Procedimiento y dispositivo de mecanización de una lente oftálmica con vistas a su montaje en una montura de gafas.
Procedimiento de mecanizado de una lente (1, 2, 3, 4, 5) oftálmica con vistas a su montaje en una montura degafas,
según un contorno (10, 20, 30, 40, 50) predeterminado, por medio de por lo menos dos herramientasdistintas, entre ellas una primera herramienta (220) rotativa alrededor de un primer eje (A3), que tiene una primeraenvolvente de corte, de revolución alrededor de este eje (A3), que presenta un primer diámetro, y por lo menos otraherramienta (230; 231) rotativa alrededor de un eje (A5; A6) que tiene otra envolvente de corte, de revoluciónalrededor de este eje (A5; A6), que presenta otro diámetro inferior a dicho primer diámetro, comprendiendo dichoprocedimiento las etapas siguientes:
- analizar por lo menos una parte de dicho contorno (10, 20, 30, 40, 50) para determinar, en función de dichoprimer diámetro, una primera zona (12, 22, 32, 42A, 42B, 52) de este contorno (10, 20, 30, 40, 50) adaptada paraser mecanizada, sin recortar dicho contorno (10, 20, 30, 40, 50) predeterminado, con dicha primera herramienta(220),
- mecanizar por lo menos una parte de dicha primera zona (12, 22, 32, 42A, 42B, 52) de este contorno (10, 20, 30,40, 50) predeterminado con dicha primera herramienta (220),
- mecanizar por lo menos una parte del resto del contorno (10, 20, 30, 40, 50) con dicha otra herramienta (230;231).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10290427.
Solicitante: ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE.
Nacionalidad solicitante: Francia.
Dirección: 147 RUE DE PARIS 94220 CHARENTON LE PONT FRANCIA.
Inventor/es: LEMAIRE,CEDRIC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B9/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 9/00 Máquinas o dispositivos para trabajar con muela los bordes o biseles de piezas o para retirar rebabas; Accesorios a este efecto (B24B 21/00 tiene prioridad; para afilar aristas de corte de herramientas B24B 3/00; eliminación de rebabas por material abrasivo suelto B24B 31/00). › para piezas ópticas, p. ej. lentes, prismas.
PDF original: ES-2413656_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo de mecanización de una lente oftálmica con vistas a su montaje en una montura de gafas.
Campo técnico al que se refiere la invención La presente invención se refiere a un procedimiento de mecanizado de una lente oftálmica con vistas a su montaje en una montura de gafas, según un contorno predeterminado.
Este procedimiento está particularmente adaptado al afinado de lentes oftálmicas cuyo contorno presenta una forma compleja, en particular unas zonas de curvaturas negativas.
Antecedente tecnológico Los contornos de ciertas lentes oftálmicas, en particular las lentes oftálmicas destinadas a ser montadas en una montura de tipo sin marco (con fijación sobre cristales perforados) , presentan unas formas complejas que comprenden por ejemplo unas zonas curvadas hacia el centro de la lente, denominadas zonas de curvatura negativa.
Estas zonas de curvatura negativa corresponden en general a detalles decorativos del contorno de la lente y necesitan ser mecanizadas por una herramienta de diámetro inferior al diámetro de la muela utilizada habitualmente para afinar la lente.
Para ello existen unas máquinas dedicadas del tipo fresadora de tres ejes en las cuales una broca de fresado puede desplazarse libremente en un plano perpendicular a su eje de fresado. No obstante, esta solución es costosa puesto que necesita la adquisición de una herramienta específica para el afinado de este tipo de lentes. Además, dicha herramienta dedicada es difícil de utilizar y su utilización necesita un tiempo de adaptación para el operario.
Otra solución propuesta en el documento US nº 7.338.350 para afinar dichas lentes consiste en utilizar una fresa de pequeño diámetro (típicamente la herramienta de perforación) . Dicha herramienta equipa ciertos dispositivos de afinado, además de la muela de gran diámetro utilizada de modo habitual para afinar las lentes, para perforar los orificios de fijación de las lentes para la montura de tipo sin marco. Se mecaniza entonces completamente el contorno de la lente con la fresa de perforación. Dado que la fresa presenta un diámetro muy pequeño, ésta permite alcanzar todas las zonas de curvaturas negativas, incluso las que presentan un radio de curvatura muy pequeño.
