PROCEDIMIENTO DE ENSAMBLADO POR SOLDEO LASER POR TRANSPARENCIA DE CHAPAS RECUBIERTAS DE UNA CAPA DE PROTECCION SEPARADAS LAS UNAS DE LAS OTRAS CON LA AYUDA DE PROTUBERANCIAS.
Procedimiento de ensamblado de al menos dos chapas (1, 2, 6) por soldeo láser por transparencia,
de las que al menos una de las chapas (2, 6) está recubierta con una capa metálica de protección, que comprende las etapas siguientes:
- realizar, sobre la menos una (2, 6) de las chapas que van a ser soldadas, deformaciones puntuales dispuestas a lo largo de una trayectoria predeterminada, de manera que se formen protuberancias (3) sobre una cara de la chapa (2, 6) así deformada,
- superponer las chapas (1, 2, 6) que van a ser soldadas de suerte que las protuberancias (3) de la chapa (2, 6) deformada sobresalgan en la dirección de la otra chapa (1) a soldar, estando la chapa deformada recubierta con una capa metálica,
- mantener apretadas las chapas (1, 2, 6) que van a ser soldadas gracias a medios de aproximación (4), de suerte que las chapas (1, 2, 6) estén en contacto al nivel de las protuberancias puntuales (3),
- soldar juntas las chapas (1, 2, 6) por medio de un haz láser aplicado por transparencia de manera discontinua según un segmento de longitud (L) predeterminada que pasa por, o por la proximidad de, cada protuberancia (3),
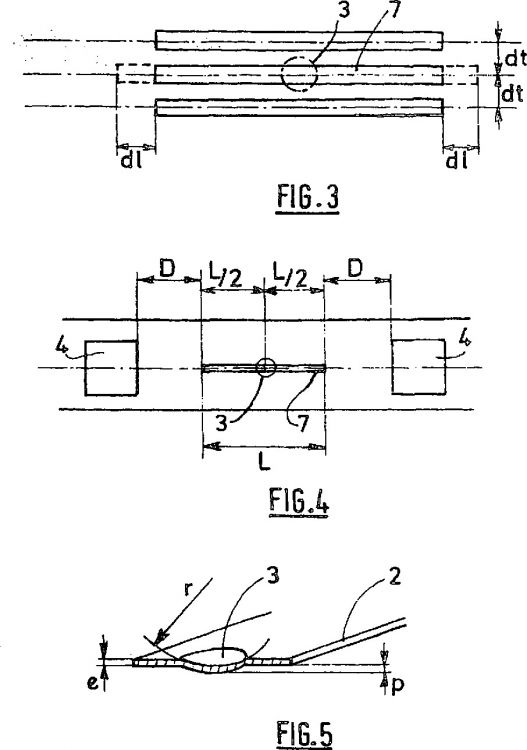
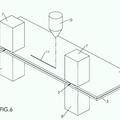
caracterizado porque el segmento (7) es rectilíneo, siendo los segmentos (7) sensiblemente perpendiculares a la trayectoria de las protuberancias (3), y los medios de aproximación (4) están dispuestos a un lado y otro de la trayectoria predeterminada, dejando sitio entre las chapas (1, 2, 6) cada una de ellas para una cavidad (5) que recibe los gases formados durante la vaporización de soldeo de la capa metálica de protección, siendo obtenidas las dimensiones deseadas de la cavidad (5) en función de la longitud (L) del segmento (7) jugando con la distancia (D + L/2) entre los medios de aproximación (4) y la protuberancia (3) considerada y con la altura (p) de la protuberancia, donde D representa la distancia entre cada extremo del segmento (7) y el medio de aproximación (4) correspondiente
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2006/050255.
Solicitante: RENAULT S.A.S..
Nacionalidad solicitante: Francia.
Dirección: 13-15 QUAI ALPHONSE LE GALLO,92100 BOULOGNE BILLANCOURT.
Inventor/es: JOLY,MARION, DAUVEL,BERTRAND.
Fecha de Publicación: .
Fecha Concesión Europea: 10 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B23K26/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Soldadura por puntos.
- B23K26/24B
- B23K26/32A
Clasificación PCT:
Fragmento de la descripción:
Procedimiento de ensamblado por soldeo láser por transparencia de chapas recubiertas de una capa de protección separadas las unas de las otras con la ayuda de protuberancias.
La invención se refiere a un procedimiento de ensamblado por soldeo láser por transparencia de chapas recubiertas de una capa de protección, de acuerdo con el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento de patente EP 1 516 691 A).
