimido o CO2 obtenido de acuerdo con el procedimiento anterior, del tipo que comprende un tubo (1) , hueco, por cuyo interior circula un balín, con un extremo de entrada (14) y un extremo de salida (15) , caracterizado porque comprende unos elementos fijadores (50) de una máquina sobremoldeadora, estando dicho tubo (1) sobremoldeado de manera uniforme, con excepción del extremo de entrada del tubo (14) , dándole el sobremoldeado la forma deseada y quedando definidos unos orificios (51) por dichos elementos fijadores (50) .
8. Cañón, de acuerdo con la reivindicación 7, caracterizado porque el tubo (1) comprende un perfil (52) que por su parte interior envuelve exteriormente el tubo (1) y que por su parte exterior es sobremoldeado.
9. Cañón, de acuerdo con la reivindicación 8, caracterizado porque el perfil (52) es un perfil extrusionado de aluminio.
10. Cañón, de acuerdo con la reivindicación 9, caracterizado porque el perfil (52) comprende puntos de apoyo longitudinales (56) sobre el cañón (1) .
11. Cañón, de acuerdo con la reivindicación 7, caracterizado porque el tubo (1) comprende una serie de aros, dispuestos sucesivamente, que sujetan exteriormente un tubo adicional con diámetro interior que encaja en el diámetro exterior de los aros, que por su parte interior envuelven exteriormente el tubo (1) , al menos parcialmente, siendo sobremoldeado con posterioridad.
12. Cañón, de acuerdo con alguna de las reivindicaciones anteriores de la 7 la 11, caracterizado porque el tubo (1) se sobremoldea con un reductor de sonido (53) que queda fijado de manera inseparable con el extremo de salida (15) del tubo (1) .
Patentes similares o relacionadas:
Sistema de bobinado de fibra para estructura de cañón de proyectiles compuesto, del 19 de Febrero de 2019, de Proof Research, Inc: Un cañón para dirigir la trayectoria de un proyectil descargable, que comprende: un revestimiento interior que define un orificio axial, […]
Cañón de proyectil compuesto de alta temperatura, del 13 de Febrero de 2019, de Proof Research, Inc: Un cañón para dirigir la trayectoria de un proyectil descargable, que comprende: un revestimiento interior que define un orificio […]
CARABINA DEPORTIVA CON REDUCTOR DE SONIDO, del 6 de Abril de 2017, de GAMO OUTDOOR, S.L: Comprende una culata, un mecanismo de disparo, y un cañón recubierto parcialmente por un material sobremoldeado o sobreinyectado, definiendo asimismo dicho material […]
Carabina deportiva con reductor de sonido, del 3 de Abril de 2017, de GAMO OUTDOOR, S.L: Carabina deportiva con reductor de sonido del tipo que al menos: Comprende una culata, un mecanismo de disparo, y un cañón recubierto parcialmente […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CAÑÓN PARA CARABINAS DE AIRE COMPRIMIDO O CO, del 18 de Julio de 2013, de GAMO OUTDOOR, S.L: Comprende un tubo , hueco, por cuyo interior circula un balín, con un extremo de entrada y un extremo de salida , caracterizado porque […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CAÑÓN PARA CARABINAS DE AIRE COMPRIMIDO O CO, del 18 de Julio de 2013, de GAMO OUTDOOR, S.L: Comprende un tubo , hueco, por cuyo interior circula un balín, con un extremo de entrada y un extremo de salida , caracterizado porque […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CAÑÓN MODELO "BULL BARREL" CON REDUCTOR DE SONIDO Y CAÑÓN "MODELO BULL BARREL" CON REDUCTOR DE SONIDO OBTENIDO, del 26 de Julio de 2012, de GAMO OUTDOOR, SL: Procedimiento para la fabricación de un cañón modelo "bull barrel" con reductor de sonido y cañón "modelo bull barrel" con reductor de sonido obtenido. Comprende: las siguientes […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CAÑÓN MODELO "BULL BARREL" CON REDUCTOR DE SONIDO Y CAÑÓN "MODELO BULL BARREL" CON REDUCTOR DE SONIDO OBTENIDO, del 26 de Julio de 2012, de GAMO OUTDOOR, SL: Procedimiento para la fabricación de un cañón modelo "bull barrel" con reductor de sonido y cañón "modelo bull barrel" con reductor de sonido obtenido. Comprende: las siguientes […]
 MEJORAS EN LA PATENTE 200802840, RELATIVA A UN CAÑON DE ANIMA PRE-TENSADA Y PROCEDIMIENTO DE FABRICACION DEL MISMO, del 18 de Abril de 2011, de ALONSO TRICIO,JUAN RAMON: Mejoras en la patente 200802840, relativa a una cañón de ánima pre-tensada y procedimiento de fabricación del mismo, cuyo cañón comprende al menos un cañón de ánima […]
MEJORAS EN LA PATENTE 200802840, RELATIVA A UN CAÑON DE ANIMA PRE-TENSADA Y PROCEDIMIENTO DE FABRICACION DEL MISMO, del 18 de Abril de 2011, de ALONSO TRICIO,JUAN RAMON: Mejoras en la patente 200802840, relativa a una cañón de ánima pre-tensada y procedimiento de fabricación del mismo, cuyo cañón comprende al menos un cañón de ánima […]
 CONJUNTO DE CAÑÓN MODULAR, del 4 de Enero de 2011, de RA BRANDS, L.L.C.: Una escopeta (F) que comprende: una culata ; un cajón que tiene una cámara ; un control de disparos ; y un conjunto de cañón , en la que el conjunto […]
CONJUNTO DE CAÑÓN MODULAR, del 4 de Enero de 2011, de RA BRANDS, L.L.C.: Una escopeta (F) que comprende: una culata ; un cajón que tiene una cámara ; un control de disparos ; y un conjunto de cañón , en la que el conjunto […]