PROCEDIMIENTO E INSTALACIÓN PARA LA FABRICACIÓN DE UN GRANULADO FUSIONABLE A PARTIR DE RESIDUOS DE LÁMINAS DE PLÁSTICO PESADAS Y UNA LÁMINA DE PLÁSTICO PESADA RECICLABLE CON PROPIEDADES MEJORADAS.
Procedimiento para fabricar un granulado (110) de láminas pesadas térmicamente fusionable y con reducidas impurezas a partir de secciones (100) de al menos una lámina compuesta pesada acústicamente aislante,
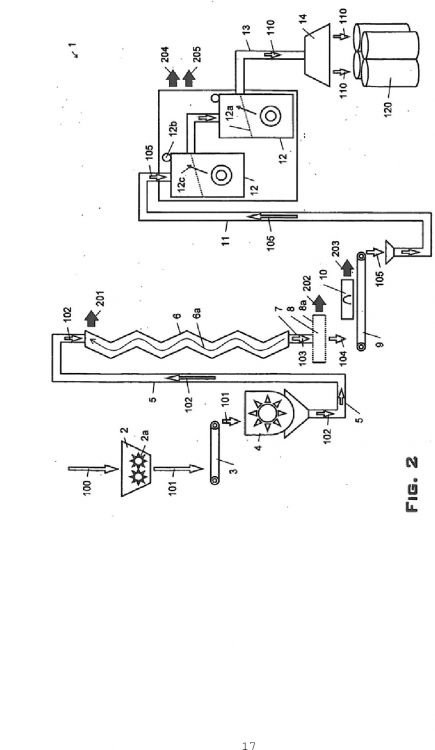
presentando la lámina compuesta pesada al menos una capa de lámina pesada que contiene fundamentalmente polímeros termoplásticos y sustancias de relleno minerales, y una capa de impurezas que contiene fundamentalmente fibras, en particular, fibras textiles, fibras naturales, fibras de vidrio y / o fibras de plástico y sustancias esponjosas, así como láminas de plásticos no pertenecientes a láminas pesadas y / o láminas de metal, que comprende los siguientes pasos: - alimentar a una trituradora (2) previa las secciones (100) de la lámina pesada compuesta, - triturar previamente las secciones (100) dando lugar a secciones (101) previamente trituradas de tamaño limitado por medio de la trituradora (2) previa, - alimentar de forma continua a una trituradora (4) posterior una cantidad constante de las secciones (101) previamente trituradas, - triturar posteriormente de forma continua las secciones (101) previamente trituradas dando lugar a un producto (102) molido triturado posteriormente que tiene un tamaño de grano de 10 mm como máximo, en especial, como máximo de 8 mm, mediante corte y fricción por medio de la trituradora (4) posterior, - transportar de forma continua el producto (102) molido triturado posteriormente desde la trituradora (4) posterior a un separador (6) por aire, - separar de forma continua una parte predeterminable de una fracción (201) ligera (en comparación con la fracción de capa de lámina pesada) que contiene fundamentalmente fracciones de fibras y / o sustancias esponjosas y está comprendida en el producto (102) molido triturado posteriormente haciendo pasar un flujo (6a) de aire separador a través del producto (102) molido en el separador (6) por aire, - transportar el producto (103) molido separado por aire desde el separador (6) por aire a un sistema (8, 10, 12) de cribado y separación, y - separar una fracción (202, 203, 204, 205) de sustancias perturbadoras que contiene fundamentalmente partículas en forma de tiras, aglomeraciones de fibras, aglomeraciones de polvo, metales y otras impurezas, incluida en el producto (103) molido separado por aire mediante el sistema (8, 10, 12) de cribado y separación de modo que el producto molido restante forme el granulado (110) de láminas pesadas con reducidas impurezas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07020657.
Solicitante: RETRO-FLEX AG.
Nacionalidad solicitante: Liechtensein.
Dirección: INDUSTRIESTRASSE 2 9487 BENDERN LIECHTENSTEIN.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Octubre de 2007.
