PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE PIEZAS DE TRABAJO EN FORMA DE PLACAS.
Procedimiento para el posicionamiento de una herramienta (2) en una pieza de trabajo (1) en movimiento mediante un accionamiento,
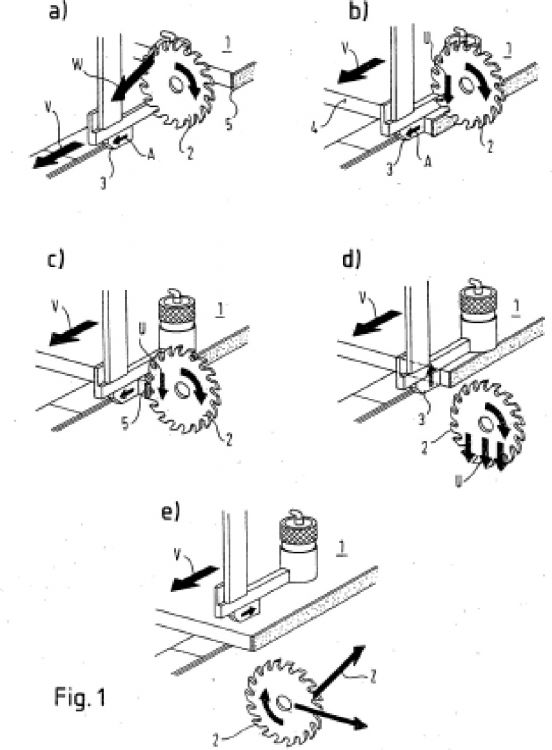
comprendiendo el accionamiento un motor lineal que en una primera etapa está sometido a una regulación por trayectoria a lo largo de un recorrido predeterminado y que se conmuta a continuación en una segunda etapa en el proceso de aplicación a una regulación por fuerza, realizándose el posicionamiento de la herramienta (2) en la pieza de trabajo (1) en movimiento mediante el accionamiento por medio de un tope (3) y mecanizándose la pieza de trabajo (1) mediante la herramienta (2) después del proceso de aplicación con un movimiento sometido a una regulación por fuerza de la pieza de trabajo (1) y del tope (3)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06002349.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: GAUSS, ACHIM, RATHGEBER, PETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Febrero de 2006.
Clasificación Internacional de Patentes:
- B23Q15/013 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 15/00 Control automático o regulación del movimiento de avance, de la velocidad de corte o de la posición tanto de la herramienta como de la pieza. › Control o regulación del movimiento de avance (B23Q 15/12 tiene prioridad).
- G05B19/19 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por sistemas de control de posición o de control de contorno, p. ej. para controlar la posición desde un punto programado hacia otro punto o para controlar un movimiento a lo largo de un recorrido continuo programado.
Clasificación PCT:
- B23Q15/013 B23Q 15/00 […] › Control o regulación del movimiento de avance (B23Q 15/12 tiene prioridad).
- G05B19/19 G05B 19/00 […] › caracterizado por sistemas de control de posición o de control de contorno, p. ej. para controlar la posición desde un punto programado hacia otro punto o para controlar un movimiento a lo largo de un recorrido continuo programado.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Campo de la invención
La presente invención se refiere a un procedimiento y un dispositivo para el mecanizado de piezas de trabajo en forma de placas para el uso en máquinas de paso continuo para el mecanizado de piezas de trabajo en forma de placas en movimiento de madera o de materiales similares a la madera. 5
Estado de la técnica
En el campo de las máquinas de paso continuo para el mecanizado de piezas de trabajo en forma de placas, en distintas etapa de mecanizados se usan grupos de mecanizado de acabado. Como ejemplo pueden indicarse aquí grupos de corte para tiras de canto sobresalientes o grupos de fresado de forma para el mecanizado fino de los bordes de cantos. La denominación “grupo” comprende aquí por lo general la herramienta propiamente dicha, p.ej. la sierra de corte, así 10 como componentes adicionales de los grupos, como topes y carros. Con ayuda de los grupos de mecanizado de acabado debe mecanizarse, por ejemplo, el canto delantero y posterior visto en la dirección de paso, así como eventualmente los cantos laterales de la pieza de trabajo de una forma rápida y precisa. Los grupos de mecanizado de acabado deben trabajar para ello en una pieza de trabajo en movimiento y, por lo tanto, deben tener en cuenta la velocidad de paso durante el mecanizado. El mecanizado de la pieza de trabajo se realiza mediante un movimiento superpuesto del grupo de 15 mecanizado de acabado en la dirección longitudinal y transversal respecto a la pieza de trabajo y, debido al movimiento de paso, el posicionamiento o el retorno del grupo requieren elevadas fuerzas de aceleración y de deceleración al ponerse en movimiento y frenar. Un grupo de mecanizado de acabado de este tipo, en particular como grupo de corte para máquinas de paso continuo, se da a conocer en el documento DE 101 24 081 C1.