No obstante, el estado de la superficie del canto de la lente así afinada es poco satisfactorio desde un punto de vista estético. Además, la operación de mecanizado por la fresa es muy larga y provoca un desgaste prematuro de esta herramienta.
Objetivo de la invención Un objetivo de la presente invención es evitar los inconvenientes del estado de la técnica citados anteriormente, proporcionando un nuevo método de afinado de una lente oftálmica que permite mecanizar fácil y rápidamente las lentes cuyo contorno presenta unas zonas de curvatura negativa.
Con este fin, se propone según la invención un procedimiento de mecanizado de una lente oftálmica con vistas a su montaje en una montura de gafas, según un contorno predeterminado, por medio de por lo menos dos herramientas distintas, entre ellas una primera herramienta rotativa alrededor de un primer eje, que tiene una primera envolvente de corte, de revolución alrededor de este eje, que presenta un primer diámetro y, por lo menos, otra herramienta rotativa alrededor de un eje que tiene otra envolvente de corte, de revolución alrededor de este eje, que presenta otro diámetro inferior a dicho primer diámetro, comprendiendo dicho procedimiento las etapas siguientes:
- analizar por lo menos una parte de dicho contorno para determinar, en función de dicho primer diámetro, una primera zona de este contorno adaptada para ser mecanizada sin recortar dicho contorno predeterminado, con dicha primera herramienta,
- mecanizar por lo menos una parte de dicha primera zona de este contorno predeterminado con dicha primera herramienta,
- mecanizar por lo menos una parte del resto del contorno con dicha otra herramienta.
La lente puede ser mecanizada así según un contorno que presenta unas zonas de curvatura negativa con las herramientas de un dispositivo de afinado/fresado. La utilización de estas herramientas es fácil y rápida. Según un primer modo de realización, se puede mecanizar, en particular, la totalidad de la primera zona con la primera herramienta y la totalidad del resto del contorno con la otra herramienta.
Este procedimiento se puede realizar según diferentes modos de realización ventajosos y no limitativos que pueden combinarse entre ellos.
Según una primera característica ventajosa de la invención, dicha por lo menos otra herramienta comprende una segunda herramienta rotativa alrededor de un segundo eje, que tiene una segunda envolvente de corte, de revolución alrededor de este segundo eje, que presenta un segundo diámetro inferior a dicho primer diámetro, comprendiendo el procedimiento las etapas siguientes:
- analizar por lo menos una parte de dicho contorno para determinar, en función de dicho segundo diámetro, una segunda zona de este contorno, fuera de la primera zona, adaptada para ser mecanizada con dicha segunda herramienta, sin recortar dicho contorno,
- mecanizar por lo menos una parte de la segunda zona con dicha segunda herramienta,
- formando el resto del contorno una tercera zona mecanizada con una tercera herramienta rotativa alrededor de un tercer eje, que tiene una tercera envolvente de corte, de revolución alrededor de este tercer eje, que presenta un tercer diámetro inferior a dicho segundo diámetro.