Clasificación Internacional de Patentes:
- B29B17/00D2
- B29B17/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 17/00 Recuperación de plásticos o de otros constituyentes de materiales de desecho que contengan plástico (recuperación química C08J 11/00). › Separación de materias plásticas de otras materias.
- B29B17/04D
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un procedimiento y una instalación para la fabricación de un granulado de láminas pesadas térmicamente fusionable con reducidas impurezas a partir de secciones de al menos una lámina pesada compuesta acústicamente aislante así como un procedimiento para la fabricación de una lámina pesada de plástico reciclable con propiedades mejoradas. 5
En el estado de la técnica se conocen desde hace tiempo planchas acústicamente aislantes y piezas moldeadas acústicamente aislantes compuestas por una lámina pesada de plástico hecha de plásticos viscoelásticos con un grosor de especialmente 0,5 mm a 10 mm y se emplean desde hace tiempo especialmente en el sector de la construcción de vehículos, la industria de revestimiento de suelos, la industria de la construcción, la construcción de edificios así como en la construcción de maquinaria para 10 el aislamiento acústico. Las láminas pesadas de plástico, también denominadas ‘capas pesadas', están compuestas principalmente por polímeros termoplásticos, en especial, PE (polietileno), EPDM (caucho de etileno propileno dieno) y / o EVA (etilen vinil acetato) así como sustancias de relleno minerales tales como, por ejemplo, polvo de piedra caliza o espato calizo (CaCO3) y espato pesado (BaSO4). Son deformables térmicamente, por ejemplo, en el procedimiento de embutición profunda o mediante 15 prensado por embutición, a escala de laboratorio en el denominado ‘Handtuchverfahren' (procedimiento de toalla), y se caracterizan por presentar excelentes propiedades acústicas, una elevada resistencia mecánica frente a la rotura y el agrietamiento, reducida o nula inflamabilidad así como una buena resistencia a agentes químicos.
Del documento DE1940838, publicado en el año 1971, se conoce una lámina pesada de plástico 20 termoplástica autoportante cuyo peso específico es de aproximadamente 2,0 a 2,5 g/cm. La lámina pesada de plástico tiene un grosor de especialmente 1 a 10 mm. Debido a su contenido en polímeros termoplásticos, la lámina puede deformarse con calor. La lámina pesada de plástico es adecuada sobre todo para el aislamiento acústico, en especial, en la construcción de vehículos. Según la descripción, la lámina pesada de plástico contiene aproximadamente 10 a 40 % en peso de una mezcla de polímeros 25 de etilen vinil acetato con un contenido en vinil acetato de 10 a 45, preferiblemente, de 15 a 30 % en peso y aproximadamente 60 a 90 % en peso de sustancias de relleno inorgánicas. En este caso, el contenido necesario de vinil acetato también puede alcanzarse mezclando entre sí dos polímeros mixtos con diferentes contenidos de vinil acetato en una proporción adecuada. Como sustancias de relleno se emplean preferiblemente materiales inorgánicos de peso específico relativamente elevado tales como 30 hollín, espato pesado, yeso, mica o pizarra en polvo, o mezclas de estos materiales. Para mejorar la capacidad de deformación y aumentar la elasticidad en frío, la lámina pesada puede contener en caso necesario hasta un 10% en peso de un ablandante habitual, por ejemplo, un ftalato tal como dioctilftalato. Por otra parte, la lámina pesada también puede contener hasta aproximadamente el 10% en peso de una resina, por ejemplo, una resina de fenol formaldehído o resina de fenol si para un determinado 35 objetivo de uso se desea elevar el punto de reblandecimiento de la lámina pesada. A pesar de la proporción relativamente elevada de sustancias de relleno de hasta el 90 % en peso, se obtendrá un producto que presenta no solo una buena resistencia de forma y temperatura, sino también una elevada elasticidad. Según la descripción, la lámina pesada de plástico descrita puede deformarse termoplásticamente a temperaturas superiores a 110 ºC según los diferentes procedimientos conocidos 40 en sí mismos. La contracción durante la deformación es extremadamente reducida y se sitúa en un máximo de aproximadamente un 1%. La deformación puede realizarse, por ejemplo, con el procedimiento de embutición profunda. Otro procedimiento que se ha acreditado para láminas pesadas ya forradas con material decorativo tal como láminas de protección o fieltros de separación, con mallas de fieltro o con platinas de sustancias esponjosas es el prensado por embutición de la pieza compuesta 45 mediante punzones y matrices así como, de forma opcional, el apoyo adicional con la embutición profunda. En este caso, el moldeo se orienta, por ejemplo, según la forma y el contorno de la pieza de la carrocería en la que debe colocarse posteriormente la malla moldeada.
