PROCEDIMIENTO DE ENCOLADO DE POR LO MENOS DOS HOJAS.
Procedimiento para el encolado de por lo menos dos hojas, en particular para la fabricación de un puzzle,
de las cuales una primera hoja está constituida por cartón y una segunda hoja está constituida por papel o cartón, que comprende las etapas siguientes:
- transportar la primera hoja a una estación de encolado,
- aplicar una cola sobre un lado de la primera hoja en la estación de encolado en estado líquido,
- unir la primera hoja, recubierta con la cola, y la segunda hoja en una estación de orientación, y
- comprimir ambas hojas para la formación de un producto contracolado acabado.
caracterizado porque, la cola es una cola caliente sintética sin agua, que presenta el 100% de material termoplástico
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/004470.
Solicitante: RAVENSBURGER SPIELEVERLAG GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ROBERT-BOSCH-STRASSE 1,88214 RAVENSBURG.
Inventor/es: KNELL,FLORIAN.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Abril de 2010.
Clasificación Internacional de Patentes:
- B31F5/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 5/00 Ensamblado de hojas, cintas o bandas en papel o en cartón; Reforzamiento de los bordes. › por empleo exclusivo de adhesivos.
- B32B37/00A2
Clasificación PCT:
- B31F5/04 B31F 5/00 […] › por empleo exclusivo de adhesivos.
Fragmento de la descripción:
Procedimiento de encolado de por lo menos dos hojas.
La presente invención se refiere a un procedimiento para el encolado de por lo menos dos hojas, comprendiendo una primera hoja de cartón y una segunda hoja de papel o cartón. Un procedimiento de este tipo se utiliza, por ejemplo, durante la fabricación de un puzzle, de un tablero de juego para un juego de mesa o también durante la fabricación de componentes de un juego, como por ejemplo las cartas. Los procedimientos de este tipo se denominan también procedimientos de contracolado.
En el caso de procedimientos de contracolado convencionales (ver p. ej., el documento DE 201 07 237 U) en los cuales se encola una hoja de cartón con una hoja de papel o de cartón, por ejemplo durante la fabricación de productos contracolados, los cuales deben ser procesados posteriormente para proporcionar puzzles o tableros de juego, se utiliza una cola fría para el encolado. Una cola fría de este tipo es una cola de dispersión, la cual es utilizada a temperatura ambiente y que consta de partículas de plástico finamente difundidas en agua, por ejemplo polímeros, con un tamaño de partícula < 5 µm. La parte de sustancia sólida de la cola de dispersión está comprendida, usualmente, entre el 50 y el 60%. La cola de dispersión es fisiológicamente inocua (importante para los juguetes) y barata. De todos modos, aparece en productos contracolados con cola fría realizados en cartón o papel un problema, que se designa con el concepto de "enclavado" o también "efecto plato". Se hace referencia a que el producto contracolado acabado, tras el proceso de secado que dura relativamente bastante tiempo, no es plano, sino que sus bordes están, en mayor o menor medida, doblados hacia arriba. Este "efecto plato" conlleva pérdidas de procesamiento posterior, así como reclamaciones de los clientes e influye, por ello, de forma negativa sobre la calidad del producto final.
Para la solución del problema mencionado se intentó fabricar la primera hoja, realizada en cartón, de tal manera que presentase un abovedamiento opuesto al posterior "efecto plato". De esta manera, se podía reducir el problema mencionado pero no se podía eliminar.
La invención se plantea, por ello, el problema de indicar un procedimiento para el encolado de una primera hoja de cartón con una segunda hoja de papel o de cartón, en el cual el productor contracolado acabado presenta una planitud mejorada.
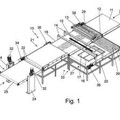
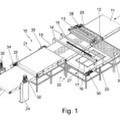
Este objetivo se alcanza según la invención mediante un procedimiento, el cual presenta las características mencionadas en la reivindicación 1. Durante este procedimiento una primera hoja realizada en cartón es transportada hacia una estación de encolado, acto seguido se aplica en la estación de encolado sobre la primera hoja una cola sintética caliente, designada con frecuencia también como "hotmelt", en estado líquido e, inmediatamente después, la primera hoja, recubierta con cola caliente sintética, y una segunda hoja, realizada en papel o de cartón, son unidas en una estación de orientación y son comprimidas acto seguido, con el fin de formar el producto contracolado acabado. El producto contracolado acabado se caracteriza, en cualquier caso, cuando las propias hojas que hay que encolar son planas antes del encolado, por una planitud en resalte. Como resultado, se consigue un procesamiento posterior con unas pérdidas notablemente menores y, globalmente, un aumento de la calidad de los productos finales, que se obtienen a partir de productos contracolados terminados mediante la utilización del procedimiento según la invención.