Los procedimientos de soldeo láser por transparencia necesitan una matriz para la aproximación de las chapas que van a ser soldadas con el fin de garantizar la fusión y con ello la soldadura. Por otro lado, durante la soldadura láser por transparencia de chapas recubiertas con una capa de protección, por ejemplo una capa de zinc, la temperatura alcanzada para fundir y fusionar las chapas provoca la vaporización de las capas de protección. Si las chapas están en contacto estrecho con el sitio de la soldadura, los gases formados así no pueden escapar más que por el baño de fusión provocando así una degradación de la calidad de la soldadura.
Existen varias soluciones con el fin de evitar los vapores que provienen de la evaporación de las capas.
En el documento de patente alemana DE 10 042 538, una chapa situada entre otras dos chapas presenta una superficie irregular de suerte que, cuando está en contacto con las otras chapas, se crean cavidades por las cuales pueden escapar los gases formados. Esta solución necesita, no obstante, un tratamiento especial de las superficies de la chapa con el fin de formar las rugosidades.
En el documento de patente alemana DE 10 053 789, se crea un espacio entre las dos chapas a ensamblar por depósito de una estructura entre las capas, por ejemplo una lámina flexible que incluye orificios. Esta solución necesita la fabricación y la deposición de otro material, lo que se revela largo y costoso.
En otros procedimientos, tales como el descrito en el documento de patente EP 337 182, una de las chapas a ensamblar está deformada por embutición en toda su longitud. Esta deformación longitudinal permite a la vez la evacuación de los gases formados y el guiado de un haz láser continuo. Esta solución necesita, no obstante, realizar un impacto importante sobre la chapa, desfavorable para el comportamiento mecánico de la chapa. Por otro lado, la utilización de un haz láser continuo se revela costosa.
Otro tipo de procedimiento de soldeo láser por transparencia está descrito en el documento de patente alemana DE 44 45 926, en el curso del cual las chapas que van a ser ensambladas son mantenidas con una distancia entre ellas. El problema de la evacuación de los eventuales gases formados por la capa de protección, pues, no se plantea. La separación de las chapas necesita la embutición puntual de una de las chapas con el fin de acercar las chapas y permitir el soldeo. Este procedimiento necesita, no obstante, el mantenimiento de las dos chapas a una distancia predeterminada la una de la otra durante las operaciones de embutición y soldeo.
La invención pretende paliar estos inconvenientes al proponer un procedimiento de ensamblado por soldeo láser por transparencia que permite la evacuación de los gases formados por la vaporización de las capas de protección de las chapas, que sea simple de ejecutar y poco costoso. El procedimiento según la invención presenta igualmente la ventaja de no necesitar deformaciones importantes de las chapas de suerte que su comportamiento mecánico es poco o nada afectado.
A este efecto, la invención se refiere a un procedimiento de ensamblado de al menos dos chapas por soldeo láser por transparencia tal como el definido en la reivindicación 1.
En una variante, la chapa en contacto con las protuberancias de la chapa deformada está igualmente recubierta con una capa metálica de protección.
Según otro modo de realización, sólo la chapa en contacto con las protuberancias de la chapa deformada está recubierta con una capa metálica de protección.
De acuerdo con la invención, durante el apriete de las chapas por los medios de aproximación, se forman cavidades entre las chapas que van a ser soldadas alrededor de las protuberancias. Estas cavidades son suficientes para recibir y/o evacuar los gases formados por la vaporización de las capas de protección sin conducir a una degradación de la calidad de la soldadura. Además, la aplicación de manera discontinua del haz láser únicamente al nivel de las protuberancias permite reducir los costes con respecto a los procedimientos que utilizan un haz láser continuo.
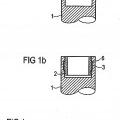
Preferentemente, se realizan deformaciones puntuales que forman protuberancias esféricas. Tales relieves esféricos son fáciles de realizar, por ejemplo por embutición, y pueden ser fácilmente reproducidos de forma idéntica lo que permite mejorar la reproducibilidad del soldeo y su automatización.
De acuerdo con la invención, durante la etapa de soldeo, el haz láser es aplicado siguiendo un segmento rectilíneo de longitud predeterminada al nivel de cada protuberancia.
De acuerdo con la invención, cada segmento pasa por, o por la proximidad de, el punto de contacto entre las chapas.
Más particularmente, cada segmento está centrado sensiblemente en el punto de contacto entre las chapas.
De acuerdo con la invención, los segmentos son sensiblemente perpendiculares a la trayectoria de las protuberancias.
Ventajosamente, los medios de aproximación se sitúan a una misma distancia predeterminada a un lado y otro de la trayectoria de las protuberancias.