La lámina pesada de plástico descrita en el documento de patente alemán antes citado se caracteriza, según la memoria descriptiva, por muy buenas propiedades acústicas e insonorizantes, una estabilidad 50 formal de hasta aproximadamente 110 ºC, elevada resistencia mecánica, en especial, contra la rotura y el agrietamiento, nula inflamabilidad así como una adecuada resistencia química al agua, agua salina, ácidos diluidos y lejías así como frente al aceite y la gasolina, de modo que es especialmente adecuada para el empleo en la construcción de automóviles. Para un revestimiento del compartimento del motor y el maletero son importantes su buena resistencia a las temperaturas, en especial, la estabilidad formal 55 en el intervalo de aproximadamente -40 a +110 ºC, así como su capacidad de resistencia a agentes químicos, junto con las extraordinarias propiedades de aislamiento acústico. Una mejora adicional de las propiedades químicas puede alcanzarse recubriendo la superficie exterior de la lámina pesada de plástico con una lámina delgada de poliamida o pulverizándola con una resina de poliamida.
La lámina pesada de plástico descrita anteriormente solo es adecuada de forma condicionada para la aplicación directa, por fusión o adhesión, en piezas de chapa en el automóvil dado que, salvo la acción de masa para el aislamiento acústico, apenas dispone de propiedades de atenuación de vibraciones.
Debe diferenciarse entre el aislamiento acústico y la insonorización acústica. El aislamiento acústico 5 designa la obstaculización de la propagación del sonido propagado por el aire o el sonido propagado por cuerpos sólidos por la reflexión del sonido que se propaga, mientras que por ‘insonorización acústica' se entiende la obstaculización de la propagación del sonido por la absorción del sonido propagado por el aire. En la absorción del sonido o insonorización acústica se transforma la energía sonora en energía calorífica y, en correspondencia, se limita la reflexión a una superficie límite. 10
Las láminas pesadas de plástico no revestidas conocidas del estado de la técnica sirven fundamentalmente solo para el aislamiento acústico y apenas para la insonorización acústica. Para la insonorización acústica se fusionan láminas de insonorización especiales con elevado módulo de pérdida, es decir, materiales no elásticos más bien rígidos sobre una base de resina bituminosa como revestimiento durante el paso de la carrocería por la instalación de lacado. Además, mediante la 15 aplicación de recubrimientos sobre una lámina pesada de plástico puede mejorarse su efecto de absorción de ruidos.
En el estado de la técnica se conocen diferentes procedimientos para la fabricación de láminas pesadas de plástico, denominadas de forma abreviada ‘láminas pesadas', por ejemplo, la mezcla en amasadoras mixtas, por ejemplo, en una amasadora de paletas en Z o en mezcladoras de líquidos, por ejemplo, una 20 combinación de mezcladora en frío y caliente para obtener el granulado de la fase intermedia y adicionalmente mediante extrusora, tobera de ranura ancha y molino de cilindros para obtener la platina o vía sin fin, o como lote compacto, rosca transportadora y tren de laminación hasta una instalación de calandrado así como el moldeo por inyección.
