Procedimiento y dispositivo para el reciclado de compresores alternativos encapsulados herméticamente de refrigeradores.
Procedimiento para el reciclado de unidades de compresor alternativo encapsulado herméticamente de refrigeradores de pequeña y mediana potencia,
caracterizado por las fases de trabajo siguientes:
1) fijación de la unidad de compresor (1) sobre un plato giratorio (2), coincidiendo el eje del compresor con el eje de rotación (x-x) del plato giratorio (2),
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12405006.
Solicitante: Albatech Swiss Technology SA.
Nacionalidad solicitante: Suiza.
Dirección: Port Valais, Rue des Iles 52 1897 Bouveret SUIZA.
Inventor/es: CHIARO,RICCARDO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B09B3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B09 ELIMINACION DE DESECHOS SOLIDOS; REGENERACION DE SUELOS CONTAMINADOS. › B09B ELIMINACION DE DESECHOS SOLIDOS. › Destrucción de desechos sólidos o su transformación en algo útil o no nocivo.
- B09B5/00 B09B […] › Operaciones no cubiertas por una sola otra subclase o por un solo otro grupo de la presente subclase.
PDF original: ES-2496918_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para el reciclado de compresores alternativos encapsulados herméticamente de refrigeradores.
La presente invención se refiere a un procedimiento para el reciclaje de unidades de compresor alternativo encapsulado herméticamente (compresores de pistón) de refrigeradoras de pequeña y mediana potencia. Procedimientos semejantes se describen, por ejemplo, en los documentos US 2006/200964 y US-B1-6732416.
El problema del reciclaje de unidades de compresor alternativo cerrado herméticamente de refrigeradores de pequeña y mediana potencia, es decir, los refrigeradores tal y como se encuentran hoy en cada hogar, se ha vuelto cada vez más importante en los últimos tiempos, en vista del gran número de refrigeradores que se dejan fuera de servicio en todo el mundo, así como del hecho de que en cada compresor encapsulado herméticamente queda una cantidad residual consabida de líquido refrigerante que pone en peligro el medio ambiente y que se debe eliminar de 15 la manera más racional posible y sin pérdidas. Naturalmente también es importante la recuperación de los materiales presentes en la unidad de compresor (hierro, piezas de fundición, cobre, aleaciones, etc.) y se debería realizar lo más racionalmente posible.
Aquí se debe subrayar precisando que la presente invención sólo se refiere a un único tipo de los tres tipos de 20 compresores alternativos, que se subdividen en compresores encapsulados herméticamente, compresores encapsulados semi-herméticamente (o herméticos accesibles) y compresores abiertos.
En los dos últimos tipos mencionados es posible el acceso al interior mediante tapas y placas superiores enroscadas, de modo que el reciclaje se puede realizar más sencillamente que en los compresores encapsulados 25 herméticamente. A continuación se da una definición amplia de los compresores encapsulados herméticamente a los que se refiere la presente invención:
"los compresores encapsulados herméticamente se componen de un único bloque, incluido el motor eléctrico, y están encerrados en una envolvente estanca cuyo espacio interior está lleno con el vapor del líquido refrigerante. 30 Los compresores de este tipo se usan típicamente en sistemas de refrigeración con potencia de refrigeración mínima, por ejemplo en el refrigerador doméstico, pero no faltan en absoluto aplicaciones en potencias de refrigeración medianas (hasta 10 - 15 kW de potencia eléctrica)...".
La ventaja del compresor alternativo encapsulado herméticamente se puede ver en comparación con los otros tipos 35 en que no está sometido a pequeñas pérdidas de refrigerante.
De acuerdo con el estado de la técnica actual, el reciclaje industrial de los compresores alternativos encapsulados herméticamente se realiza en las fases de trabajo siguientes
- separación de la unidad de compresor de la carcasa del refrigerador separando el circuito de refrigerante que ahora ya no contiene un gas refrigerante,
- tratamiento de los compresores en instalaciones apropiadas para la recuperación de los materiales metálicos en los que se fragmentan los compresores, a fin de que se pueda realizar la obtención de los materiales contenidos que se
deben enviar a empresas metalúrgicas y de hierro especiales, por lo que el material fragmentado se tritura posteriormente en partículas que son más apropiadas para la separación.
Este sistema conocido del reciclaje todavía presente distintas desventajas ecológicas y económicas que se pueden subsanar del modo y manera siguientes:
- los compresores todavía contienen en su interior una cantidad considerable de la emulsión de aceite con los CFC y HCFC que perjudican el ozono (fluorocarbonos y hidrofluorocarburos).
