Procedimiento y dispositivo para el tratamiento de una banda de material fibroso en una unidad de prensado con línea de contacto larga entre dos cilindros.
Procedimiento para el tratamiento de una banda de material fibroso (9) en una máquina para fabricar papel o cartón en una unidad de prensado con línea de contacto larga (29) entre dos cilindros,
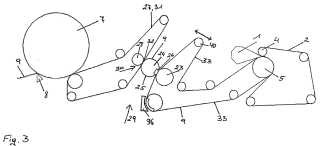
con un cilindro de presión (24), el cual está configurado a modo de cilindro de presión de zapata y que presenta una envuelta giratoria de presión (25) y un contracilindro (23), siendo la banda de material fibroso (9) desgotada en una rendija de prensado (26) prolongada entre el contracilindro (23) y la envuelta de presión (25) del cilindro de presión (24) y la banda de material fibroso (9) después de la rendija de prensado (26) prolongada en la envuelta giratoria de presión (25) del cilindro de presión (24) es conducida hacia una zona de transferencia (30), en la cual la banda de material fibroso (9) es transferida desde la envuelta de presión (25) a un elemento de transferencia (31, 27), caracterizado porque la banda de material fibroso (9) es conducida hacia la rendija de prensado (26) prolongada y a través de la misma sobre un fieltro (33).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10004733.
Solicitante: ANDRITZ AG.
Nacionalidad solicitante: Austria.
Dirección: STATTEGGER STRASSE 18 8045 GRAZ AUSTRIA.
Inventor/es: WEIGANT, HARALD, MAUSSER,WILHELM, Anzel,Andreas Dr, Lange,Dave.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D21F11/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21F MAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › Procedimientos de fabricación de longitudes continuas de papel o de cartón o de red húmeda para la producción de cartón de pasta de madera, sobre las máquinas de papel.
- D21F3/02 D21F […] › D21F 3/00 Sección de prensa de las máquinas de fabricar hojas continuas de papel. › Prensas húmedas.
- D21F3/04 D21F 3/00 […] › Sus dispositivos.
PDF original: ES-2384090_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para el tratamiento de una banda de material fibroso en una unidad de prensado con línea de contacto larga entre dos cilindros.
La invención se refiere a un procedimiento para el tratamiento de una banda de material fibroso en una máquina para fabricar papel o cartón en una unidad de prensado con línea de contacto larga entre dos cilindros ("nip") con un cilindro de presión, el cual está configurado a modo de cilindro de presión de zapata y que presenta una envuelta giratoria de presión y un contracilindro, siendo la banda de material fibroso desgotada en una rendija de prensado prolongada entre el contracilindro y la envuelta de presión del cilindro de presión. La invención se refiere también a una disposición de presión con la cual se lleva a cabo el procedimiento según la invención.
En el procedimiento convencional para la fabricación de papel y tisú, el desgote mecánico de una banda de material fibroso tiene lugar antes del secado térmico mediante un apriete directo de la banda de material fibroso contra un cilindro secador (cilindro de la máquina yanqui) . Un procedimiento de fabricación de este tipo se describe en el documento DE 102 33 920 A1. En estas máquinas para fabricar papel o tisú está limitado, sin embargo, el apriete mecánico o la fuerza lineal que se puede conseguir, dado que se presiona contra el cilindro secador de la máquina yanki. Mediante un paso de prensa, como se describe por ejemplo en el documento EP 1 075 567 B1, tiene lugar el desgote mecánico en una unidad de prensado independiente del cilindro de la máquina yanqui. Aquí se pueden ajustar condiciones de prensado óptimas ya que no se presiona contra el cilindro secador y, por consiguiente, no se experimenta limitación a causa de los límites de carga de cilindro secador. El desgote mecánico se puede llevar a cabo mediante este paso de pensado antepuesto el cual se mejora notablemente, preferentemente, mediante una unidad de prensado con línea de contacto larga entre dos cilindros, en especial una prensa de zapata. Se reduce la complejidad para el secado térmico, lo que conduce a ahorros de energía.
