Procedimiento para la fabricación de un artículo de plástico así como herramienta de moldeo por soplado.
Procedimiento para la fabricación de un artículo de plástico que comprende las siguientes etapas deprocedimiento:
extruir una preforma aproximadamente tubular (2),
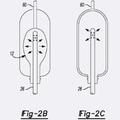
dividir el flujo de masa fundida dentro de la cabeza de extrusión (1) o separar el producto extruido que sale oque ha salido ya de la cabeza de extrusión (1) de tal manera que se obtiene una preforma con una seccióntransversal con forma aproximadamente de C y
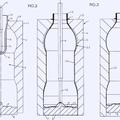
conformar la preforma dentro de una herramienta de moldeo por soplado (6) con la aplicación de presióndiferencial para dar un cuerpo hueco, caracterizado porque en primer lugar se realiza un ensanchamiento ypreconformado parcial de la preforma con la herramienta de moldeo por soplado parcialmente cerrada (6),en una etapa adicional entre las partes de la herramienta de moldeo por soplado no completamente cerrada (6)y a través del lado abierto de la preforma se introduce al menos una pieza de montaje (18) en el interior delartículo parcialmente preconformado,
y en una etapa adicional se cierra completamente la herramienta de moldeo por soplado (6), formándosecompletamente el artículo con la formación de una costura por aplastamiento al menos parcialmentecircunferencial, realizándose el movimiento de cierre de la herramienta de moldeo por soplado (6) en dosetapas, sujetando entre sí, en una primera etapa del movimiento de cierre, al menos una, preferentementevarias correderas que enmarcan las cavidades (7) de las herramientas de moldeo por soplado (6) como piezade avance de molde (9a, b, c, d), la preforma con la formación de al menos una abertura.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/003752.
Solicitante: KAUTEX MASCHINENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KAUTEXSTRASSE 54 53229 BONN ALEMANIA.
Inventor/es: MOITZHEIM, JURGEN, HEIM,VOLKER, LICHTENAUER,ANDREAS, WALBROEL,STEFAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › utilizando diferentes etapas de soplado (B29C 49/16 tiene prioridad).
PDF original: ES-2414539_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un artículo de plástico así como herramienta de moldeo por soplado En particular en la fabricación de grandes recipientes de plástico mediante moldeo por soplado de extrusión es deseable con frecuencia introducir piezas de montaje en los recipientes a fabricar. Por ejemplo, los depósitos de 5 combustible para automóviles de material sintético termoplástico están con frecuencia dotados de piezas de montaje o piezas montadas posteriormente funcionales que, o bien se introducen después de la fabricación del recipiente manualmente a través de una o varias aberturas de revisión previstas en el mismo, o bien se soplan conjuntamente durante la conformación del recipiente mediante moldeo por soplado de extrusión. Para ello se conoce colocar las piezas de montaje a introducir en el recipiente sobre una bóveda/soporte y disponer entre las mitades abiertas de 10 una herramienta de moldeo por soplado de modo que el tubo de preforma extruido a través de la herramienta de moldeo por soplado se extruye a partir de material termoplástico sobre el soporte y los elementos constructivos dispuestos sobre el mismo. A este respecto el tubo se tapa con el soporte de elemento constructivo funcional y el elemento constructivo funcional. Entonces se cierran las mitades de molde de la herramienta de moldeo por soplado alrededor del soporte y los elementos constructivos funcionales dispuestos sobre el mismo. A este respecto, puede 15 soldarse el soporte de elemento constructivo funcional con la pared del recipiente posterior. En una operación de trabajo adicional se ensancha la preforma en forma de tubo dentro de la herramienta de moldeo por soplado. Un procedimiento de este tipo se conoce por ejemplo a partir del documento DE 602 18 237 T2. El soplado conocido de piezas de montaje según el principio del barco dentro de una botella se aplica, entre otras cosas, también cuando las piezas de montaje a introducir en el recipiente son más grandes de las aberturas de revisión que se prevén en el
mismo.