Con el triturado esta emulsión de aceite contamina el producto fragmentado lo que provoca un mayor ensuciamiento 55 de la forma siguiente:
- emisión de sustancias que alteran el clima debido al efecto invernadero conocido,
- emisiones que dañan el ozono y que provocan el temido agujero de ozono.
Aparte de eso el proceso de triturado es más caro dado que requiere complicados aparatos de maquinaria, aumentándose aún más los costes debido a la necesidad de que depositen y purifiquen los polvos o granulados de las distintas etapas de procesamiento.
Aunque la presente invención se ocupa básicamente de los sistemas que se usan para la retirada de las emulsiones de aceite que quedan en los compresores, aquí se debe precisar más detalladamente como trabajan estos sistemas usados hoy para intentar resolver el problema mencionado. Se aplican dos sistemas:
El primer sistema consiste en impulsar las emulsiones de aceite fuera de los pequeños tubos de cobre separados que conectan el compresor con la parte refrigerante y presenta las desventajas siguientes:
- la necesidad de que se deban construir marcos de sujeción apropiados en forma y dimensiones de acuerdo con el modelo de compresor, que retengan el comprensor en la posición Inclinada correcta para el vaciado,
- la necesidad de tener a disposición recipientes que cierren de forma estanca para la recepción de las emulsiones de aceite,
- la necesidad de realizar la separación de los pequeños tubos de cobre sin aplastarlos, o mejor expresado, sin 20 obstruir y bloquear la abertura de salida para las emulsiones de aceite; normalmente los pequeños tubos se cortan
sencillamente para acelerar la operación y la salida dura mucho tiempo,
- las partes Interiores todavía contienen aún más emulsión de aceite, y se deben realizar distintos procesos de giro o basculamlento para el vaciado completo, son necesarios tiempos de espera y giro hacia atrás posterior para el
vaciado del líquido restante.
Este proceder se realiza de forma manual, requiere mucho tiempo y por consiguiente es costoso, y es poco apropiado para un procesamiento Industrial.
El segundo sistema aplicado hoy consiste en hacer un agujero en la envoltura del compresor, lo que conlleva las desventajas siguientes:
- la necesidad de realizar la operación a mano,
- la necesidad de tener preparados marcos de sujeción apropiados de acuerdo con el modelo de compresor en los que se puede montar el compresor para el vaciado,
- la necesidad de proporcionar recipientes estancos para la acumulación de la emulsión de aceite,
- la necesidad de realizar uno tras otro distintos procesos de giro y basculamiento con tiempos de espera entre ellos, para el vaciado completo de la emulsión de aceite que haya quedado en los componentes Interiores, un procedimiento manual largo y costoso que es poco apropiado para el tratamiento industrial.
Estas desventajas e incomodidades se pueden eliminar gracias al nuevo procedimiento de acuerdo con la Invención, 45 que permite recuperar la emulsión de aceite todavía presente en el compresor y recoger los distintos materiales contenidos en el compresor, tal y como esto se reivindica en la parte caracterizadora de la reivindicación 1.
La característica principal es que la parte de cabeza de la envoltura del compresor se separa y se retira de la parte inferior de la envoltura. Gracias a esta operación, que es nueva en el marco del objetivo de la presente invención, se 50 logra eliminar completamente el peligro de las emisiones que parten de la emulsión de aceite, el CFC y el HCFC, y recuperar y separar los materiales metálicos sin mermas de calidad, por lo que se consigue un ahorro considerable económicamente gracias al hecho de que ya no es necesario usar dispositivos especiales para separar los metales contenidos en el compresor.
La presente invención se describe a continuación en sus detalles en referencia a un ejemplo de realización que muestra las fases individuales del proceso de trabajo con Ilustraciones esquemáticas. Las ilustraciones muestran en las figuras:
1 a 7 de modo puramente esquemático las distintas fases de trabajo que forman el procedimiento de acuerdo con la
invención y los aparatos correspondientes para su realización;
8 en el sentido de un ejemplo de un compresor alternativo encapsulado herméticamente separado, tal y como se usa en la práctica, para mostrar la gran complejidad del contenido y explicar mejor la problemática del reciclaje de los 5 componentes individuales.