Gracias al aumento continuo de la velocidad de paso a actualmente 10-18 m/min. (están previstos hasta 30 20 m/min.) para la reducción de los tiempos de mecanizado y aumentar al mismo tiempo el número de piezas por unidad de tiempo resultan cada vez más problemas respecto a los requisitos de la precisión del mecanizado.
En el estado de la técnica, en el campo de la técnica de mecanizado de acabado lineal en el campo de máquinas de paso continuo hay dos conceptos de accionamiento distintos para el posicionamiento de grupos de mecanizado de acabado. 25
Por un lado, la herramienta puede controlarse junto con su carro y tope por servomotor mediante motores rotatorios convencionales, como p.ej. en el documento DE 101 24 081 C1 arriba mencionado. Para ello, el movimiento lineal necesario para el posicionamiento debe realizarse mediante engranaje multiplicador (p.ej. mediante engranaje de tornillo sin fin), de modo que el accionamiento mantenga la regulación de la posición predeterminada “con dureza”. Puesto que tanto en las piezas de trabajo como en el accionamiento por cadena del avance de la pieza de trabajo (“efecto 30 poligonal”) se producen tolerancias que no pueden ser compensadas por el servoaccionamiento “duro”, se necesitan manipulaciones complejas y caras y bucles de retroalimentación para conseguir la precisión de posicionamiento deseada. No obstante, a las velocidades de avance cada vez más elevadas que se han indicado al principio, las tolerancias ya no pueden compensarse mediante una manipulación suspendida por resortes, puesto que se producen llamadas “amplitudes transitorias” que no se estabilizan hasta con un determinado retardo en el tiempo. Una pretensión más fuerte de 35 disposiciones de resortes que deben delimitar la amplitud sólo puede realizarse con ciertas restricciones, debido a potenciales deterioros de la pieza de trabajo.
Por otro lado, el grupo puede aproximarse a la pieza de trabajo que ha de ser mecanizada mediante accionamientos de posicionamiento neumáticos, como por ejemplo cilindros neumáticos. Los sistemas neumáticos están caracterizados, no obstante, por una determinada inercia, que se debe a la compresibilidad del medio aire. Esta 40 compresibilidad dificulta tanto un posicionamiento exacto de la herramienta de mecanizado en la pieza de trabajo como también una elevada velocidad de posicionamiento o aceleración. Por lo tanto, es necesario usar una manipulación suspendida por resortes. Por lo tanto, se producen los mismo problemas que al usar servomotores. Además, el ajuste y el esfuerzo de montaje de un accionamiento neumático de este tipo es considerable debido a la multitud de válvulas de mariposa, tuberías flexibles e islas de válvulas, lo cual conduce a potenciales fuentes de errores y conlleva costes 45 adicionales.
Además, el documento US 4,904,152 A da a conocer un robot industrial en el que el movimiento de un brazo de medición puede realizarse de forma regulada por trayectoria y de forma regulada por fuerza.
Exposición de la invención
El objetivo de la presente invención es desarrollar un procedimiento y un dispositivo para el mecanizado de 50 acabado de piezas de trabajo desplazados, que permita, por un lado, un posicionamiento de herramienta altamente dinámico y que aplica, al mismo tiempo, el grupo de mecanizado de acabado de forma suave y precisa a la pieza de trabajo que ha de ser mecanizada.