Según otra característica ventajosa, dicha por lo menos otra herramienta comprende una segunda herramienta rotativa alrededor de un segundo eje, que tiene una segunda envolvente de corte, de revolución alrededor de este segundo eje, que presenta un segundo diámetro inferior a dicho primer diámetro, y una tercera herramienta rotativa alrededor de un tercer eje, que tiene una tercera envolvente de corte, de revolución alrededor de este tercer eje, que presenta un tercer diámetro inferior a dicho segundo diámetro, comprendiendo el procedimiento además las etapas siguientes:
- determinar, en función de dicho segundo diámetro, una segunda zona de este contorno, fuera de la primera zona adaptada para ser mecanizada con dicha segunda herramienta sin recortar dicho contorno,
- determinar, en función de dicho tercer diámetro, una tercera zona de este contorno fuera de la primera y de la segunda zona, adaptada para ser mecanizada con dicha tercera herramienta sin recortar dicho contorno,
estando cada una de las segunda y tercera zonas formada por un conjunto de subzonas separadas unas de otras por una subzona o una zona de una de las primera, segunda y tercera zonas,
- determinar las subzonas de dicha segunda zona que enmarcan una subzona de la tercera zona,
- mecanizar la segunda zona, con exclusión de dichas subzonas de dicha segunda zona que enmarcan una subzona de la tercera zona, con dicha segunda herramienta,
- mecanizar dicha tercera zona y dichas subzonas de dicha segunda zona que enmarcan una subzona de la tercera zona, con dicha tercera herramienta.
Según otra característica ventajosa del procedimiento según la invención, estando cada una de las primera y segunda zonas formada por un conjunto de subzonas separadas unas de otras por una subzona o una zona de una de las primera, segunda y tercera zonas,
- se determina la longitud de cada subzona de la primera zona que separa dos subzonas de la segunda zona y se la compara con un primer valor de longitud umbral,
- se mecaniza cada subzona de la primera zona cuya longitud es inferior a dicho primer valor de longitud umbral con dicha segunda herramienta.
Según otra característica ventajosa del procedimiento según la invención, estando cada una de las primera y tercera zonas formada por un conjunto de subzonas separadas unas de otras por una subzona de una de las primera, segunda y tercera zonas:
- se determina la longitud de cada subzona de la primera zona que separa dos subzonas de la tercera zona y se la compara con un segundo valor de longitud umbral,
- se mecaniza cada subzona de la primera zona cuya longitud es inferior a dicho segundo valor de longitud umbral con dicha tercera herramienta.
Según otra característica ventajosa del procedimiento según la invención, estando cada segunda y tercera zona formada por un conjunto de subzonas separadas unas de otras por una subzona de una de las primera, segunda y tercera zonas,
- se determina la longitud de cada subzona de la segunda zona que separa dos subzonas de la tercera zona y se la compara con un tercer valor de longitud umbral,
- se mecaniza cada subzona de la segunda... [Seguir leyendo]
Reivindicaciones:
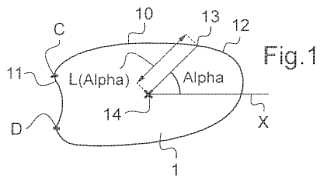
1. Procedimiento de mecanizado de una lente (1, 2, 3, 4, 5) oftálmica con vistas a su montaje en una montura de gafas, según un contorno (10, 20, 30, 40, 50) predeterminado, por medio de por lo menos dos herramientas distintas, entre ellas una primera herramienta (220) rotativa alrededor de un primer eje (A3) , que tiene una primera envolvente de corte, de revolución alrededor de este eje (A3) , que presenta un primer diámetro, y por lo menos otra herramienta (230; 231) rotativa alrededor de un eje (A5; A6) que tiene otra envolvente de corte, de revolución alrededor de este eje (A5; A6) , que presenta otro diámetro inferior a dicho primer diámetro, comprendiendo dicho procedimiento las etapas siguientes:
-analizar por lo menos una parte de dicho contorno (10, 20, 30, 40, 50) para determinar, en función de dicho primer diámetro, una primera zona (12, 22, 32, 42A, 42B, 52) de este contorno (10, 20, 30, 40, 50) adaptada para ser mecanizada, sin recortar dicho contorno (10, 20, 30, 40, 50) predeterminado, con dicha primera herramienta (220) ,
-mecanizar por lo menos una parte de dicha primera zona (12, 22, 32, 42A, 42B, 52) de este contorno (10, 20, 30, 40, 50) predeterminado con dicha primera herramienta (220) ,
-mecanizar por lo menos una parte del resto del contorno (10, 20, 30, 40, 50) con dicha otra herramienta (230; 231) .
