PROCEDIMIENTO Y DISPOSITIVO PARA EL REGLAJE DE UNA POSICIÓN DE MECANIZACIÓN CON DETERMINACIÓN DE LA LÍNEA DE MECANIZACIÓN REAL EN COMPARACIÓN CON LA LÍNEA DE MECANIZACIÓN PROGRAMADA DE LA HERRAMIENTA DE MECANIZADO.
Procedimiento para el ajuste o reglaje de la posición de mecanizado o bien del punto real (3) de la mecanización de una herramienta (9) que realiza un movimiento relativo respecto de una pieza de trabajo (11),
determinando sobre la pieza de trabajo (11) a mecanizar, en forma continua o consecutiva en intervalos de tiempo cortos especificados, un primer punto (1) sobre el resultado de la mecanización (4) obtenido por la herramienta de mecanizado (9) y un segundo punto (2) sobre una vía de mecanizado (5) especificada, sobre la pieza de trabajo (11), caracterizado porque entre dichos dos puntos (1, 2) se crea o bien se calcula una línea de unión (10) que es una recta o bien corresponde en su forma y su desarrollo a la vía de mecanizado (5), y porque la distancia (A), en particular la distancia normal, del punto real (3) de la mecanización es determinado por la línea de unión (10) y es tomado como variable de ajuste o bien de medida para el cálculo de un valor de corrección para un ajuste relativo de la herramienta de mecanizado (9) en dirección a la línea de unión (10) y la vía de mecanizado (5)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08450109.
Solicitante: TRBOLA, JOHANNES F.
Nacionalidad solicitante: Alemania.
Dirección: GEROKSTRASSE 23 70184 STUTTGART ALEMANIA.
Inventor/es: GRUNBERGER, THOMAS, TRBOLA,JOHANNES, BRAUNSTEINER,ARNOLD.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Julio de 2008.
Clasificación Internacional de Patentes:
- B23K26/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
- B23K26/04A2
- B23K26/24 B23K 26/00 […] › Soldadura por costuras.
- B23K9/127G
- G05B19/19 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por sistemas de control de posición o de control de contorno, p. ej. para controlar la posición desde un punto programado hacia otro punto o para controlar un movimiento a lo largo de un recorrido continuo programado.
Clasificación PCT:
- B23K26/04 B23K 26/00 […] › Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
- B23K26/24 B23K 26/00 […] › Soldadura por costuras.
- B23K9/127 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Medios para seguir líneas durante la soldadura o el corte por arco (copiado en general B23Q 35/00).
- B23Q15/04 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 15/00 Control automático o regulación del movimiento de avance, de la velocidad de corte o de la posición tanto de la herramienta como de la pieza. › en función de la cota definitiva de la pieza previamente elaborada (B23Q 15/06 tiene prioridad).
- G05D3/20 G05 […] › G05D SISTEMAS DE CONTROL O DE REGULACION DE VARIABLES NO ELECTRICAS (para la colada continua de metales B22D 11/16; dispositivos obturadores en sí F16K; evaluación de variables no eléctricas, ver las subclases apropiadas de G01; para la regulación de variables eléctricas o magnéticas G05F). › G05D 3/00 Control de la posición o de la dirección (G05D 1/00 tiene prioridad; control de programa numérico G05B 19/18). › utilizando un dispositivo de comparación digital.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
preámbulo de la reivindicación 1 y un dispositivo según el preámbulo de la reivindicación 10 (véase, por ejemplo, el documento US 3 855 446).
En objetivos de mecanización diferentes es necesario comprobar o bien comparar, respecto del resultado de la mecanización, la posición de la zona activa de una herramienta entre zonas definidas de herramientas. Ello es necesario, en particular, en el caso de herramientas pequeñas y grandes exigencias de precisión. Ello se hace necesario, en particular, en procesos de unión, como soldadura con láser, en el que, para conseguir una unión soldada segura, el intersticio de unión debe ser acertado en forma muy precisa.