Este objetivo se consigue mediante un procedimiento con las características de la reivindicación 1, así como mediante un dispositivo con las características de la reivindicación 10. En las reivindicaciones subordinadas se indican realizaciones ventajosas.
El procedimiento según la invención para el posicionamiento de una herramienta en una pieza de trabajo en movimiento usa un accionamiento que comprende un motor lineal. Este motor lineal se hace funcionar en una primera 5 etapa de forma regulada por trayectoria a lo largo de un recorrido predeterminado y conmuta a continuación en una segunda etapa durante el proceso de aplicación a una regulación por fuerza. En este contexto, regulación por trayectoria significa que el accionamiento sigue con “dureza” el movimiento predeterminado por el control, p.ej. para la sincronización del movimiento de la herramienta respecto al avance de la pieza de trabajo. Por lo tanto, el control predetermina parámetros como aceleración y velocidad. La regulación por fuerza significa, en cambio, que el accionamiento realiza el 10 movimiento teniendo en cuenta una fuerza predeterminada, lo cual es posible gracias a las “retroalimentaciones” directas, propias de los motores lineales. Aquí, el control recibe sin retardo por tolerancias de accionamiento o inercia del accionamiento inmediatamente la carga que actúa sobre el accionamiento. De este modo es posible conseguir durante la regulación por trayectoria un movimiento altamente dinámico de la herramienta y de su carro, es decir, una gran aceleración y un gran frenado, cambiando poco antes de la aplicación propiamente dicha de la herramienta a la pieza de 15 trabajo a la regulación por fuerza, por lo que el accionamiento frena su movimiento en función de la fuerza antagonista experimentada por la herramienta de forma selectiva y sin retardo. Durante este proceso la pieza de trabajo no sufre daños, puesto que no se supera una fuerza de aplicación máxima predeterminada. Esto permite garantizar una gran calidad de mecanizado a pesar de la aceleración elevada.
El uso del motor lineal tiene, además, otras ventajas. Por ejemplo, puede renunciarse a una manipulación 20 suspendida por resortes costosa que aumenta la complejidad. Puesto que los motores lineales generan movimientos lineales absolutamente libres de desgaste sin el uso de elementos de engranajes, como p.ej. piñones o similares, pueden ahorrarse piezas de desgaste y los costes de mantenimiento y de adquisición que van unidos a las mismas.
Según la invención, el posicionamiento de la herramienta en la pieza de trabajo en movimiento se realiza mediante el accionamiento mediante un tope. Este sirve como manipulación nada complicada que permite un 25 posicionamiento preciso.
La conmutación de la regulación por trayectoria a una regulación por fuerza puede realizarse de forma ventajosa de forma independiente para los distintos ejes de una herramienta que puede posicionarse según varios ejes. Esto hace que las ventajas arriba indicadas sean válidas para todos los movimientos respecto a la pieza de trabajo.
El procedimiento según la invención puede realizarse preferiblemente usándose un motor lineal en forma de 30 banda. Los motores lineales de este tipo se caracterizan por...
Reivindicaciones:
1. Procedimiento para el posicionamiento de una herramienta (2) en una pieza de trabajo (1) en movimiento mediante un accionamiento, comprendiendo el accionamiento un motor lineal que en una primera etapa está sometido a una regulación por trayectoria a lo largo de un recorrido predeterminado y que se conmuta a continuación en una segunda etapa en el proceso de aplicación a una regulación por fuerza, realizándose el posicionamiento de la herramienta (2) en la 5 pieza de trabajo (1) en movimiento mediante el accionamiento por medio de un tope (3) y mecanizándose la pieza de trabajo (1) mediante la herramienta (2) después del proceso de aplicación con un movimiento sometido a una regulación por fuerza de la pieza de trabajo (1) y del tope (3)
2. Procedimiento según la reivindicación 1, caracterizado porque la conmutación de una regulación por trayectoria a una regulación por fuerza puede realizarse independientemente para distintos ejes de una herramienta (2) 10 que puede posicionarse según varios ejes.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el motor lineal tiene forma de banda.
4. procedimiento según la reivindicación 1 ó 2, caracterizado porque el motor lineal tiene forma de pistón.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la conmutación de una regulación por trayectoria a una regulación por fuerza se realiza inmediatamente antes de alcanzar la pieza de trabajo (1) 15 el tope (3).