La invención se describe ahora con referencia a los dibujo anexo, no limitativos, en los cuales:
- la figura 1 es una vista en sección de dos chapas soldadas siguiendo un modo de realización del procedimiento según la invención;
- la figura 2 es una vista en sección de tres chapas soldadas según una variante del procedimiento según la invención;
- la figura 3 es una vista en planta de las chapas ensambladas que muestra un segmento de haz láser con respecto a una protuberancia de una chapa deformada;
- la figura 4 es una vista en planta, que muestra una protuberancia, los medios de aproximación de las chapas así como una protuberancia de una chapa deformada;
- la figura 5 representa una vista en perspectiva de una protuberancia esférica de radio r formada sobre una chapa de espesor e.
La figura 1 representa dos chapas metálicas 1 y 2 que van a ser ensambladas por soldeo láser por transparencia. Una de las chapas, o las dos, está recubierta con una capa metálica de protección tal como una capa de zinc.
Sobre una de las chapas, la 2, se han realzado deformaciones puntuales, por ejemplo por embutición, con el fin de formar protuberancias 3 que sobresalen todas de la misma cara de la chapa 2. Estas deformaciones están realizadas a lo largo de una trayectoria predeterminada. Esta trayectoria corresponde a la trayectoria a lo largo de la cual se desea soldar las dos chapas.
Preferentemente, las deformaciones están realizadas de manera que forman protuberancias esféricas (figura 5), de suerte que pueden ser ejecutadas fácilmente de manera reproducible. Por supuesto, pueden realzarse otras formas de protuberancias.
Durante su ensamblado, las dos chapas son superpuestas de suerte que las protuberancias 3 de la chapa deformada 2 sobresalen en la dirección de la otra chapa 1.
Las dos chapas son mantenidas apretadas juntas por medios de aproximación 4 de suerte que la chapa deformada 2 esté en contacto con la otra chapa 1 al nivel de cada protuberancia 3. A este efecto, los medios de aproximación 4 se sitúan preferentemente a un lado y otro de cada protuberancia 3. Puede tratarse de medios de aproximación que se extienden de manera continua sobre toda la longitud de la trayectoria de las protuberancias, o bien de medios de aproximación puntuales situados al nivel de cada protuberancia.
Debido a la presencia de una protuberancia 3, el apriete juntas de las chapas 1, 2 crea una cavidad 5 sobre el contorno de la protuberancia. Esta cavidad 5 permite recibir los gases formados durante la vaporización de las capas metálicas de protección situadas sobre las caras de las chapas 1, 2 enfrentadas.
De manera similar, la figura 2 representa el ensamblado de tres chapas metálicas 1, 2 y 6 superpuestas. En este caso, las dos chapas exteriores 2 y 6 están deformadas de manera que lleven protuberancias 3....
Reivindicaciones:
1. Procedimiento de ensamblado de al menos dos chapas (1, 2, 6) por soldeo láser por transparencia, de las que al menos una de las chapas (2, 6) está recubierta con una capa metálica de protección, que comprende las etapas siguientes:
- realizar, sobre la menos una (2, 6) de las chapas que van a ser soldadas, deformaciones puntuales dispuestas a lo largo de una trayectoria predeterminada, de manera que se formen protuberancias (3) sobre una cara de la chapa (2, 6) así deformada,
- superponer las chapas (1, 2, 6) que van a ser soldadas de suerte que las protuberancias (3) de la chapa (2, 6) deformada sobresalgan en la dirección de la otra chapa (1) a soldar, estando la chapa deformada recubierta con una capa metálica,
- mantener apretadas las chapas (1, 2, 6) que van a ser soldadas gracias a medios de aproximación (4), de suerte que las chapas (1, 2, 6) estén en contacto al nivel de las protuberancias puntuales (3),
- soldar juntas las chapas (1, 2, 6) por medio de un haz láser aplicado por transparencia de manera discontinua según un segmento de longitud (L) predeterminada que pasa por, o por la proximidad de, cada protuberancia (3),
caracterizado porque el segmento (7) es rectilíneo, siendo los segmentos (7) sensiblemente perpendiculares a la trayectoria de las protuberancias (3), y los medios de aproximación (4) están dispuestos a un lado y otro de la trayectoria predeterminada, dejando sitio entre las chapas (1, 2, 6) cada una de ellas para una cavidad (5) que recibe los gases formados durante la vaporización de soldeo de la capa metálica de protección, siendo obtenidas las dimensiones deseadas de la cavidad (5) en función de la longitud (L) del segmento (7) jugando con la distancia (D + L/2) entre los medios de aproximación (4) y la protuberancia (3) considerada y con la altura (p) de la protuberancia, donde D representa la distancia entre cada extremo del segmento (7) y el medio de aproximación (4) correspondiente.