De conformidad con el estado actual de la solución de dicho planteamiento del problema, se disponen sensores adelantados para el registro de la posición nominal del punto activo antes de la mecanización, por ejemplo, sistemas de triangulación para encontrar el intersticio de unión (DEOS 43 12 241). Con ello, se parte de una asignación temporal constante entre el sistema activo y el sistema de medición. Los cambios que se presentan en la mecanización no pueden ser tenidos en cuenta. Es conocido también el registro de la
posición real después de la mecanización por medio de un
2
sistema de sensores (EP 0 770 445 B1). Para la regulación es necesaria la especificación de un valor nominal procedente, por ejemplo, de un hallazgo del intersticio de unión o de un servidor.
El objetivo de la invención es la creación de un procedimiento con el cual, para el proceso de mecanización en curso, se puede ajustar con exactitud la posición de una herramienta de mecanizado respecto de una pieza de trabajo, para poder seguir con precisión una vía de mecanizado especificada en la pieza de trabajo.
Según la invención, un procedimiento se define en la reivindicación 1. Con este modo de proceder puede producirse un seguimiento exacto de la herramienta de mecanizado.
Un dispositivo según la invención está definido en la reivindicación 10. Un dispositivo de este tipo es de una estructura sencilla y permite un registro exacto de los puntos respectivos necesarios para la determinación de una variable de ajuste para el reajuste de la herramienta de mecanizado, así como un ajuste rápido y preciso de las posiciones de mecanizado.
Con el modo de proceder según la invención es posible guiar la herramienta de mecanizado, en cuanto a la vía de mecanizado especificada, o bien seguir la misma con precisión, sin un gran despliegue calculatorio y con una estructura sencilla de la unidad de seguimiento.
Una regulación o bien un seguimiento rápido y exacto resulta con las características de la reivindicación 2 y 11.
Una toma exacta y sencilla de la situación de mecanización, con una simultánea estructura sencilla del
3
dispositivo según la invención, resulta con las características de las reivindicaciones 3 y 12.
Para una rápida y exacta determinación de la variable de ajuste es una ventaja cuando se disponen las características de las reivindicaciones 4 ó 5 ó 13.
El modo de proceder según la invención es, particularmente, ventajoso cuando la mecanización efectuada es un procedimiento de unión, preferentemente un procedimiento de soldadura, en particular un procedimiento de soldadura por láser o por haz electrónico. Sin embargo, también es perfectamente posible aplicar como procedimiento de unión en otros procesos de mecanizado el modo de proceder según la invención y el dispositivo según la invención. Es realizable, ventajosamente, cualquier tipo de procedimiento de mecanizado, en el que el mecanizado debe seguir una vía especificada, por ejemplo, procedimientos de aplicación, en particular, la aplicación de recubrimientos, por ejemplo, mediante el rociado o pulverización catódica, la separación de piezas de trabajo por medio de cortes laséricos o mediante herramientas de corte, por ejemplo, discos diamantados u hojas de sierra circulares, el procesamiento de piezas de trabajo a lo largo de vías de mecanizado especificadas o semejantes.
Para el modo de proceder según la invención, la vía de mecanizado es, ventajosamente, una recta o un arco circular
o una vía de mecanizado en lo posible aproximada o adaptada a dichos trazos, ya que con ello pueden mantenerse reducidos el despliegue calculatorio necesario y la capacidad de ordenador respectiva.
4
Una simplificación del modo de proceder, en particular en cuanto al despliegue calculatorio necesario, resulta cuando se cumplen las características de la reivindicación
7. Además, se consigue que pueda permitirse un cierto solapado, de lo contrario podría escaparse la regulación.
Para el reajuste de la herramienta de mecanizado es apropiado cumplir las características de la reivindicación
8. En este sentido, las características de la reivindicación 9 son ventajosas ya que con ellas puede determinarse la posición y la longitud de la línea de unión. De este modo es posible, por ejemplo, mantener reducida la distancia entre el primer punto dispuesto sobre el resultado de la mecanización y el punto real del mecanizado, de modo que ya después de un recorrido corto de mecanizado puede aplicarse el procedimiento de regulación de conformidad con la invención. Mientras el segundo punto sobre la vía de mecanizado sea escogido a una distancia relativamente mayor respecto de la posición real de la herramienta de mecanizado, puede conseguirse una homogeneización del proceso de regulación o bien del reajuste de la herramienta de mecanizado.
A continuación, el invento se explica en detalle, por ejemplo, mediante los dibujos.