En particular en el caso de depósitos de combustible de material sintético termoplástico es problemático que los plásticos usados para ello, por lo general HDPE, no son estancos a la difusión de hidrocarburos. Por este motivo se fabrican modernos recipientes de plástico de material sintético termoplástico de productos coextruidos con capas de barrera para hidrocarburos. Con ello es posible garantizar en su mayor parte la estanqueidad del sistema de depósito de combustible, dañándose/interrumpiéndose sin embargo la capa de barrera por aberturas a introducir posteriormente en la pared del recipiente, de modo que en la zona de círculos y/o aberturas de mantenimiento en la pared del recipiente se crean puntos de fuga potenciales para hidrocarburos volátiles.
Por lo tanto, últimamente todos los esfuerzos pasan por introducir en la medida de lo posible todas las piezas de montaje ya durante la fabricación del depósito de combustible en el mismo, para mantener tan bajo como sea posible el número de las aberturas necesarias en la pared del depósito.
Si bien el denominado soplado de piezas de montaje corresponde debidamente a esta problemática en cuanto al tamaño de las aberturas necesarias en la pared del recipiente, la fijación de algunas de las piezas de montaje, tales como por ejemplo válvulas o similares, requiere no obstante, en algunas circunstancias, un daño de la pared del recipiente en el sentido de una perforación o penetración, de modo que el número de las aberturas necesarias no se reduce claramente de este modo.
Por lo tanto, en el documento EP 1 110 697 B1 se propone un procedimiento en el que el producto extruido que sale de la cabeza de extrusión se separa con una sección transversal cerrada en dos lados diametralmente opuestos, de modo que se obtienen dos preformas en forma de tira, que se guían con ayuda de una dirección de guía y antes de su conformación se mantienen a una distancia mutua, mientras que se introduce un accesorio entre los dos, que es adecuado para alojar el recipiente posterior.
Este procedimiento es relativamente favorable en particular en cuanto al espacio disponible para la manipulación de las piezas de montaje, sin embargo requiere un elevado coste de aparatos para la guía de los productos extruidos en forma de tira o de trapo termoplásticos. Además, la aplicación de este procedimiento está limitada a una disposición espacialmente fija de la cabeza de extrusión para la herramienta de moldeo por soplado.
La invención se basa en el objetivo de proporcionar una alternativa al procedimiento mencionado anteriormente, que no presente en particular las desventajas conocidas. El procedimiento de acuerdo con la invención permitirá también un desacoplamiento entre herramienta de moldeo por soplado y prensa extrusora en el sentido de que la disposición espacial de las herramientas de moldeo por soplado no debe ser necesariamente por debajo de la prensa extrusora.
El objetivo se soluciona en primer lugar mediante un procedimiento para la fabricación de un artículo de plástico que 50 comprende las siguientes etapas de procedimiento:
extruir una preforma aproximadamente tubular,
dividir el flujo de masa fundida dentro de la cabeza de extrusión o separar el producto extruido que sale o que ha salido ya de la cabeza de extrusión de tal manera que se obtiene una preforma con una sección transversal con forma aproximadamente de C y
conformar la preforma dentro de una herramienta de moldeo por soplado con la aplicación de presión diferencial para dar un cuerpo hueco, realizándose en primer lugar un ensanchamiento y preconformado parcial de la preforma con la herramienta de moldeo por soplado parcialmente cerrada,
en una etapa adicional entre las partes de la herramienta de moldeo por soplado no completamente cerrada y a través del lado abierto de la preforma se introduce al menos una pieza de inserción o pieza de montaje en el interior del artículo parcialmente preconformado,
y en una etapa adicional se cierra completamente la herramienta de moldeo por soplado, formándose completamente el artículo con la formación de una costura por aplastamiento al menos parcialmente circunferencial.
Por herramienta de moldeo por soplado en el sentido de la invención ha de entenderse una herramienta que presenta al menos dos mitades de molde de soplado con en cada caso una cavidad que, en el estado completamente cerrado, forman un molde sencillo para un artículo a conformar. Las mitades de molde de soplado pueden estar dispuestas en cada caso en placas de brida de molde y estar formadas en una sola pieza o en varias piezas. Éstas pueden presentar de manera conocida correderas para el desmoldeo de destalonamientos o similares. En el contexto de la invención la herramienta de moldeo por soplado puede presentar también más de dos piezas de herramienta desplazables una respecto a otra, usándose para simplificar a continuación el término "mitades de molde de soplado".