Las láminas pesadas fabricadas se revisten normalmente de forma superficial, como material en forma 25 de tiras unido con tiras de tapiz, con material textil, fieltros, tejidos, esponja adherida, pulverizadas con resinas artificiales, preferiblemente, poliamidas y / o recubiertas con láminas de plástico y / o metal así como espumas, con lo que pueden conseguirse determinadas propiedades, por ejemplo, propiedades insonorizantes adicionales. En especial, en el sector de la construcción de vehículos se emplean preferentemente láminas pesadas compuestas que se construyen con varias capas en forma de 30 sándwich.
Las láminas pesadas que se emplean hoy en día en la construcción de automóviles tienen fundamentalmente la composición antes descrita,...
Reivindicaciones:
1. Procedimiento para fabricar un granulado (110) de láminas pesadas térmicamente fusionable y con reducidas impurezas a partir de secciones (100) de al menos una lámina compuesta pesada acústicamente aislante, presentando la lámina compuesta pesada al menos una capa de lámina pesada que contiene fundamentalmente polímeros termoplásticos y sustancias de relleno minerales, y una capa 5 de impurezas que contiene fundamentalmente fibras, en particular, fibras textiles, fibras naturales, fibras de vidrio y / o fibras de plástico y sustancias esponjosas, así como láminas de plásticos no pertenecientes a láminas pesadas y / o láminas de metal, que comprende los siguientes pasos:
- alimentar a una trituradora (2) previa las secciones (100) de la lámina pesada compuesta,
- triturar previamente las secciones (100) dando lugar a secciones (101) previamente trituradas de 10 tamaño limitado por medio de la trituradora (2) previa,
- alimentar de forma continua a una trituradora (4) posterior una cantidad constante de las secciones (101) previamente trituradas,
- triturar posteriormente de forma continua las secciones (101) previamente trituradas dando lugar a un producto (102) molido triturado posteriormente que tiene un tamaño de grano de 10 mm como máximo, 15 en especial, como máximo de 8 mm, mediante corte y fricción por medio de la trituradora (4) posterior,
- transportar de forma continua el producto (102) molido triturado posteriormente desde la trituradora (4) posterior a un separador (6) por aire,
- separar de forma continua una parte predeterminable de una fracción (201) ligera (en comparación con la fracción de capa de lámina pesada) que contiene fundamentalmente fracciones de fibras y / o 20 sustancias esponjosas y está comprendida en el producto (102) molido triturado posteriormente haciendo pasar un flujo (6a) de aire separador a través del producto (102) molido en el separador (6) por aire,
- transportar el producto (103) molido separado por aire desde el separador (6) por aire a un sistema (8, 10, 12) de cribado y separación, y 25
- separar una fracción (202, 203, 204, 205) de sustancias perturbadoras que contiene fundamentalmente partículas en forma de tiras, aglomeraciones de fibras, aglomeraciones de polvo, metales y otras impurezas, incluida en el producto (103) molido separado por aire mediante el sistema (8, 10, 12) de cribado y separación de modo que el producto molido restante forme el granulado (110) de láminas pesadas con reducidas impurezas. 30
2. Procedimiento según la reivindicación 1, caracterizado porque la trituradora previa está configurada como una trituradora (2) de múltiples árboles que tiene al menos dos árboles (2a) de corte de reducida velocidad.
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque la alimentación continua a la trituradora (4) posterior de una cantidad constante de las secciones (101) previamente trituradas se 35 realiza por medio de una primera cinta (3) transportadora.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la trituradora posterior está configurada como un molino (4) de corte.
5. Procedimiento según la reivindicación 4 caracterizado porque el molino (4) de corte tiene una anchura de orificio de cribado de 3 mm a 12 mm, en particular, de 6 mm a 8 mm. 40
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado porque el transporte continuo del producto (102) molido triturado posteriormente desde la trituradora (4) posterior al separador (6) por aire se realiza por medio de un sistema (5) de transporte neumático.
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6, caracterizado porque el separador por aire está diseñado como un separador (6) de tubo ascendente. 45
8. Procedimiento según la reivindicación 7, caracterizado porque el separador de tubo ascendente está diseñado como un separador (6) en zig-zag.