2. Procedimiento de ensamblado según la reivindicación 1, en el cual la chapa (1) en contacto con las protuberancias (3) de la chapa deformada (2, 6) está recubierta igualmente con una capa metálica de protección.
3. Procedimiento de ensamblado según la reivindicación 1, en el cual sólo la chapa (1) en contacto con las protuberancias (3) de la chapa deformada (2, 6) está recubierta con una capa metálica de protección.
4. Procedimiento de ensamblado según alguna de las reivindicaciones 1 a 3, en el cual se realizan deformaciones puntuales que forman protuberancias (3) esféricas.
5. Procedimiento de ensamblado según alguna de las reivindicaciones 1 a 4, en el cual cada segmento (7) pasa por, o por la proximidad de, el punto de contacto entre las chapas.
6. Procedimiento de ensamblado según alguna de las reivindicaciones 1 a 5, en el cual cada segmento (7) está sensiblemente centrado en el punto de contacto entre las chapas.
7. Procedimiento de ensamblado según alguna de las reivindicaciones precedentes, en el cual los medios de aproximación (4) se sitúan a una misma distancia predeterminada a un lado y otro de la trayectoria de las protuberancias (3).
8. Procedimiento de ensamblado según alguna de las reivindicaciones 5 a 7, en el cual, al nivel de una protuberancia (3), el haz láser se aplica siguiendo el segmento (7) de longitud (L) alineado con los medios de aproximación (4).
Patentes similares o relacionadas:
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Aparatos de inspección de porciones soldadas y métodos de inspección de las mismas, del 24 de Abril de 2019, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un aparato de inspección de porciones soldadas para inspeccionar un estado de soldadura de una porción soldada formada en el momento en que se suelda una pluralidad de […]
Método de soldadura por láser para alambres planos, del 9 de Enero de 2019, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un método de soldadura por láser para alambres planos, en el cual una primera superficie lateral (23a), en un primer extremo de un primer alambre […]
Pistola de soldadura láser accionable manualmente, del 27 de Julio de 2016, de IPG Photonics Corporation: Una pistola de soldadura láser accionable manualmente para unir dos o más piezas de metal superpuestas, que comprende: una columna de soporte alargada […]
 Procedimiento de soldadura de chapas por láser, estando provista una de las chapas de salientes a fin de crear una holgura de desgasificación, del 10 de Febrero de 2016, de PEUGEOT CITROEN AUTOMOBILES SA: Procedimiento de soldadura por haz láser de chapas revestidas de una capa realizada en un material cuyo punto de fusión es más bajo que el del material constitutivo […]
Procedimiento de soldadura de chapas por láser, estando provista una de las chapas de salientes a fin de crear una holgura de desgasificación, del 10 de Febrero de 2016, de PEUGEOT CITROEN AUTOMOBILES SA: Procedimiento de soldadura por haz láser de chapas revestidas de una capa realizada en un material cuyo punto de fusión es más bajo que el del material constitutivo […]
 Método para fabricar una pieza de trabajo compuesta para un dispositivo de distribución de medicamentos, del 11 de Noviembre de 2015, de SANOFI-AVENTIS DEUTSCHLAND GMBH: Un método para fabricar una pieza de trabajo compuesta para un dispositivo de entrega de medicamentos que comprende las operaciones de:
A) […]
Método para fabricar una pieza de trabajo compuesta para un dispositivo de distribución de medicamentos, del 11 de Noviembre de 2015, de SANOFI-AVENTIS DEUTSCHLAND GMBH: Un método para fabricar una pieza de trabajo compuesta para un dispositivo de entrega de medicamentos que comprende las operaciones de:
A) […]
 Procedimiento y dispositivo para conectar un conductor eléctrico a una pieza de contacto eléctrico, del 12 de Agosto de 2015, de AUDI AG: Procedimiento para la conexión de un conductor eléctrico a una pieza de contacto eléctrico , en el que la pieza de contacto presenta alas deformables […]
Procedimiento y dispositivo para conectar un conductor eléctrico a una pieza de contacto eléctrico, del 12 de Agosto de 2015, de AUDI AG: Procedimiento para la conexión de un conductor eléctrico a una pieza de contacto eléctrico , en el que la pieza de contacto presenta alas deformables […]
Procedimiento para la fijación de un elemento de unión sobre una pieza y componente que comprende una pieza con un elemento de unión fijado sobre la misma, del 7 de Mayo de 2014, de ESK CERAMICS GMBH & CO. KG: Procedimiento para la fijación de un elemento de unión que permite la conexión, con aumento de la fricción, exenta de juego y reversible, de las […]