El procedimiento de acuerdo con la invención tiene en particular la ventaja de que se realiza ya una conformación casi (parcialmente) completa de la preforma en una primera etapa con la herramienta de moldeo por soplado no completamente cerrada. Debido a que el tubo está abierto (ranurado) por un lado, entre las mitades de molde de soplado no completamente cerradas pueden introducirse y fijarse en el mismo por medio de un manipulador una o varias piezas de inserción o piezas de montaje en el interior del recipiente a fabricar, por ejemplo mediante soldadura con la pared de recipiente aún termoplástica.
El procedimiento de acuerdo con la invención prevé la conformación y la formación del producto extruido en el primer calor, es decir, sin calentamiento adicional, a este respecto no se descarta que la pieza de montaje a introducirse y/o la pared del recipiente en la zona de la soldadura de la pieza de montaje con la pared del recipiente se caliente parcialmente para mejorar la unión por soldadura.
Con las correderas/piezas de avance de molde de la herramienta de moldeo por soplado se sujeta la preforma con la formación de una precámara en primer lugar entre estas piezas de avance de molde. La preforma se coloca entonces en las cavidades de la herramienta de moldeo por soplado, no correspondiendo todavía esta forma en esta etapa del procedimiento a la forma definitiva del artículo.
En una configuración conveniente del procedimiento de acuerdo con la invención está previsto que el movimiento de cierre de la herramienta de moldeo por soplado se realiza en dos etapas, sujetando entre sí, en la primera etapa del movimiento de cierre al menos una, preferentemente dos correderas que pueden entrar y... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un artículo de plástico que comprende las siguientes etapas de procedimiento:
extruir una preforma aproximadamente tubular (2) ,
dividir el flujo de masa fundida dentro de la cabeza de extrusión (1) o separar el producto extruido que sale o que ha salido ya de la cabeza de extrusión (1) de tal manera que se obtiene una preforma con una sección transversal con forma aproximadamente de C y conformar la preforma dentro de una herramienta de moldeo por soplado (6) con la aplicación de presión diferencial para dar un cuerpo hueco, caracterizado porque en primer lugar se realiza un ensanchamiento y
preconformado parcial de la preforma con la herramienta de moldeo por soplado parcialmente cerrada (6) , en una etapa adicional entre las partes de la herramienta de moldeo por soplado no completamente cerrada (6) y a través del lado abierto de la preforma se introduce al menos una pieza de montaje (18) en el interior del artículo parcialmente preconformado, y en una etapa adicional se cierra completamente la herramienta de moldeo por soplado (6) , formándose completamente el artículo con la formación de una costura por aplastamiento al menos parcialmente circunferencial, realizándose el movimiento de cierre de la herramienta de moldeo por soplado (6) en dos etapas, sujetando entre sí, en una primera etapa del movimiento de cierre, al menos una, preferentemente varias correderas que enmarcan las cavidades (7) de las herramientas de moldeo por soplado (6) como pieza de avance de molde (9a, b, c, d) , la preforma con la formación de al menos una abertura.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la costura de separación de la preforma se orienta con respecto al plano de separación de la herramienta de moldeo por soplado, de tal manera que ésta se extiende aproximadamente en el plano de separación imaginario de la herramienta de moldeo por soplado (6) .
3. Procedimiento de acuerdo con una de las reivindicaciones 1 o 2, caracterizado porque entre la primera etapa y
la segunda etapa del movimiento de cierre en primer lugar se realiza un ensanchamiento de la preforma (2) en las 25 mitades de molde de soplado (8a, b) y en una etapa adicional se realiza la introducción de la pieza de montaje (18) .
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la preforma se ensancha por medio de aire de soplado, introduciéndose al menos una espiga de soplado (14) en la abertura (13) formada por las piezas de avance de molde (9a, b, c, d) .
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque la introducción de la 30 pieza de montaje (18) se realiza a través de la abertura (13) formada por piezas de avance de molde.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque la preforma se retira de la cabeza de extrusión (1) por medio de al menos un dispositivo prensor (5) y se transporta entre las mitades abiertas de la herramienta de moldeo por soplado (6) .
7. Procedimiento de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque la preforma se ensancha
y/o se extiende parcialmente en dirección circunferencial antes o durante la introducción entre las mitades del molde de soplado abiertas (8a, b) .