2. Procedimiento según la reivindicación 1, en el que dicha por lo menos otra herramienta comprende una segunda herramienta (231) rotativa alrededor de un segundo eje (A5) , que tiene una segunda envolvente de corte, de revolución alrededor de este segundo eje (A5) , que presenta un segundo diámetro inferior a dicho primer diámetro, comprendiendo el procedimiento además las etapas siguientes:
-analizar por lo menos una parte de dicho contorno (10, 20, 30, 40, 50) para determinar, en función de dicho segundo diámetro, una segunda zona (11, 33A, 33B, 43A, 43B, 54) de este contorno (10, 20, 30, 40, 50) fuera de la primera zona (12, 22, 32, 42A, 42B, 52) adaptada para ser mecanizada con dicha segunda herramienta (231) sin recortar dicho contorno,
-mecanizar por lo menos una parte de la segunda zona (11, 33A, 33B, 43A, 43B, 54) con dicha segunda herramienta,
-formando el resto del contorno (10, 20, 30, 40, 50) una tercera zona (21, 34, 53A, 53B) mecanizada con una tercera herramienta (230) rotativa alrededor de un tercer eje (A6) , que tiene una tercera envolvente de corte, de revolución alrededor de este tercer eje, que presenta un tercer diámetro inferior a dicho segundo diámetro.
3. Procedimiento según una de las reivindicaciones 1 y 2, en el que dicha por lo menos otra herramienta comprende una segunda herramienta (231) rotativa alrededor de un segundo eje (A5) , que tiene una segunda envolvente de corte, de revolución alrededor de este segundo eje (A5) , que presenta un segundo diámetro alrededor de este eje inferior a dicho primer diámetro y una tercera herramienta (230) rotativa alrededor de un tercer eje (A6) , que tiene una tercera envolvente de corte, de revolución alrededor de este tercer eje (A6) , que presenta un tercer diámetro inferior a dicho segundo diámetro, comprendiendo el procedimiento además las etapas siguientes:
-determinar, en función de dicho segundo diámetro, una segunda zona (11, 33A, 33B, 43A, 43B, 54) de este contorno (10, 20, 30, 40, 50) fuera de la primera zona (12, 22, 32, 42A, 42B, 52) adaptada para ser mecanizada con dicha segunda herramienta (231) sin recortar dicho contorno,
-determinar, en función de dicho tercer diámetro, una tercera zona (21, 34, 53A, 53B) de este contorno (10, 20, 30, 40, 50) fuera de las primera y segunda zonas (11, 33A, 33B, 43A, 43B, 54) , adaptada para ser mecanizada con dicha tercera herramienta (230) sin recortar dicho contorno,
estando cada una de las segunda (33A, 33B, 43A, 43B, 54) y tercera (34, 53A, 53B) zonas, formada por un conjunto de subzonas separadas unas de otras por una subzona o una zona de una de las primera (32, 42A, 42B, 52) , segunda (33A, 33B, 43A, 43B, 54) y tercera (34, 53A, 53B) zonas,
-determinar las subzonas de dicha segunda zona (33A, 33B, 43A, 43B, 54) que enmarcan una subzona de la tercera zona (34, 53A, 53B) ,
-mecanizar la segunda zona (33A, 33B, 43A, 43B, 54) , con exclusión de dichas subzonas de dicha segunda zona (33A, 33B, 43A, 43B, 54) que enmarcan una subzona de la tercera zona (34, 53A, 53B) con dicha segunda herramienta,
-mecanizar dicha tercera zona (34, 53A, 53B) y dichas subzonas de dicha segunda zona (33A, 33B, 43A, 43B, 54) que enmarcan una subzona de la tercera zona (34, 53A, 53B) , con dicha tercera herramienta (230) .