9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, caracterizado porque el sistema de cribado y separación presenta al menos una máquina (8) de cribado diseñada para cribar partículas en forma de tiras, aglomeraciones de fibras y aglomeraciones (202) de polvo y, en el paso para separar 50 la fracción de sustancias perturbadoras, se separan aglomeraciones de fibras y aglomeraciones (202) de polvo del producto (103) molido.
10. Procedimiento según la reivindicación 9, caracterizado porque la máquina (8) de cribado tiene una primera criba (8a) con una anchura de orificio de cribado de 3 mm a 12 mm.
11. Procedimiento según cualquiera de las reivindicaciones 1 a 10, caracterizado porque el sistema de cribado y separación presenta al menos un separador (10) de metales ferrosos diseñado para separar partículas metálicas ferromagnéticas y, en el paso para separar la fracción de sustancias 5 perturbadoras, se separan partículas (203) metálicas ferromagnéticas del producto (104) molido.
12. Procedimiento según cualquiera de las reivindicaciones 1 a 11, caracterizado porque el sistema (12) de separación y cribado está diseñado para separar fundamentalmente de forma total del producto (105) molido una fracción (204) de sustancias perturbadoras pesadas que contiene básicamente metales no ferrosos y otras impurezas y, en el paso para separar la fracción de sustancias perturbadoras, se 10 separa del producto (105) molido la fracción (204) de sustancias perturbadoras pesadas (en relación con la fracción de capa de láminas pesadas).
13. Procedimiento según la reivindicación 12, caracterizado porque el sistema de cribado y separación presenta al menos una máquina (12) de tipo mesa de separación que tiene al menos una segunda criba (12a) vibratoria dispuesta como plano inclinado y sometida a un flujo (12c) de aire para 15 separar la fracción (204) de sustancias perturbadoras pesadas.
14. Procedimiento según la reivindicación 13, caracterizado porque la máquina (12) de tipo mesa de separación tiene un dispositivo (12b) de extracción por succión para extraer una fracción (205) de polvo contenida en el producto (105) molido.
15. Procedimiento según la reivindicación 12, caracterizado porque el sistema de cribado y 20 separación presenta al menos un segundo separador por aire, en particular, un segundo separador (12') en zig-zag, para separar la fracción (204) de sustancias perturbadoras pesadas.
16. Procedimiento según cualquiera de las reivindicaciones 1 a 15, caracterizado por los siguientes pasos:
- transportar el granulado (110) de láminas pesadas desde el sistema (8, 10, 12) de cribado y separación 25 a una instalación (14) de llenado y
- llenar al menos un contenedor (120) de transporte con el granulado (110) de láminas pesadas por medio de la instalación (14) de llenado.
17. Procedimiento para fabricar una lámina (310) de plástico pesada reciclable a partir de secciones (100) de al menos una lámina pesada compuesta acústicamente aislante que comprende los 30 siguientes pasos:
- fabricar un granulado (110) de láminas pesadas con reducidas impurezas mediante el procedimiento según cualquiera de las reivindicaciones 1 a 15,
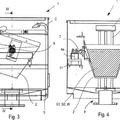
- esparcir de modo uniforme y plano el granulado (110) de láminas pesadas sobre una cinta (31) transportadora inferior resistente al calor para formar una capa (300) inicial plana de altura 35 predeterminada, en particular, en una sección (33) de precalentamiento,
- cubrir la capa (300) inicial con una cinta (32) transportadora superior resistente al calor,
- conducir la capa (300) inicial a través de una sección (34) de calentamiento y una sección (35) de enfriamiento mediante un movimiento sincrónico de la cinta (31) transportadora inferior y la cinta (32) transportadora superior, manteniéndose la distancia entre la cinta (31) transportadora inferior y la cinta 40 (32) transportadora superior en la sección (34) de calentamiento y en la sección (35) de enfriamiento fundamentalmente igual al grosor de la lámina (310) de plástico pesada reciclable acabada de modo que el granulado (110) de láminas pesadas se someta a un intervalo de presión predeterminado de modo que, en la sección (34) de calentamiento, el granulado (110) de láminas pesadas interfluya y se funda conjuntamente de modo que la capa que se conduce hacia fuera de la sección (35) de enfriamiento 45 forme la lámina (310) de plástico pesada reciclable.