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque la pieza de montaje (18) se introduce por medio de un manipulador preferentemente multiaxial (17) en la preforma parcialmente formada.
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque después de la
introducción de la pieza de montaje (18) en la abertura formada por las piezas de avance de molde se introduce de nuevo una espiga de soplado (14) y se somete la preforma de nuevo a aire de soplado.
10. Herramienta de moldeo por soplado (6) para la fabricación de un artículo de plástico (21) según el procedimiento de acuerdo con una de las reivindicaciones anteriores, que comprende al menos dos mitades de molde de soplado que forman un molde sencillo (8a, b) , que efectúan un movimiento de apertura y de cierre una con respecto a la otra,
estando dotada una mitad de molde de soplado, preferentemente ambas, de una corredera (9a, b, c, d) como pieza de avance de molde que enmarca al menos la cavidad respectiva, que está dotada de al menos una entalladura para la formación de una abertura (13) para la recepción de una espiga de soplado (14) y para el paso a través de un manipulador (17) .
11. Herramienta de moldeo por soplado de acuerdo con la reivindicación 10, caracterizada porque las piezas de 50 avance de molde (9a, b, c, d) están formadas de manera que pueden entrar y salir desde el plano de separación (10) de las mitades de molde de soplado.
12. Herramienta de moldeo por soplado de acuerdo con una de las reivindicaciones 10 u 11, caracterizada porque las piezas de avance de molde (9a, b, c, d) están adaptadas al contorno de las cavidades (7) .
13. Herramienta de moldeo por soplado de acuerdo con una de las reivindicaciones 10 a 12, caracterizada porque al menos una pieza de avance del molde (9a, b, c, d) está formada de manera que pueda templarse, en particular de manera que pueda calentarse.
14. Herramienta de moldeo por soplado de acuerdo con una de las reivindicaciones 10 a 13, caracterizada porque al menos una pieza de avance de molde (9a, b, c, d) está dotada de aberturas de aspiración sometidas a depresión para la fijación de la preforma.
Patentes similares o relacionadas:
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Válvula de fluido de soplado, unidad de moldeo por soplado y método de moldeo por soplado, del 28 de Febrero de 2019, de Aventics GmbH: Una válvula de fluido de soplado adaptada para proporcionar un flujo de un fluido de soplado en un dispositivo de moldeo por soplado con al menos un caudal controlable, […]
 Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Procedimiento para conformar un recipiente, del 5 de Octubre de 2018, de Amcor Group GmbH: Un procedimiento de fabricación de un recipiente moldeado por soplado que comprende:
a. disponer una preforma en una cavidad del molde primario ;
b. aplicar […]
Método y aparato de moldeo para aplicar presión positiva a un recipiente moldeado, del 12 de Julio de 2017, de AMCOR LIMITED: Método para formar un recipiente, comprendiendo: moldear por soplado una forma primaria del recipiente dentro de un molde primario , teniendo la forma primaria […]
Recipientes de PET con propiedades térmicas mejoradas, del 1 de Febrero de 2017, de GRAHAM PACKAGING PET TECHNOLOGIES, INC.: Un proceso para formar un recipiente de plástico PET moldeado por soplado que tiene propiedades térmicas mejoradas, comprendiendo el proceso las etapas […]
 Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado, del 26 de Octubre de 2016, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad […]
Procedimiento de fabricación de recipientes, que comprenden una operación retardada de cajeado, del 26 de Octubre de 2016, de SIDEL PARTICIPATIONS: Procedimiento de fabricación de un recipiente a partir de una preforma de material plástico, dentro de un molde provisto de una pared que define una cavidad […]
Máquina de moldeo por soplado, del 21 de Septiembre de 2016, de NISSEI ASB MACHINE CO., LTD.: Un aparato de moldeo por soplado que comprende: N filas de placas de sustentación, siendo N un número entero igual o mayor de 2, en el que cada una de las […]
Método de fabricación de un producto inyectado y soplado, del 28 de Mayo de 2014, de THE PROCTER & GAMBLE COMPANY: Un método de fabricación de un producto mediante las etapas de i) inyectar un material termoplástico suficientemente calentado en una primera cavidad para formar un producto […]