Procedimiento para la fabricación de un acumulador de calor.
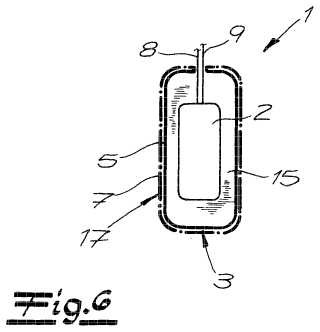
Procedimiento para la fabricación de un acumulador de calor (1) con un intercambiador de calor (2) para mediosfluidos y con un depósito de plástico (3) que rodea el intercambiador de calor (2),
en el que el 5 intercambiador de calor (2) presenta al menos una conexión para la entrada y/o salida de un mediofluido, en el que el intercambiador de calor (2) es insertado en un molde de soplado (4) o molde de rotación y esretenido en el molde de soplado (4) o molde de rotación,
en el que el depósito de plástico (3) que rodea el intercambiador de calor (2) es fabricado o bien moldeado en elprocedimiento de moldeo por soplado o procedimiento de rotación, con la salvedad de que el conducto de conexióndel intercambiador de calor (2) penetra o bien atraviesa la pared (5) del depósito de plástico (3),
caracterizado por que
el depósito de plástico (3) es arrollado, al menos por secciones, con al menos un material (7) reforzado con fibras,por que el material (7) reforzado con fibras contiene al menos un material termoplástico como material,
por que el material (7) reforzado con fibras es calentado antes del proceso de arrollamiento, de manera que yadurante el arrollamiento del depósito de plástico, el material termoplástico, que está contenido en el material (7)reforzado con fibra, se funde sobre el depósito de plástico.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07016982.
Solicitante: ROTH WERKE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AM SEERAIN 35232 DAUTPHETAL ALEMANIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C41/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › Moldeo por rotación o centrifugación, es decir, revestimiento de la superficie interna de un molde por rotación del molde.
- B29C41/20 B29C 41/00 […] › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o sobre objetos a recubrir.
- B29C49/04 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por extrusión-soplado.
- B29C49/20 B29C 49/00 […] › de objetos que tienen elementos insertos o refuerzos.
- B29C53/82 B29C […] › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › Núcleos o mandriles.
- B29D22/00 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos huecos (objetos tubulares B29D 23/00; neumáticos B29D 30/00).
- F28D20/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28D INTERCAMBIADORES DE CALOR, NO PREVISTOS EN NINGUNA OTRA SUBCLASE, EN LOS QUE LOS MEDIOS QUE INTERCAMBIAN CALOR NO ENTRAN EN CONTACTO DIRECTO (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; calentadores de fluidos que tienen medios para producir y transferir calor F24H; hornos F27; partes constitutivas de los aparatos intercambiadores de calor de aplicación general F28F ); APARATOS O PLANTAS DE ACUMULACION DE CALOR EN GENERAL. › Aparatos o plantas de acumulación de calor en general; Aparatos cambiadores de calor regenerativos no cubiertos por los grupos F28D 17/00 o F28D 19/00.
- F28F21/06 F28 […] › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › F28F 21/00 Estructura de los aparatos intercambiadores de calor caracterizada por el empleo de materiales específicos. › de material plástico.
PDF original: ES-2440245_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un acumulador de calor
La invención se refiere a un procedimiento para la fabricación de un acumulador de calor con un intercambiador de calor para medios fluidos y con un depósito de plástico que rodea el intercambiador de calor, en el que el intercambiador de calor presenta al menos una conexión para la entrada y/o salida de un medio fluido, en el que el intercambiador de calor es insertado en un molde de soplado o molde de rotación y es retenido en el molde de soplado o molde de rotación, en el que el depósito de plástico que rodea el intercambiador de calor es fabricado o bien moldeado en el procedimiento de moldeo por soplado o procedimiento de rotación, con la salvedad de que el conducto de conexión del intercambiador de calor penetra o bien atraviesa la pared del depósito de plástico.