18. Procedimiento según la reivindicación 17, en el que la capa (300) inicial se conduce a través de la sección (34) de calentamiento de modo que el granulado (110) de láminas pesadas solo interfluye parcialmente y se funde conjuntamente en la sección (34) de calentamiento de modo que la lámina de plástico pesada reciclable tiene una composición porosa. 50
19. Instalación (1) de reciclaje de láminas pesadas para realizar el procedimiento según cualquiera de las reivindicaciones 1 a 16, caracterizada por una trituradora (2) previa que está diseñada para triturar previamente secciones (100) de una lámina pesada compuesta en secciones (101) previamente trituradas de tamaño limitado, una trituradora (4) posterior que está diseñada para triturar posteriormente de forma continua las secciones (101) previamente trituradas dando lugar a un producto (102) molido triturado posteriormente que tiene un tamaño de grano de como máximo 10 mm, en particular de un máximo de 8 mm, mediante corte y fricción, un primer sistema (3) de transporte, en particular, una primera cinta (3) transportadora que está dispuesta entre la trituradora (2) previa y la trituradora (4) 5 posterior y está diseñada para alimentar de forma continua a la trituradora (4) posterior una cantidad constante de las secciones (101) previamente trituradas, un separador (6) por aire que está diseñado para separar de forma continua del producto (102) molido triturado posteriormente una parte predeterminable de una fracción (201) ligera (en relación con la fracción de capa de láminas pesadas) que contiene fundamentalmente fracciones de fibras y / o fracciones de sustancias esponjosas haciendo 10 pasar un flujo (6a) de aire separador a través del producto (102) molido, un segundo sistema (5) de transporte, en particular, un sistema (5) de transporte neumático, que está diseñado para transportar de forma continua el producto (102) molido triturado posteriormente desde la trituradora (4) posterior al separador (6) por aire, un sistema (8, 10, 12) de cribado y separación que está diseñado para separar del producto (103) molido sometido a la separación por aire una fracción (202, 203, 204, 205) de 15 sustancias perturbadoras que contiene fundamentalmente partículas en forma de tiras, aglomeraciones de fibras, aglomeraciones de polvo, metales y otras impurezas, y un tercer y / o cuarto sistema (7, 9) de transporte que está diseñado para transportar el producto (103) molido sometido a la separación por aire desde el separador (6) por aire al sistema (8, 10, 12) de cribado y separación.
20. Instalación (1) de reciclaje de láminas pesadas según la reivindicación 19, caracterizada porque 20 la trituradora previa está diseñada como una trituradora (2) de múltiples árboles que tiene al menos dos árboles (2a) de corte de reducida velocidad.
21. Instalación (1) de reciclaje de láminas pesadas según la reivindicación 19 o 20, caracterizada porque la trituradora posterior está diseñada como un molino (4) de corte.
22. Instalación (1) de reciclaje de láminas pesadas según la reivindicación 21, caracterizada porque 25 el molino (4) de corte tiene una anchura de orificio de cribado de 3 mm a 12 mm, en particular de 6 mm a 8 mm.
23. Instalación (1) de reciclaje de láminas pesadas según cualquiera de las reivindicaciones 19 a 22, caracterizada porque el separador por aire está diseñado como un separador (6) de tubo ascendente, en particular, un separador (6) en zig-zag. 30
24. Instalación (1) de reciclaje de láminas pesadas según cualquiera de las reivindicaciones 19 a 23, caracterizada porque el sistema de cribado y separación presenta al menos una máquina (8) de cribado que está diseñada para cribar aglomeraciones de fibras y aglomeraciones (202) de polvo del producto (103) molido y tiene en particular una primera criba (8a) con una anchura de orificio de cribado de 3 mm a 12 mm. 35
25. Instalación (1) de reciclaje de láminas pesadas según cualquiera de las reivindicaciones 19 a 24, caracterizada porque el sistema de cribado y separación presenta al menos un separador (10) de metales ferrosos diseñado para separar partículas (203) metálicas ferromagnéticas del producto (104) molido.