El documento EP 1 397 553 B1 describe un procedimiento para la fabricación de una banda de material fibroso, en el cual la banda de material fibroso es desgotada mediante una prensa de zapata, antes de ser transferida a un tambor de circulación (TAD) para el secado térmico.
El documento WO 97/15718 A1 y el documento DE 10 2005 060 379 A1 dan a conocer prensas de zapata mediante las cuales se guía y se desgota la banda de material fibroso. Al mismo tiempo tiene lugar la conducción posterior de la banda de material fibroso, después de la rendija de prensado prolongada, directamente sobre el contracilindro de la prensa de zapata.
El documento DE 196 42 046 A1 describe un dispositivo y un procedimiento para el desgote de una banda de material fibroso. En un ejemplo de forma de realización mencionado se transfiere al mismo tiempo una banda de material fibroso desde una criba sobre un cilindro de presión de zapata y se conduce sobre el cilindro de presión de zapata a través de la rendija de prensado prolongada.
En el procedimiento convencional para la fabricación de cartón son el estado de la técnica uno o varios pasos de prensado separados para el desgote mecánico antes del secado térmico. Una disposición de prensas de este tipo se describe, por ejemplo, en el documento EP 0 954 634 B1. Aquí se llevan a cabo también los pasos de prensado, con frecuencia, con una o varias unidades de prensado con línea de contacto larga entre dos cilindros, tales como prensas de zapata.
Para el desgote en una unidad de prensado con línea de contacto larga entre dos cilindros como, por ejemplo, una prensa de zapata, se conduce una banda de material fibroso sobre un fieltro a través de una rendija de prensado prolongada, la cual está formada por un cilindro de presión de zapata con una envuelta giratoria de presión y por un contracilindro. Después de la rendija de prensado prolongada el fieltro se separa lo más rápidamente posible de la banda de material fibroso. La banda de material fibroso se conduce con posterioridad o bien sobre un revestimiento, el cual se hace pasar asimismo a través de la rendija de prensado prolongada, o a través de un contracilindro.
La envuelta de presión de las unidades de prensado con línea de contacto larga entre dos cilindros tiene, en instalaciones convencionales, en la rendija de prensado prolongada, contacto con un revestimiento y sirve exclusivamente para el desgote mecánico. El transporte posterior de la banda de material fibroso se realiza siempre a través de otros componentes.
El objetivo de la presente invención es dar a conocer un procedimiento para el procesamiento de una banda de material fibroso en el cual el desgote y el transporte posterior de la banda de material fibroso se tiene que llevar a cabo sin una transferencia de banda. Además, se tiene que dar a conocer una estructura sencilla y compacta de una disposición de prensas para una máquina para fabricar papel o cartón.
En el procedimiento según la invención, la banda de material fibroso es conducida después de la rendija de prensado prolongada en la envuelta giratoria de presión del cilindro de presión hacia una zona de transferencia, en la cual la banda de material fibroso es transferida desde la envuelta de presión al elemento de transferencia. La envuelta giratoria de presión lleva por lo tanto a cabo no únicamente su función como elemento de presión, sino que sirve al mismo tiempo como medio para el transporte posterior de la banda de material fibroso tras el desgote mecánico. Un revestimiento de transferencia, el cual es conducido en algunas realizaciones de manera adicional al fieltro a través de la rendija de prensado prolongada, resulta por consiguiente superfluo. De manera adicional, la banda de material fibroso se adhiere, por prensado, muy bien a la envuelta de presión flexible. Durante la transferencia de la banda de material fibroso desde la envuelta de presión a un elemento de transferencia resultan otras ventajas, las cuales se explican además en lo que viene a continuación. Según la invención, la banda de material fibroso se conduce sobre un fieltro hacia y a través de la rendija de prensado prolongada. El fieltro absorbe al mismo tiempo en la rendija de prensado prolongada la humedad de la banda de material fibroso. Para evitar un humedecimiento de vuelta de la banda de material fibroso tiene sentido que el fieltro sea separado, inmediatamente después de la rendija de prensado prolongada, de la banda de material fibroso.