Como otra ventaja del procedimiento según la invención, resulta un enorme acortamiento del tiempo necesario para la fabricación de un producto final, por ejemplo de un puzzle o de un tablero de juego, ya que en el procedimiento convencional utilizado con la cola fría hay que secar el producto contracolado que se obtiene mediante el encolado de dos hojas, dependiendo de la temperatura ambiente y de la forma de apilamiento elegida, de 12 a 48 horas, antes de que pueda tener lugar un procesamiento posterior, por ejemplo un troquelado, en piezas individuales formadas de manera regular o irregular. En el caso de productos contracolados por el contrario, los cuales se han fabricado mediante la utilización del procedimiento según la invención, puede tener lugar ya poco después de la compresión de ambas hojas un procesamiento posterior correspondiente. El tiempo de espera máximo hasta el procesamiento posterior es de 30 minutos, ya que como muy tarde la cola caliente sintética utilizada ha cristalizado por completo. Mediante la utilización del procedimiento según la invención la fabricación puede actuar por consiguiente claramente con mayor rapidez y flexibilidad con respecto a los deseos del cliente y los productos finales pueden llegar mucho más rápido que hasta ahora a la distribución.
Además, la cantidad de cola utilizada en el procedimiento según la invención notablemente menor que en el procedimiento convencional, en el cual se utiliza cola fría, de manera que según la invención, a pesar del precio notablemente mayor de la cola caliente (la cola caliente es aproximadamente el doble de costosa que la cola fría), los costes del producto final no aumentan en ningún caso o incluso se pueden reducir.
En la forma de realización más sencilla del procedimiento según la invención, se encola un lado de la primera hoja, realizada en cartón, con una segunda hoja, realizada en papel o cartón. Si así se desea, se puede encolar también el otro lado de la primera hoja con una tercera hoja, que consta, como la segunda hoja, de papel o cartón. Para ello, se aplica sobre el otro lado de la primera hoja, opuesta a uno de los lados, una cola caliente sintética en estado líquido, acto seguido la primera hoja, recubierta de esta manera con cola caliente, es unida con la tercera hoja en una estación de orientación y, finalmente, la primera y la tercera hojas son comprimidas, para encolarlas entre sí. Usualmente, se encolan, en primer lugar, la primera hoja y la segunda hoja entre sí y a continuación se contracola la tercera hoja sobre el otro lado de la primera hoja. De esta manera, se pueden volver a encolar los bordes de la segunda hoja alrededor de los bordes de la primera hoja, antes de que sea contracolada la tercera hoja. Cuando la primera hoja es una hoja inferior y la segunda hoja es una hoja superior, entonces la tercera hoja se designa como espejo, que cubre el lado inferior de la primera hoja en el producto contracolado acabado.
Según una estructuración preferida del procedimiento según la invención, la aplicación de la cola caliente sintética sobre la primera hoja tiene lugar a una temperatura situada en el intervalo comprendido entre aproximadamente 150ºC y aproximadamente 180ºC. De esta manera está garantizada una aplicación en estado líquido y además un buen recorrido de la cola caliente sintética aplicada sobre la primera hoja.
Según la invención, la cola caliente sintética utilizada está libre de agua y presenta el 100% de un material termoplástico, del cual por ejemplo el 40% puede ser un material polímero, el 35% una resina y el 25% una cera. Gracias a la parte de cera se fija la viscosidad necesaria y las propiedades de tratamiento generales para un caso de aplicación dado. La parte de resina es responsable de una adhesión rápida con suficiente fuerza de adhesión, mientras que la porción de polímero procura una fuerza de adhesión final grande, es decir capacidad de carga del encolado endurecido.
Según una forma de realización preferida del procedimiento según la invención la cola caliente sintética es aplicada superficialmente sobre la primera hoja, por ejemplo mediante un rodillo de aplicación o mediante rociado con toberas. Sin embargo, dependiendo del caso de aplicación, son posibles otras estructuraciones, en las cuales la cola caliente puede ser aplicada por ejemplo en forma de puntos, en forma de líneas o con la forma de una muestra predeterminada en la primera hoja, con el fin de reducir aún más el consumo de cola.
Preferentemente, la primera hoja es una denominada hoja inferior y la segunda hoja una denominada hoja superior, que está contracolada sobre el lado superior de la primera hoja.
En muchos casos estará impresa, en el proceso según la invención, un lado visible de la segunda hoja, es decir de la hoja de papel. Durante la fabricación de puzzles, por ejemplo, el lado visible de la segunda hoja tiene el motivo, el objeto del puzzle. Otro ejemplo son los juegos de mesa con un "tablero de juego", en los cuales el lado visible de la segunda hoja tiene el...
Reivindicaciones:
1. Procedimiento para el encolado de por lo menos dos hojas, en particular para la fabricación de un puzzle, de las cuales una primera hoja está constituida por cartón y una segunda hoja está constituida por papel o cartón, que comprende las etapas siguientes:
caracterizado porque, la cola es una cola caliente sintética sin agua, que presenta el 100% de material termoplástico.
2. Procedimiento según la reivindicación 1, caracterizado porque sobre el otro lado de la primera hoja, opuesto a uno de los lados, se aplica asimismo una cola caliente sintética y la primera hoja es unida y encolada con una tercera hoja de papel o cartón.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la aplicación de la cola caliente sintética sobre la primera hoja tiene lugar a una temperatura situada en el intervalo comprendido entre aproximadamente 150ºC y aproximadamente 180ºC.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la cola caliente es aplicada superficialmente sobre la primera hoja.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la primera hoja es una hoja inferior y la segunda hoja es una hoja superior.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque un lado visible de la segunda hoja está impreso.