Se conocen, en principio, por la práctica procedimientos para la fabricación de acumuladores de calor. En este caso, en general, se disponen segmentos de depósito alrededor de un intercambiador de calor de metal o de plástico y se sueldan entre sí para la configuración de un depósito que rodea el intercambiador de calor. En otros acumuladores de calor se inserta un intercambiador de calor a través de un orificio grande en un depósito exterior, que se cierra a través de un dispositivo de tapa costosa. Los espesores de pared, que son necesarios para el dimensionado técnico correcto, conducen a construcciones costosas y a pesos altos del producto. Como resultado, la rigidez, la estabilidad y la resistencia a la presión de los acumuladores de calor conocidos por la práctica son dignas de mejora. Se conoce a partir del documento JP 11 270908 un acumulador de calor de acuerdo con el preámbulo de la reivindicación 1, en el que se genera un cuerpo acumulador a través de moldeo por soplado y en el que en el cuerpo de acumulador está dispuesto un intercambiador de calor. Se conoce a partir del documento FR 2 702 270 A un equipo de refrigeración con un depósito de plástico estanco al agua, en el que en el depósito de plástico está dispuesta una serpentina de refrigeración constituida por un tubo de acero o tubo de cobre recubierto con plástico. El depósito de plástico se puede fabricar de acuerdo con el documento FR 2 702 270 A en el procedimiento de rotación. Se conoce a partir del documento EP 0 897 791 A2 una instalación y un procedimiento para la fabricación de un depósito rodeado con un trenzado. Este depósito se puede emplear, por ejemplo, para el alojamiento de gas natural licuado. En el documento US 4.783.232 se describe un tanque de combustible o tanque de gas con un depósito de plástico, cuyo depósito de plástico está arrollado con filamentos impregnados con resina. El documento WO 00/15414 publica un procedimiento de un depósito resistente a la presión, en el que sobre un depósito de plástico se arrollan fibras impregnadas con material termoplástico. Para conectar las fibras impregnadas con el material termoplástico con el cuerpo de plástico, se calienta el cuerpo de plástico arrollado en un útil de moldeo, de manera que se comprime al mismo tiempo el arrollamiento contra el cuerpo de plástico. En el documento US 2004/0168773 A1 se describen un procedimiento y un dispositivo para la fabricación de un depósito de plástico arrollado, en el que fibras incrustadas en una matriz de polímero son arrolladas alrededor del cuerpo de plástico. Para la conexión del cuerpo de plástico con las fibras dispuestas en la matriz de polímero se calienta el cuerpo de plástico arrollado. El depósito de plástico de acumuladores de calor conocidos por la práctica contienen, además, la mayoría de las veces plásticos duroplásticos. Las desgasificaciones habituales para estos plásticos pueden influir negativamente sobre la calidad del medio fluido a calentar. Esto es especialmente desfavorable en el calentamiento de agua potable.
La invención se basa en el problema técnico de indicar un procedimiento para la fabricación de un acumulador de calor, que dispone de una rigidez excelente, en particular de una resistencia elevada a la presión y con el que se solucionan los inconvenientes descritos anteriormente.
Para la solución del problema técnico, la invención enseña un procedimiento para la fabricación de un acumulador de calor del tipo mencionado al principio, que se caracteriza por que el depósito de plástico es arrollado, al menos por secciones, con al menos un material reforzado con fibras, por que el material reforzado con fibras contiene al menos un material termoplástico como material y por que el material reforzado con fibras es calentado antes del proceso de arrollamiento, de manera que ya durante el arrollamiento del depósito de plástico, el material termoplástico, que está contenido en el material reforzado con fibras, se funde sobre el depósito de plástico. Está en el marco de la invención que el intercambiador de calor presenta al menos un conducto de conexión o bien una cabecera para la introducción de un medio fluido en el intercambiador de calor y al menos otro conducto de conexión o bien un retorno para la extracción del medio fluido desde el intercambiador de calor. Con preferencia, el intercambiador de calor presenta dos conductos de conexión, de manera que con preferencia un conducto de conexión está previsto para la introducción y un conducto de conexión está previsto para la extracción del medio fluido. Ha dado buen resultado fabricar el intercambiador de calor a partir de un material metálico. Pero, en principio, también intercambiadores de calor de plástico están en el marco de la invención.
De acuerdo con una primera forma de realización preferida, el intercambiador de calor es insertado y retenido en el molde de soplado, en el que una manguera de plástico es estirada sobre el intercambiador de calor retenido en el molde de soplado y en el que el depósito de plástico es fabricado a través de moldeo por soplado de la manguera de plástico. En el molde de soplado o bien molde de soplado de plástico se fija el intercambiador de calor de manera más conveniente sobre un mandril o bien mandril de soplado de un útil de extrusión. De manera alternativa, el intercambiador de calor – dado el caso con un alambre, con preferencia alambre de plástico – está suspendido en una tobera o bien en un anillo de toberas del útil de extrusión. Por medio del útil de extrusión se moldea una
manguera de plástico, que es estirada sobre el intercambiador de calor. Está en el marco de la invención que la manguera de plástico está constituida por un material termoplástico, con preferencia por al menos una poliolefina y con preferencia por polipropileno y/o polietileno. A continuación se moldea por soplado la manguera de plástico extraída para formar un depósito de plástico. El depósito de plástico rodea el intercambiador de calor, al menos por secciones y de manera más conveniente totalmente o bien esencialmente en su totalidad. Con preferencia, el depósito de plástico presenta un orificio parta el al menos un conducto de conexión del intercambiador de calor.