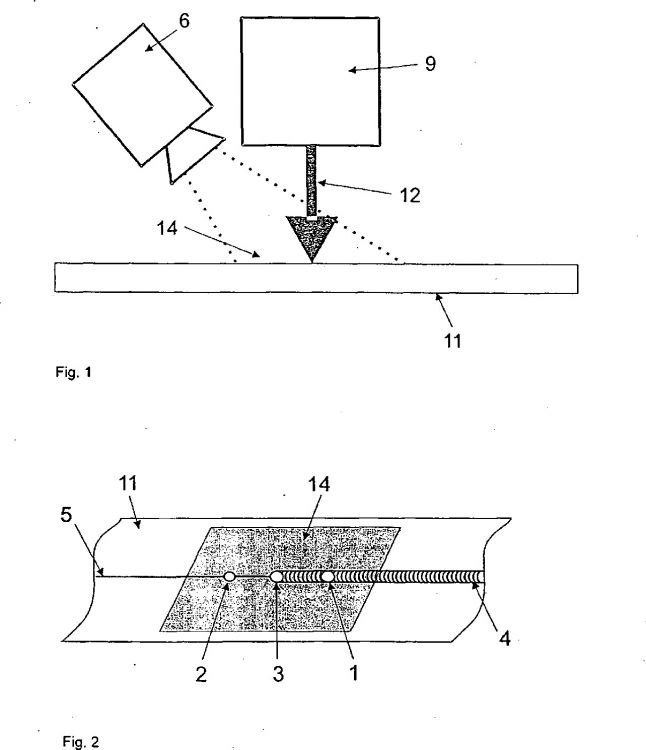
La figura 1 muestra, esquemáticamente, una unidad de mecanizado. La figura 2 muestra, esquemáticamente, una vista de la pieza de trabajo a mecanizar. La figura 3 muestra, esquemáticamente, la determinación de la variable de ajuste para la herramienta de mecanizado.
La figura 1 muestra, esquemáticamente, la disposición de
una herramienta de mecanizado 9, en particular un cabezal de
5
mecanizado, encima de una pieza de trabajo 11, que comprende dos piezas a unir o bien a soldar, a lo largo de una vía de mecanizado 5. En el presente caso, se trata de un equipo de soldadura láser, cuyo haz de mecanizado 12 está dirigido sobre la pieza de trabajo 11 a mecanizar, que comprende ambas piezas y realiza allí una mecanización por soldadura correspondiente, en particular, el cierre de un intersticio de unión de la pieza de trabajo 11 por medio de un cordón de soldadura 4. En procesos de unión de este tipo, las dos partes de la pieza de trabajo se disponen adyacentes formando el intersticio de unión. El intersticio de unión tiene la forma de una recta o bien de una trayectoria circular. El desarrollo de este intersticio de unión predetermina la vía de mecanizado 5 a la que debe seguir la herramienta de mecanizado 9.
En la figura 2 se muestra la pieza de trabajo 11 en vista desde arriba. A lo largo de la vía de mecanizado 5, el intersticio de unión 5 existente en la pieza de trabajo 11 ha de ser cerrado mediante un cordón de soldadura 4. El cordón de soldadura 4 ha sido ejecutado hasta la posición real 3 de la herramienta de mecanizado 9.
Además, en la figura 2 pueden verse dos puntos 1, 2. En el primer punto 1 se trata de un punto situado sobre el cordón de soldadura; en el segundo punto 2 se trata de un punto situado sobre la vía de unión 5.
Además, en la figura 2 puede verse el campo visual 14 de una videocámara de una unidad de procesamiento de imágenes
6. El campo visual 14 de esta unidad de toma de imágenes 6 registra, simultáneamente, los puntos 1 y 2, así como el
punto real 3 de la mecanización en curso.
6
En base de la figura 3 se explica en detalle el modo de proceder de conformidad con la invención. En una pieza de trabajo 11 se encuentra especificada una vía de mecanizado
5. Como puede verse en la vista desde arriba mostrada, el cordón de soldadura 4 conformado no ha sido realizado sobre la vía de unión 5 especificada sino, erróneamente, a una distancia de la misma. Dicho error puede deberse a un desajuste del cabezal de herramienta...