4. Procedimiento según una de las reivindicaciones 2 y 3, según el cual, estando cada una de las primera (42A, 42B) y segunda (43A, 43B) zonas, formada por un conjunto de subzonas separadas unas de otras por una subzona o una zona de una de las primera (42A, 42B) , segunda (43A, 43B) y tercera zonas,
-se determina la longitud de cada subzona de la primera zona (42A, 42B) que separa dos subzonas de la segunda zona (43A, 43B) y se la compara con un primer valor de longitud umbral,
-se mecaniza cada subzona de la primera zona (42A, 42B) cuya longitud es inferior a dicho primer valor de longitud umbral con dicha segunda herramienta.
5. Procedimiento según una de las reivindicaciones 2 a 4, en el que, estando cada una de las primera (22, 32, 52) y tercera (21, 34, 53A, 53B) zonas formada por un conjunto de subzonas separadas unas de otras por una subzona de una de las primera (22, 32, 52) , segunda (33A, 33B, 43A, 43B, 54) y tercera (21, 34, 53A, 53B) zonas:
-se determina la longitud de cada subzona de la primera zona (22, 32, 52) que separa dos subzonas de la tercera zona (21, 34, 53A, 53B) y se la compara con un segundo valor de longitud umbral,
-se mecaniza cada subzona de la primera zona (32, 52) cuya longitud es inferior a dicho segundo valor de longitud umbral con dicha tercera herramienta (230) .
6. Procedimiento según una de las reivindicaciones 2 a 5, según el cual, estando cada segunda zona (54) y tercera zona (53A, 53B) formada por un conjunto de subzonas separadas unas de otras por una subzona de una de las primera (52) , segunda (54) y tercera (53A, 53B) zonas,
-se determina la longitud de cada subzona de la segunda zona (54) que separa dos subzonas de la tercera zona (53A, 53B) y se la compara con un tercer valor de longitud umbral,
-se mecaniza cada subzona de la segunda zona (54) cuya longitud es inferior a dicho tercer valor de longitud umbral con dicha tercera herramienta (230) .
7. Procedimiento según una de las reivindicaciones 2 a 6, que comprende además las etapas siguientes:
-determinar la cantidad de material a mecanizar de la lente (1, 3, 4, 5) para cada parte del contorno (10, 30, 40, 35 50) a mecanizar con dicha segunda herramienta (231) y compararla con un valor umbral de cantidad de material,
-para cada una de estas partes del contorno (10, 30, 40, 50) a mecanizar con dicha segunda herramienta, si la cantidad de material determinada es superior a dicho valor umbral de cantidad de material, se mecaniza esta parte del contorno (10, 30, 40, 50) según un contorno (10, 30, 40, 50) ligeramente más grande que el contorno (10, 30, 40, 50) predeterminado con dicha tercera herramienta (230) y después se mecaniza esta parte del contorno (10, 30, 40, 50) según el contorno (10, 30, 40, 50) predeterminado con dicha segunda herramienta (231) ,
-para cada parte del contorno (10, 30, 40, 50) a mecanizar con dicha segunda herramienta para la cual la
cantidad de material a mecanizar es inferior al valor umbral de cantidad de material, se mecaniza dicha parte según el contorno (10, 30, 40, 50) predeterminado con dicha segunda herramienta (231) .
8. Procedimiento según una de las reivindicaciones 2 a 7, según el cual:
-se determina la fracción de la longitud del contorno (10, 30, 40, 50) predeterminado a mecanizar con dicha segunda herramienta (231) ,
-si esta fracción es superior a una primera fracción umbral, se mecaniza la totalidad del contorno (10, 30, 40, 50)
predeterminado con dicha segunda herramienta. 55
9. Procedimiento según una de las reivindicaciones 2 a 8, según el cual:
-se determina la fracción de la longitud del contorno (20, 30, 40, 50) predeterminado a mecanizar con dicha tercera herramienta (230) ,
-si esta fracción es superior a una segunda fracción umbral, se mecaniza la totalidad del contorno (20, 30, 40, 50) predeterminado con dicha tercera herramienta.