De acuerdo con una segunda forma de realización preferida de la invención, el intercambiador de calor es insertado en un molde de rotación y es retenido en él, en el que en el molde de rotación es llenada una masa de moldeo líquida y/o en polvo y en el que el depósito de plástico es fabricado a través de moldeo por rotación a partir de la masa de moldeo. La masa de moldeo líquida y/o en polvo introducida en el molde de rotación contiene con preferencia al menos una poliolefina y con preferencia polipropileno y/o polietileno. La masa de moldeo líquida y/o en polvo se moldea por rotación para formar el depósito de plástico, con la salvedad de que el depósito de plástico rodea el intercambiador de calor al menos por secciones, de manera más conveniente totalmente o bien esencialmente en su totalidad. De acuerdo con una forma de realización especialmente preferida, el al menos un conducto de conexión del intercambiador de calor penetra o bien atraviesa la pared del depósito de plástico.
Con preferencia, el depósito de plástico se fabrica con la salvedad de que el depósito de plástico rodea el intercambiador de calor al menos por secciones sin contacto. De acuerdo con una forma de realización especialmente preferida, el depósito de plástico rodea el intercambiador de calor de tal manera que entre el depósito de plástico y el intercambiador de calor está configurado un espacio hueco. Con preferencia, el intercambiador de calor y el depósito de plástico se tocan, salvo el contacto entre la pared del depósito de plástico y el al menos un conducto de conexión del intercambiador de calor. El espacio hueco entre el depósito... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un acumulador de calor (1) con un intercambiador de calor (2) para medios fluidos y con un depósito de plástico (3) que rodea el intercambiador de calor (2) ,
en el que el intercambiador de calor (2) presenta al menos una conexión para la entrada y/o salida de un medio fluido, en el que el intercambiador de calor (2) es insertado en un molde de soplado (4) o molde de rotación y es retenido en el molde de soplado (4) o molde de rotación,
en el que el depósito de plástico (3) que rodea el intercambiador de calor (2) es fabricado o bien moldeado en el procedimiento de moldeo por soplado o procedimiento de rotación, con la salvedad de que el conducto de conexión del intercambiador de calor (2) penetra o bien atraviesa la pared (5) del depósito de plástico (3) ,
caracterizado por que el depósito de plástico (3) es arrollado, al menos por secciones, con al menos un material (7) reforzado con fibras,
por que el material (7) reforzado con fibras contiene al menos un material termoplástico como material,
por que el material (7) reforzado con fibras es calentado antes del proceso de arrollamiento, de manera que ya durante el arrollamiento del depósito de plástico, el material termoplástico, que está contenido en el material (7) reforzado con fibra, se funde sobre el depósito de plástico.
2. Procedimiento para la fabricación de un acumulador de calor de acuerdo con la reivindicación 1, caracterizado por que el intercambiador de calor (2) es insertado y retenido en el molde de soplado (4) , en el que una manguera de plástico (6) es estirada sobre el intercambiador de calor (2) retenido en el molde de soplado (4) y en el que el depósito de plástico (3) es fabricado a través de moldeo por soplado de la manguera de plástico (6) .
3. Procedimiento para la fabricación de un acumulador de calor de acuerdo con la reivindicación 1, caracterizado por que el intercambiador de calor (2) es insertado en un molde de rotación y es retenido en él, en el que en el molde de rotación es llenada una masa de moldeo líquida y/o en polvo y en el que el depósito de plástico (3) es fabricado a través de moldeo por rotación a partir de la masa de moldeo.
4. Procedimiento para la fabricación de un acumulador de calor de acuerdo con una de las reivindicaciones 1 a 3, caracterizado por que el depósito de plástico (3) es fabricado con la salvedad de que el depósito de plástico (3) rodea, al menos por secciones, sin contacto, el intercambiador de calor (2) .
5. Procedimiento para la fabricación de un acumulador de calor de acuerdo con una de las reivindicaciones 1 a 4, caracterizado por que el material (7) reforzado con fibras contiene al menos 10 % en peso hasta 50 % en peso del material termoplástico.
6. Procedimiento para la fabricación de un acumulador de calor de acuerdo con una de las reivindicaciones 1 a 5, caracterizado por que el material (7) reforzado con fibras contiene al menos 50 % en peso hasta 90 % en peso de al menos un tipo de fibras.
7. Procedimiento para la fabricación de un acumulador de calor de acuerdo con una de las reivindicaciones 1 a 6, caracterizado por que como tipo de fibras están contenidas fibras de vidrio en el material (7) reforzado con fibras.
Patentes similares o relacionadas:
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido, del 27 de Mayo de 2020, de Plastron S.à.r.l: Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido y utilizando un agente de nucleación que mezcla […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Procedimiento y dispositivo para la limpieza de un cabezal de extrusión, del 22 de Abril de 2020, de MAUSER-WERKE GMBH: Procedimiento para la limpieza de cabezales de extrusión en la extrusión de materiales termoplásticos, que se expulsan o extrusionan como preforma tubular de una […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Decoración en molde de un artículo y retirada de la decoración, del 1 de Abril de 2020, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Un proceso de decoración en molde para la fabricación de un artículo decorado que comprende las etapas de: - introducir un soporte con una decoración (3, 4, […]