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la conmutación de una regulación por trayectoria a una regulación por fuerza se realiza al alcanzar la pieza de trabajo (1) el tope (3).
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque durante la regulación por fuerza, el accionamiento funciona con una fuerza de aplicación predeterminada o variable, con la que la herramienta (2) se 20 aplica en la pieza de trabajo (1).
8. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque durante la regulación por fuerza el movimiento del accionamiento no depende de un control del movimiento de la pieza de trabajo (1) pudiendo compensarse inexactitudes de la marcha de la pieza de trabajo (1) en movimiento durante la aplicación.
9. Procedimiento según la reivindicación 1, caracterizado porque el tope (3) transmite una fuerza de reacción 25 de la pieza de trabajo (1) a través del accionamiento sin retardo al control de éste.
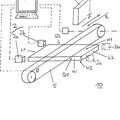
10. Dispositivo para el posicionamiento de una herramienta (2) en una pieza de trabajo (1) en movimiento, que comprende un dispositivo de transporte para transportar la pieza de trabajo (1) en una dirección de avance (V), una herramienta (2) para el mecanizado de la pieza de trabajo (1) transportada en la dirección de avance (V), un accionamiento para el posicionamiento de la herramienta (2) en la pieza de trabajo (1) en movimiento, que comprende al 30 menos un motor lineal y un tope (3) que puede aplicarse en la pieza de trabajo (1) y un control que está preparado para conmutar el mando del accionamiento de regulación por trayectoria a regulación por fuerza y viceversa.
Patentes similares o relacionadas:
Dispositivo de control para máquina herramienta y máquina herramienta provista de dicho dispositivo de control, del 27 de Mayo de 2020, de CITIZEN WATCH CO. LTD.: Un dispositivo de control (C) para una máquina herramienta provisto en una máquina herramienta que tiene una herramienta de corte para cortar una pieza […]
Equipo de control con optimizador integrado, del 11 de Marzo de 2020, de SIEMENS AKTIENGESELLSCHAFT: Equipo de control para una maquina con al menos un eje , en donde el equipo de control esta programado con un programa de sistema, en donde el equipo de control […]
Procedimiento para controlar un movimiento, equipo de control y accionamiento lineal, del 4 de Marzo de 2020, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para controlar un movimiento de varios rotores (L) de un accionamiento lineal (LA), presentando el accionamiento lineal (LA) varios segmentos […]
 Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
Máquina de mecanizado y procedimiento para mecanizar piezas de trabajo, del 25 de Septiembre de 2019, de HOMAG GmbH: Máquina de mecanizado para mecanizar piezas (W) de trabajo esencialmente en forma de placa, que están compuestas preferiblemente, al menos por secciones, de madera, materiales […]
SISTEMA DE CONTROL ROBUSTO POR MODOS DESLIZANTES DE UN MOTOR AC, del 11 de Julio de 2019, de INSTITUTO TECNOLÓGICO METROPOLITANO: La presente invención se relaciona con un sistema de control robusto por modos deslizantes de un motor AC en el que se utiliza un variador de frecuencia como elemento […]
Procedimiento para controlar y/o regular un accionamiento lineal, equipo de control, accionamiento lineal e instalación, del 19 de Junio de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para controlar y/o regular un accionamiento lineal (LA), que presenta al menos un segmento (Seg), varios rotores (L), al menos un puesto de máquina (MS1, MS2) […]
Procedimiento de aplicación de un producto de revestimiento sobre una pieza desplazada por un transportador e instalación de aplicación de un producto de revestimiento, del 17 de Mayo de 2019, de EXEL INDUSTRIES: Procedimiento de aplicación de un producto de revestimiento sobre una pieza desplazada por un transportador , a lo largo del cual está […]
Procedimiento para la determinación de valores de corrección de la distancia en el procesamiento por láser de una pieza de trabajo y máquina de procesamiento por láser pertinente, del 20 de Marzo de 2019, de TRUMPF LASER- UND SYSTEMTECHNIK GMBH: Procedimiento para la determinación de valores de corrección de la distancia (ΔA) de una distancia teórica entre una boquilla de procesamiento por […]