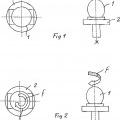
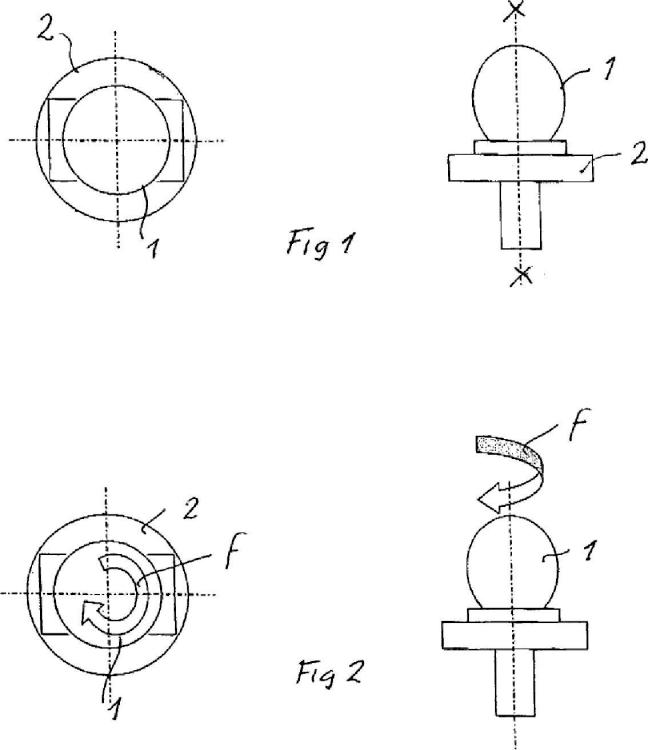
Las figuras 1 a 4 representan en los detalles los aparatos en planta y en alzado y muestran en la:
Flg. 1 la fijación del compresor 1 sobre un plato giratorio 2, de tal manera que el eje del compresor 1 coincide 10 exactamente con el eje de giro x-x del plato giratorio 2. El plato giratorio 2 está provisto de dispositivos (no representados) para el centrado y sujeción del compresor 1, a fin de que el compresor... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el reciclado de unidades de compresor alternativo encapsulado herméticamente de refrigeradores de pequeña y mediana potencia, caracterizado por las fases de trabajo siguientes:
1) fijación de la unidad de compresor (1) sobre un plato giratorio (2), coincidiendo el eje del compresor con el eje de rotación (x-x) del plato giratorio (2),
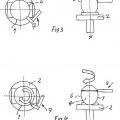
2) rotación del plato giratorio (2) con la unidad de compresor (1) alrededor del eje de rotación (x-x) del plato giratorio
(2),
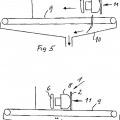
3) alineación de un órgano de separación (7) para la envoltura (6) sobre la parte de cabeza (5) de la envoltura (6) de la unidad de compresor (1),
4) separación de la parte de cabeza (5) de la envoltura (6) de la unidad de compresor (1) y su alejamiento de la parte inferior (8) de la envoltura (6),
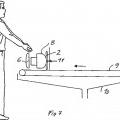
5) basculamiento de la parte inferior (8) de la envoltura (6) de la unidad de compresor (1) en al menos 90° y vaciado completo del líquido presente en la unidad de compresor (1),
6) recogida del líquido saliente de la unidad de compresor (1),
7) desmontaje del motor (3) de la unidad de compresor (1) después del recorte de la envoltura (6) y alejamiento de la partes separadas sobre la cinta transportadora (9),
8) clasificación de los metales de las partes separadas y acumulación de los materiales individuales que formaron la unidad de compresor (1).
2. Procedimiento para el reciclaje de las unidades de compresor de acuerdo con la reivindicación 1,
caracterizado porque
el órgano de separación (7) trabaja mecánicamente y está configurado como fresa o como muela (de tronzar).
3. Procedimiento para el reciclaje de las unidades de compresor de acuerdo con la reivindicación 1,
caracterizado porque
el órgano de separación (7) trabaja de acuerdo con el principio de una antorcha de soldadura por plasma.
4. Procedimiento para el reciclaje de las unidades de compresor de acuerdo con la reivindicación 1,
caracterizado porque
el órgano de separación (7) trabaja de acuerdo con el principio de una antorcha de rayo láser.
5. Procedimiento para el reciclaje de las unidades de compresor de acuerdo con la reivindicación 1,
caracterizado porque
el desmontaje del motor (3) de la unidad de compresor (1) y el alejamiento de las partes separadas sobre la cinta transportadora (9), previstos como fase de trabajo 7, se realizan a mano (manualmente).
6. Procedimiento para el reciclaje de las unidades de compresor de acuerdo con la reivindicación 1,
caracterizado porque
el desmontaje del motor (3) de la unidad de compresor (1) y el alejamiento de las partes separadas sobre la cinta transportadora (9), previstos como fase de trabajo 7, se realizan con la ayuda de un robot de manipulación.