Reivindicaciones:
movimiento relativo respecto de una pieza de trabajo (11), determinando sobre la pieza de trabajo (11) a mecanizar, en forma continua o consecutiva en intervalos de tiempo cortos especificados, un primer punto (1) sobre el resultado de la mecanización (4) obtenido por la herramienta de mecanizado
(9) y un segundo punto (2) sobre una vía de mecanizado (5) especificada, sobre la pieza de trabajo (11), caracterizado porque entre dichos dos puntos (1, 2) se crea o bien se calcula una línea de unión (10) que es una recta o bien corresponde en su forma y su desarrollo a la vía de mecanizado (5), y porque la distancia (A), en particular la distancia normal, del punto real (3) de la mecanización es determinado por la línea de unión (10) y es tomado como variable de ajuste o bien de medida para el cálculo de un valor de corrección para un ajuste relativo de la herramienta de mecanizado (9) en dirección a la línea de unión (10) y la vía de mecanizado (5).
2. Procedimiento según la reivindicación 1, caracterizado porque la distancia (A) como variable de ajuste o bien como desviación de la regulación es tomada para una regulación PID de la posición del punto real (3) de la herramienta de mecanizado (9).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la posición del primer punto (1) y del segundo punto (2), así como de la posición de mecanizado (3)
son determinadas, ventajosamente en común o bien al mismo
10
tiempo, por medio de una unidad de toma de imágenes (6) adelantada, preferentemente, respecto de la posición de mecanizado (3), en particular mediante una y la misma unidad de toma de imágenes, aplicando procesamientos de imágenes y de evaluación de imágenes.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la determinación de la posición del primer punto (1) y del segundo punto (2) se realiza sobre el resultado de la mecanización (4) por medio del procedimiento de evaluación de valor de grises o de imágenes en colores o bien del procedimiento de triangulación.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque el punto real (3) de la mecanización es determinado por medio del procedimiento de evaluación de valor de grises o de imágenes en colores.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque la mecanización realizada es un procedimiento de unión, preferentemente, un procedimiento de soldadura, en particular, un procedimiento de soldadura por láser o por haz electrónico, y porque el resultado de la mecanización (4) es un cordón de soldadura.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque un punto situado sobre el cordón de soldadura, en particular, sobre el centro longitudinal o una de sus caras laterales, o un punto situado dentro de una distancia especificada del centro longitudinal o bien de las caras laterales es determinado como primer punto (1), y un punto situado sobre la línea de unión (5) especificada o bien, en tanto en la vía de unión (5), en particular, en su
centro longitudinal, o dentro de una distancia especificada
11
de su centro longitudinal se trata de una línea, es determinado como segundo punto (2) un punto situado sobre dicha línea o bien dentro de una distancia especificada de dicha línea.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque un reajuste de la herramienta de mecanizado (9) se realiza cuando la variable de ajuste o bien el valor de corrección calculado supera un umbral especificado.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque como primer punto (1) y como segundo punto (2) se usa, en cada caso, un punto situado a una distancia determinada especificada de la posición de mecanizado (3) sobre el resultado de la mecanización (4), en particular, cordón de soldadura, y de la vía de mecanizado
5.
10. Dispositivo para el ajuste o reglaje de la posición de mecanizado o del punto real (3) de la mecanización de una herramienta de mecanizado (9) que realiza un movimiento relativo respecto de una pieza de trabajo (11), estando dispuesta una unidad de toma de imágenes (6) con unidad de evaluación (7) posconectada con la que un primer punto (1) sobre el resultado de mecanizado (4) obtenido por la herramienta de mecanizado (9) y un segundo punto (2) sobre una vía de mecanizado (5) especificada sobre la pieza de trabajo (11) a mecanizar se determinan, en forma continua o consecutiva en intervalos de tiempo cortos especificados, caracterizado porque a la unidad de evaluación (7) está conectada una unidad de seguimiento o interpolación (8), con
la que entre dichos dos puntos (1, 2) se construye o calcula
12
una línea de unión (10) que es una recta o bien, correspondiendo en su forma y su desarrollo, una vía de mecanizado (5) en forma de arco circular, y porque la distancia (A), en particular, la distancia normal del punto real (3) de la mecanización de la línea de unión (10) es determinada y tomada en la herramienta de mecanizado (9) como variable de ajuste o medida para el cálculo de un valor de corrección para un ajuste relativo de la herramienta de mecanizado (9) en dirección de la línea de unión (10) y la vía de mecanizado (5).