7. Procedimiento según la reivindicación 6, caracterizado porque las dos hojas encoladas entre sí son cortadas mediante troquelado en una pluralidad de piezas individuales.
8. Procedimiento según la reivindicación 7, caracterizado porque las piezas están formadas de manera irregular y porque el troquelado tiene lugar en una única etapa.
9. Puzzle, caracterizado porque ha sido fabricado mediante la utilización de por lo menos dos hojas encoladas entre sí mediante un procedimiento según una de las reivindicaciones 1 a 8.
10. Tablero de juego, en particular para un juego de mesa, caracterizado porque ha sido fabricado mediante la utilización de por lo menos dos hojas encoladas entre sí por medio de un procedimiento según una de las reivindicaciones 1 a 8.
Patentes similares o relacionadas:
Una máquina y un método de fabricación de piezas en bruto para cajas a medida, del 29 de Marzo de 2017, de SYSTEM S.P.A.: Un método para la fabricación de piezas en bruto para cajas a medida, que comprende: 5 fabricar piezas rectangulares de dicha pieza en bruto, teniendo cada […]
 Máquina para el pegado de varias planchas y/o láminas de cartón, del 3 de Junio de 2015, de ALCAZAR GARCIA,JOAQUIN: La invención se refiere a una máquina que permite la fabricación de láminas de cartón que incluyen dos o más planchas de cartón, la cual pretende […]
Máquina para el pegado de varias planchas y/o láminas de cartón, del 3 de Junio de 2015, de ALCAZAR GARCIA,JOAQUIN: La invención se refiere a una máquina que permite la fabricación de láminas de cartón que incluyen dos o más planchas de cartón, la cual pretende […]
 MÁQUINA PARA EL PEGADO DE VARIAS PLANCHAS Y/O LÁMINAS DE CARTÓN, del 22 de Enero de 2015, de ALCAZAR GARCIA,JOAQUIN: La invención se refiere a una máquina que permite la fabricación de láminas de cartón que incluyen dos o más planchas de cartón, la cual pretende […]
MÁQUINA PARA EL PEGADO DE VARIAS PLANCHAS Y/O LÁMINAS DE CARTÓN, del 22 de Enero de 2015, de ALCAZAR GARCIA,JOAQUIN: La invención se refiere a una máquina que permite la fabricación de láminas de cartón que incluyen dos o más planchas de cartón, la cual pretende […]
 Procedimiento y dispositivo para unir dos capas de material flexibles, del 8 de Marzo de 2013, de MONDI AG: Procedimiento para fabricar un producto con al menos dos capas de material flexibles , que se unen entresí mediante una capa de adhesivo aplicada […]
Procedimiento y dispositivo para unir dos capas de material flexibles, del 8 de Marzo de 2013, de MONDI AG: Procedimiento para fabricar un producto con al menos dos capas de material flexibles , que se unen entresí mediante una capa de adhesivo aplicada […]
Composición adhesiva, acuosa, que contiene un producto de mezcla a base de almidón de leguminosas, del 6 de Marzo de 2013, de ROQUETTE FRERES: Composición adhesiva, acuosa, destinada al encolado o adhesión del cartón ondulado, y que comporta unas partes denominadas primaria y secundaria, elaboradas […]
PROCEDIMIENTO DE ENCOLADO DE HOJAS LITOGRAFIADAS CON COLA DE ALMIDÓN Y SECADO POR APLICACIÓN DE CALOR, del 27 de Febrero de 2013, de CARTONAJES BERNABEU, S.A.: Procedimiento de encolado de hojas litografiadas con cola de almidón y secado por aplicación de calor consistente en el encolado de una de […]
PROCEDIMIENTO DE ENCOLADO DE HOJAS LITOGRAFIADAS CON COLA DE ALMIDON Y SECADO POR APLICACION DE CALOR, del 16 de Agosto de 2012, de CARTONAJES BERNABEU, S.A.: Procedimiento de encolado de hojas litografiadas con cola de almidón y secado por aplicación de calor consistente en el encolado de una de las caras de la […]
 COMPOSICION ADHESIVA, ACUOSA, QUE CONTIENE UN PRODUCTO DE MEZCLA A BASE DE ALMIDON DE LEGUMINOSAS, del 1 de Febrero de 2008, de ROQUETTE FRERES: Composición adhesiva, acuosa, destinada al encolado o adhesión del cartón ondulado, y que comporta unas partes denominadas primaria y secundaria, elaboradas […]
COMPOSICION ADHESIVA, ACUOSA, QUE CONTIENE UN PRODUCTO DE MEZCLA A BASE DE ALMIDON DE LEGUMINOSAS, del 1 de Febrero de 2008, de ROQUETTE FRERES: Composición adhesiva, acuosa, destinada al encolado o adhesión del cartón ondulado, y que comporta unas partes denominadas primaria y secundaria, elaboradas […]