7. Procedimiento para el reciclaje de las unidades de compresor de acuerdo con la reivindicación 1,
caracterizado porque
la clasificación de los materiales de las partes separadas y la acumulación de los materiales individuales que
formaron la unidad de compresor (1) se realizan a mano (manualmente).
8. Procedimiento para el reciclaje de las unidades de compresor de acuerdo con la reivindicación 1,
caracterizado porque 5
la clasificación de los materiales de las partes separadas y la acumulación de los materiales individuales que formaron la unidad de compresor (1), de acuerdo con la fase de trabajo 8 de la reivindicación 1, se realizan con la ayuda de uno o varios robots de determinación y manipulación.
9. Dispositivo para la realización del procedimiento para el reciclaje de los compresores alternativos
encapsulados herméticamente de refrigeradores de pequeña o mediana potencia de acuerdo con la reivindicación 1, caracterizado porque
éste comprende los elementos siguientes:
a) un plato giratorio (2) sobre el que se fija coaxialmente la unidad de compresor (1),
b) un órgano de separación (7) para la envoltura (6) de la unidad de compresor (1), configurado como fresa o muela de tronzado o como antorcha de plasma o antorcha de rayo láser,
c) un dispositivo de basculamiento (11) para el basculamiento de la parte inferior de la envoltura (6) separada en al menos 90°,
d) un aparato (10) para la recogida y recuperación del líquido todavía presente en la unidad de compresor(l),
e) una cinta transportadora (9) para la evacuación de las partes separadas.
10. Dispositivo para la realización del procedimiento para el reciclaje de las unidades de compresor de
acuerdo con la reivindicación 9,
caracterizado porque
el aparato (10) para la recogida y recuperación del líquido todavía presente en la unidad de compresor (1) se forma por la cinta transportadora (9), que es permeable para el líquido, así como por un contenedor de líquido (10) que 35 está previsto por debajo de la cinta transportadora (9).
Patentes similares o relacionadas:
INSTALACIÓN DE TRANSFORMACIÓN DE RESIDUOS ORGÁNICOS Y PROCEDIMIENTO ASOCIADO, del 2 de Julio de 2020, de GRAU ALMIRALL,JOSEP: La presente invención se refiere a una instalación de transformación de residuos orgánicos y un procedimiento asociado. La instalación comprende una unidad de cogeneración […]
INSTALACIÓN DE TRANSFORMACIÓN DE RESIDUOS ORGÁNICOS Y PROCEDIMIENTO ASOCIADO, del 29 de Junio de 2020, de GRAU ALMIRALL,JOSEP: La presente invención se refiere a una instalación de transformación de residuos orgánicos y un procedimiento asociado. La instalación comprende […]
Dispositivo de perforación para recipientes de aerosol, del 24 de Junio de 2020, de Justrite Manufacturing Company, L.L.C: Un dispositivo de perforación de un recipiente presurizado para aliviar la presión en el mismo y para liberar el contenido residual del mismo en un bidón […]
Método de tratamiento de objetos residuales, del 17 de Junio de 2020, de LONGWORTH ENGINEERING LTD.: Un método de recuperación de fibras de carbono por medio de deslaminado de un artículo de composite de fibras de carbono residuales discretas formado […]
SISTEMA DE RECOGIDA DE RESIDUOS, del 12 de Junio de 2020, de REPARACIONES Y MECANIZADOS GODIZ, S.L: Sistema para la recogida de residuos; que comprende: - unos contenedores provistos de una etiqueta con datos del contenedor, del residuo y del productor del mismo; […]
Procedimiento y materia prima compuesta para la recuperación de hidrocarburos de material hidrocarburífero, del 6 de Mayo de 2020, de Red Leaf Resources, Inc: Un procedimiento de reducción de la sedimentación del material hidrocarburífero triturado residual durante el procesamiento, que comprende: a) […]
Reciclaje de residuos domésticos, del 6 de Mayo de 2020, de VWP Waste Processing Limited: Un proceso para el tratamiento de residuos domésticos, donde un componente del residuo doméstico es material de celulosa que incluye biomasa y plásticos, comprendiendo […]
Aparato y procedimiento para tratar desechos, del 29 de Abril de 2020, de Aerothermal Group Holdings Limited: Método para tratar desechos sólidos que comprende: introducir dichos desechos en el interior de un autoclave rotativo que tiene una orientación […]