10. Procedimiento según una de las reivindicaciones 2 a 9, según el cual: 65
-se determina el espesor de la lente (1, 3, 4, 5) oftálmica a lo largo de cada parte del contorno (10, 30, 40, 50) predeterminado a mecanizar con dicha segunda herramienta (231) ,
-si este espesor es superior a un espesor umbral, se mecaniza la parte correspondiente del contorno (10, 30, 40,
50) predeterminado con la tercera herramienta (230) . 5
11. Procedimiento según una de las reivindicaciones 2 a 10, según el cual, para mecanizar cada parte del contorno (20, 30, 40, 50) predeterminado a mecanizar con la tercera herramienta (230) ,
-se posiciona inicialmente la tercera herramienta un poco retirada con respecto a un primer extremo de esta parte, a una cota ligeramente más grande que la del contorno (20, 30, 40, 50) predeterminado, con el fin de reunir el contorno (20, 30, 40, 50) predeterminado con dicho primer extremo de esta parte, y después
-se mecaniza dicha parte según el contorno (20, 30, 40, 50) predeterminado, y después
- se lleva la tercera herramienta (230) hasta una posición más allá del segundo extremo de esta parte, a una cota ligeramente más grande que la del contorno (20, 30, 40, 50) predeterminado.
12. Procedimiento según una de las reivindicaciones 1 a 11, según el cual, para determinar dicha primera zona (12, 22, 32, 42A, 42B, 52) de este contorno (10, 20, 30, 40, 50) ,
-se determina, para cada punto del contorno (10, 20, 30, 40, 50) , una posición de dicha primera envolvente de corte (220A) cuando la primera herramienta (220) es tangente a por lo menos una parte del contorno (10, 20 30, 40, 50) predeterminado en este punto, y se determinan los puntos del contorno (10, 20, 30, 40, 50) denominados puntos adicionales recortados, que se encuentran en el interior de dicha primera envolvente de corte (220A) de
dicha primera herramienta (220) ,
-se determina una primera magnitud representativa de la importancia del recorte,
-se compara esta primera magnitud representativa con un primer valor umbral predeterminado,
-se atribuye dicho punto considerado del contorno (10, 20, 30, 40, 50) a dicha primera zona (12, 22, 32, 42A, 42B, 52) del contorno (10, 20, 30, 40, 50) en función del resultado de esta comparación.
13. Procedimiento según una de las reivindicaciones 1 a 11, según el cual, para determinar dicha primera zona (12, 35 22, 32, 42A, 42B, 52) del contorno (10, 20, 30, 40, 50) ,
-se buscan las posiciones de dicha primera envolvente de corte en las que esta primera envolvente de corte es tangente a dicho contorno (10, 20, 30, 40, 50) en un par de puntos y en las que una primera zona inaccesible del contorno situada entre los dos puntos de este par y recubierta por dicha primera envolvente de corte no es alcanzada por esta primera envolvente de corte,
-se define la primera zona (12, 22, 32, 42A, 42B, 52) como que comprende por lo menos una parte del contorno (10, 20, 30, 40, 50) , pero excluyendo los puntos de dichas primeras zonas inaccesibles.
14. Procedimiento según una de las reivindicaciones 1 a 11, según el cual, para determinar dicha primera zona (12, 22, 32, 42A, 42B, 52) del contorno (10, 20, 30, 40, 50) ,
-se determina, para cada punto del contorno (10, 20, 30, 40, 50) , el radio de curvatura local del contorno (10, 20, 30, 40, 50) en este punto,
-se compara este radio de curvatura con dicho primer diámetro de dicha primera envolvente de corte de dicha primera herramienta,
-se atribuye el punto considerado del contorno (10, 20, 30, 40, 50) a dicha primera zona (12, 22, 32, 42A, 42B, 52) 55 del contorno (10, 20, 30, 40, 50) en función del resultado de esta comparación.