26. Instalación (1) de reciclaje de láminas pesadas según cualquiera de las reivindicaciones 19 a 40 25, caracterizada porque el sistema de cribado y separación está diseñado para separar fundamentalmente de forma total del producto (105) molido una fracción (204) de sustancias perturbadoras pesadas que contiene fundamentalmente metales no ferrosos y otras impurezas.
27. Instalación (1) de reciclaje de láminas pesadas según la reivindicación 26, caracterizada porque el sistema de cribado y separación presenta al menos una máquina (12) de tipo mesa de separación con 45 al menos una segunda criba (12a) vibratoria dispuesta como plano inclinado solicitada con una corriente (12c) de aire para la separación fundamentalmente total de la fracción (204) de sustancias perturbadoras pesadas del producto (105) molido.
Patentes similares o relacionadas:
PROCESO PARA LA RECUPERACIÓN DE ALUMINIO Y POLIETILENO A PARTIR DE EMPAQUES MULTICAPA, del 25 de Junio de 2020, de OMICRON, TECNOLOGIA CIRCULAR, S.L: La presente invención proporciona un proceso para la recuperación de aluminio y polietileno a partir de empaques multicapa a temperatura ambiente, […]
Método de tratamiento de objetos residuales, del 17 de Junio de 2020, de LONGWORTH ENGINEERING LTD.: Un método de recuperación de fibras de carbono por medio de deslaminado de un artículo de composite de fibras de carbono residuales discretas formado […]
 Método y aparato para dosificar una o más sustancias de tratamiento en un sistema para el lavado y reciclaje de plásticos, del 27 de Mayo de 2020, de PREVIERO N. S.R.L.: Método de dosificación de una o más sustancias de tratamiento (S1, S2) en un sistema par el lavado y reciclaje de plásticos, que comprende las etapas de:
a. proporcionar […]
Método y aparato para dosificar una o más sustancias de tratamiento en un sistema para el lavado y reciclaje de plásticos, del 27 de Mayo de 2020, de PREVIERO N. S.R.L.: Método de dosificación de una o más sustancias de tratamiento (S1, S2) en un sistema par el lavado y reciclaje de plásticos, que comprende las etapas de:
a. proporcionar […]
Proceso de limpieza de material plástico reciclable, del 6 de Mayo de 2020, de Tusti B.V: Un proceso para limpiar material plástico reciclable que comprende las siguientes etapas: (a) proporcionar un material plástico no basado […]
Proceso para separar relleno obtenible de un producto de césped sintético, del 18 de Marzo de 2020, de Re-Match (UK) Limited: Un proceso para separar componentes individuales de un producto de césped sintético seco o seco, dicho producto de césped sintético comprende al menos […]
Método y aparato para lavar láminas de material plástico, del 11 de Marzo de 2020, de PREVIERO N. S.R.L.: Método para lavar una película y/o láminas de material plástico y para la separación de sustancias contaminantes , en donde piezas cortadas previamente con una dimensión […]
Procedimiento y sistema para reciclar baterías y placas de circuito impreso de desecho en sales fundidas o metales fundidos, del 11 de Marzo de 2020, de Riedewald, Frank: Sistema de reciclaje de materiales de alimentación compuestos de desecho tales como placas de circuito impreso (PCB), baterías, teléfonos […]
Planta y método para recuperar y tratar residuos del machacado de chatarra ferrosa, del 19 de Febrero de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Planta para recuperar y tratar residuos del machacado de chatarra , caracterizada por que comprende: - una primera parte de planta provista de: un […]