Es ventajoso que en la zona de transferencia la banda de material fibroso sea transferida desde la envuelta de presión a un revestimiento de transferencia. Al mismo tiempo, la envuelta de presión puede estar envuelta, en la zona de transferencia, parcialmente por el revestimiento de transferencia. Por consiguiente resulta una zona de transferencia prolongada mediante la cual se asegura una transferencia de banda fiable. La transferencia de la banda desde la envuelta de presión puede tener lugar también directamente sobre un cilindro.
La transferencia de la banda de material fibroso sobre el elemento de transferencia puede ser apoyada mediante un cilindro sometido a aspiración.
En otra forma de realización de la invención se refuerza la envuelta de presión del cilindro de presión mediante una sobrepresión en el interior del cilindro de presión. Mediante este refuerzo se puede asegurar un curso más uniforme de la envuelta de presión, lo cual tiene también un efecto positivo sobre la duración de la envuelta de presión.
Es ventajoso que el fieltro, sobre el cual es conducida la banda de material fibroso a través de las rendijas de prensado prolongada, presente una estructura tridimensional, siendo prensada la banda de material fibroso en la rendija de prensado prolongada en esta estructura tridimensional. La banda de material fibroso puede por lo tanto, durante el proceso de prensado, desviarse en la estructura tridimensional del fieltro. El prensado tiene lugar gracias a ello de manera puntual y no superficial, de este modo es posible la consecución de propiedades de calidad mejores que, por ejemplo, en tisú convencional.
Cuando la transferencia de la banda de material fibroso desde la envuelta de presión al elemento de transferencia se lleva a cabo con una diferencia de velocidad entre la envuelta de presión y el elemento de transferencia, se puede llevar a cabo, al mismo tiempo, otra etapa de procesamiento... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el tratamiento de una banda de material fibroso (9) en una máquina para fabricar papel o cartón en una unidad de prensado con línea de contacto larga (29) entre dos cilindros, con un cilindro de presión (24) , el cual está configurado a modo de cilindro de presión de zapata y que presenta una envuelta giratoria de presión (25) y un contracilindro (23) , siendo la banda de material fibroso (9) desgotada en una rendija de prensado (26) prolongada entre el contracilindro (23) y la envuelta de presión (25) del cilindro de presión (24) y la banda de material fibroso (9) después de la rendija de prensado (26) prolongada en la envuelta giratoria de presión (25) del cilindro de presión (24) es conducida hacia una zona de transferencia (30) , en la cual la banda de material fibroso (9) es transferida desde la envuelta de presión (25) a un elemento de transferencia (31, 27) , caracterizado porque la banda de material fibroso (9) es conducida hacia la rendija de prensado (26) prolongada y a través de la misma sobre un fieltro (33) .
2. Procedimiento según la reivindicación 1, caracterizado porque la banda de material fibroso (9) es transferida desde la envuelta de presión (25) a un revestimiento de transferencia (27) en la zona de transferencia (30) .
3. Procedimiento según una de las reivindicaciones 1 a 2, caracterizado porque la transferencia de la banda de material fibroso (9) al elemento de transferencia (31, 27) es asistida por un cilindro sometido a aspiración.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el fieltro (33) es separado de la banda de material fibroso (9) inmediatamente después de la rendija de prensado (26) prolongada.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque el fieltro (33) presenta una estructura tridimensional, y porque la banda de material fibroso (9) es prensada en dicha estructura tridimensional en la rendija de prensado (26) prolongada.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque durante la transferencia de la banda de material fibroso (9) desde la envuelta de presión (25) al elemento de transferencia (31, 27) , el elemento de transferencia (31, 27) presenta una diferencia de velocidad con respecto a la envuelta de presión (25) .
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la banda de material fibroso
(9) antes de la rendija de prensado (26) prolongada es calentada mediante una caja de soplado con vapor (36) .
8. Disposición de prensado de una máquina para fabricar papel o cartón, para el tratamiento de una banda de material fibroso (9) , en la cual la banda de material fibroso (9) es conducida a través de una rendija de prensado (26) prolongada de una unidad de prensado con línea de contacto larga (29) entre dos cilindros, presentando la unidad de prensado con línea de contacto larga (29) entre dos cilindros un cilindro de presión (24) configurado a modo de cilindro de presión de zapata, con una envuelta de presión (25) perimetral y un contracilindro (23) , y la banda de material fibroso (9) a continuación de la rendija de prensado (26) prolongada en la envuelta de presión (25) del cilindro de presión (24) es conducida hacia un elemento de transferencia (31, 27) , que recibe la banda de material fibroso (9) , caracterizada porque la banda de material fibroso (9) es conducida hacia la rendija de prensado (26) prolongada y a través de la misma sobre un fieltro (33) .