11. Dispositivo según la reivindicación 10, caracterizado porque la unidad de seguimiento o bien de interpolación (8) presenta un regulador PID que tiene suministrada la distancia (A) determinada como variable de ajuste o bien desviación de la regulación y cuya señal de salida se encuentra suministrada a la herramienta de mecanizado (9) como valor de corrección de la posición real (3).
12. Dispositivo según la reivindicación 10 ó 11, caracterizado porque para la toma del primer punto (1), del segundo punto (2) y del punto real (3) de la mecanización se ha previsto una única o bien la misma unidad de toma de imágenes (6).
13. Dispositivo según una de las reivindicaciones 10 a 12, caracterizado porque la unidad de evaluación (7) está preparada para la evaluación de imágenes por medio del procedimiento de triangulación y/o procedimiento de evaluación de imágenes en colores y/o de valor de grises.
14. Dispositivo según una de las reivindicaciones 10 a 13, caracterizado porque la herramienta de mecanizado (9) es
13
un equipo de soldadura por láser o por haz electrónico, una herramienta de rociado o una herramienta de corte.
15. Procedimiento según una de las reivindicaciones 1 a 9 o dispositivo de acuerdo con una de las reivindicaciones 10 a 14, caracterizado porque la vía de mecanizado (5) corresponde a una recta o un arco circular.
Patentes similares o relacionadas:
Dispositivo de ensamblaje y procedimiento de ensamblaje, del 12 de Febrero de 2020, de VOLKSWAGEN AKTIENGESELLSCHAFT: Dispositivo de ensamblaje para el ensamblaje láser de por lo menos dos piezas (B1, B2), que presenta: un primer generador de radiación láser con una configuración de […]
Método para ensamblar dos componentes en el área de una zona de ensamblaje mediante al menos un rayo láser, y método para producir una costura de ensamblaje continua, del 4 de Diciembre de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Método para ensamblar dos componentes en el área de una zona de ensamblaje, que define las superficies libres que han de ser unidas de los dos componentes, […]
Procedimiento de ensamblaje por soldadura de una chapa de aluminio que tiene una abertura con una chapa de acero, del 6 de Junio de 2018, de PSA Automobiles SA: Procedimiento de ensamblaje de chapas de materiales diferentes, que comprende al menos una etapa de superposición de las chapas y una etapa de soldadura, presentando […]
Procedimiento y dispositivo para soldar estructuras de asiento así como asiento, del 22 de Marzo de 2017, de KUKA Industries GmbH: Procedimiento para la soldadura de estructuras de asiento de asientos , especialmente asientos de automóviles, soldándose una chapa de cubrición en forma de […]
Dispositivo para la unión de dos partes de pieza de trabajo con zonas de diferentes propiedades mediante una soldadura de irradiación láser y un homogeneizador, del 18 de Enero de 2017, de JENOPTIK AUTOMATISIERUNGSTECHNIK GMBH: Dispositivo para la unión de dos partes de pieza de trabajo en una pieza de trabajo mediante soldadura de irradiación, por cordones […]
Método de soldadura de una primera y una segunda pieza de trabajo metálica con pulverización en frío de una capa del material de modificación de la soldadura a una de las superficies, del 21 de Septiembre de 2016, de THE WELDING INSTITUTE: Un método de soldadura de unas primera y segunda piezas de trabajo metálicas delgadas , caracterizadas porque cada una de las primera y segunda piezas de trabajo […]
Procedimiento para procesar un sustrato que tiene dos capas superpuestas usando láser focalizado dentro del sustrato para soldar las capas, del 3 de Agosto de 2016, de Corelase OY (100.0%): Un procedimiento para procesar un sustrato modificando estructuralmente al menos parte de una zona de interfase definida por al menos dos capas superpuestas (28A, […]
Pistola de soldadura láser accionable manualmente, del 27 de Julio de 2016, de IPG Photonics Corporation: Una pistola de soldadura láser accionable manualmente para unir dos o más piezas de metal superpuestas, que comprende: una columna de soporte alargada […]