9. Disposición de prensado según la reivindicación 8, caracterizada porque el elemento de transferencia (31, 27) es un revestimiento de transferencia (27) .
10. Disposición de prensado según la reivindicación 9, caracterizada porque el revestimiento de transferencia (27) está estructurado.
11. Disposición de prensado según una de las reivindicaciones 9 ó 10, caracterizada porque el revestimiento de transferencia (27) es permeable.
12. Disposición de prensado según una de las reivindicaciones 8 a 11, caracterizada porque una rendija de transferencia (32) prolongada está formada entre la envuelta de presión (25) y el elemento de transferencia (31, 27) para la transferencia de la banda de material fibroso.
13. Disposición de prensado según la reivindicación 12, caracterizada porque la rendija de transferencia (32) prolongada está sometida a aspiración entre la envuelta de presión (25) y el elemento de transferencia (31, 27) .
14. Disposición de prensado según una de las reivindicaciones 8 a 13, caracterizada porque la posición de un cilindro de guiado de fieltro (40) , que desvía el fieltro (33) después de una rendija de prensado (26) prolongada es ajustable, para poder ajustar, de este modo, la superficie de contacto después de la rendija de prensado (26) prolongada entre el fieltro (33) y la banda de material fibroso (9) .
Patentes similares o relacionadas:
Proceso para producir al menos una capa de papel o cartón y un papel o cartón producido de acuerdo con el proceso, del 5 de Febrero de 2020, de STORA ENSO OYJ: Un proceso para producir al menos una capa de un producto de papel o cartón, proceso que comprende las etapas de: proporcionar una materia prima que comprende pasta mecánica […]
Proceso para producir material no tejido con propiedades de superficie mejoradas, del 29 de Enero de 2020, de Essity Hygiene and Health Aktiebolag: Proceso de producción de un material de lámina no tejido hidroentrelazado de fibras naturales y/o artificiales, que comprende: a) proporcionar una suspensión […]
Procedimiento y dispositivo para fabricar un papel de seguridad con dos elementos de seguridad de ventana, del 4 de Diciembre de 2019, de Giesecke+Devrient Currency Technology GmbH: Procedimiento para fabricar un papel de seguridad con al menos dos elementos de seguridad de ventana sin fin, visibles en lados opuestos entre sí del papel […]
Procedimiento de fabricación de hojas absorbentes suaves, del 24 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento de fabricación de una hoja celulósica absorbente, comprendiendo el procedimiento: formar una banda celulósica acuosa sobre […]
Banda de prensa de transferencia o de zapata para una máquina de papel, uso de la banda de prensa de transferencia o de zapata en una máquina de papel, así como procedimiento para la fabricación de la misma, del 17 de Julio de 2019, de Heimbach GmbH: Banda de prensa de transferencia o de zapata, adecuada para su uso en una máquina de papel, con un lado de papel , destinado para el apoyo de una banda de papel o de […]
Proceso y aparato para depositar por vía húmeda materiales no tejidos, del 10 de Julio de 2019, de Essity Hygiene and Health Aktiebolag: Proceso de producción de un material de hoja no tejido de fibras naturales y/o artificiales, que comprende: a) proporcionar una suspensión de tres fases (gas-líquido-sólido) […]
Método para producir una banda de espuma, del 15 de Mayo de 2019, de STORA ENSO OYJ: Método para producir una banda de espuma esterilizada, comprendiendo el método las etapas de: - preparar una espuma húmeda , comprendiendo […]
Procedimiento para fabricar una banda de material fibroso, del 8 de Mayo de 2019, de ANDRITZ AG: Procedimiento para fabricar una banda de material fibroso , en particular para fabricar una banda de papel de seda o papel higiénico, en el que una suspensión del […]