15. Procedimiento según una de las reivindicaciones 2 a 14, según el cual, para determinar dicha segunda zona (11, 33A, 33B, 43A, 43B, 54) de este contorno (10, 20, 30, 40, 50) ,
-se determina, para cada punto del contorno (10, 20, 30, 40, 50) fuera de la primera zona (12, 22, 32, 42A, 42B, 52) , una posición de dicha segunda envolvente de corte cuando la segunda herramienta (231) es tangente a por lo menos una parte de dicho contorno (10, 20, 30, 40, 50) predeterminado en este punto, y se determinan los puntos del contorno (10, 20, 30, 40, 50) denominados puntos adicionales recortados, que se encuentran en el interior de dicha segunda envolvente de corte de dicha segunda herramienta,
-se determina una segunda magnitud representativa de la importancia del recorte,
-se compara esta segunda magnitud representativa con un segundo valor umbral predeterminado,
-se atribuye dicho punto considerado del contorno (10, 20, 30, 40, 50) a dicha segunda zona (11, 33A, 33B, 43A, 5 43B, 54) del contorno (10, 20, 30, 40, 50) en función del resultado de esta comparación.
16. Procedimiento según una de las reivindicaciones 2 a 14, según el cual, para determinar dicha segunda zona (11, 33A, 33B, 43A, 43B, 54) del contorno (10, 20, 30, 40, 50) ,
- se buscan las posiciones de dicha segunda envolvente de corte en las que esta segunda envolvente de corte es tangente a dicho contorno (10, 20, 30, 40, 50) en un par de puntos y en las que una segunda zona inaccesible del contorno situada entre los dos puntos de este par y recubierta por dicha segunda envolvente de corte no es alcanzada por esta segunda envolvente de corte,
- se define la segunda zona (11, 33A, 33B, 43A, 43B, 54) como que comprende por lo menos una parte del contorno (10, 20, 30, 40, 50) , pero excluyendo dicha primera zona así como los puntos de dichas segundas zonas inaccesibles.
17. Procedimiento según una de las reivindicaciones 2 a 14, según el cual, para determinar dicha segunda zona (11, 20 33A, 33B, 43A, 43B, 54) del contorno (10, 20, 30, 40, 50) ,
-se determina, para cada punto del contorno (10, 20, 30, 40, 50) fuera de la primera zona (12, 22, 32, 42A, 42B, 52) , el radio de curvatura local del contorno (10, 20, 30, 40, 50) en este punto,
- se compara este radio de curvatura con dicho segundo diámetro de dicha segunda herramienta (231) ,
-se atribuye el punto considerado del contorno (10, 20, 30, 40, 50) a dicha segunda zona (11, 33A, 33B, 43A, 43B, 54) del contorno (10, 20, 30, 40, 50) en función del resultado de esta comparación.
18. Procedimiento según una de las reivindicaciones 1 a 17, según el cual:
-se mecanizan en primer lugar las partes del contorno (10, 20, 30, 40, 50) predeterminado a mecanizar con la primera herramienta (220) ,
- se mecanizan a continuación las otras partes del contorno (10, 20, 30, 40, 50) predeterminado.
19. Dispositivo de mecanizado de una lente (1, 2, 3, 4, 5) oftálmica con vistas a su montaje en una montura de gafas, según un contorno (10, 20, 30, 40, 50) predeterminado, que comprende - por lo menos dos herramientas distintas que comprenden una primera herramienta (220) rotativa alrededor de un primer eje (A3) , que tiene una envolvente de corte de revolución alrededor de este primer eje (A3) que presenta un primer diámetro y otra herramienta (230; 231) rotativa alrededor de un eje (A5; A6) , que presenta otro diámetro alrededor de este eje (A5; A6) inferior a dicho primer diámetro,
caracterizado porque comprende además:
-unos medios de tratamiento electrónicos adaptados para analizar por lo menos una parte de dicho contorno, para determinar una primera zona (12, 22, 32, 42A, 42B, 52) de este contorno (10, 20, 30, 40, 50) adaptada para ser mecanizada, sin recortar dicho contorno (10, 20, 30, 40, 50) predeterminado, con dicha primera herramienta
(220) , en función de dicho primer diámetro.
Patentes similares o relacionadas:
Material de revestimiento de prevención de la desviación, del 3 de Julio de 2019, de TOKAI OPTICAL CO., LTD: Un agente de revestimiento de prevención del desplazamiento con el que se reviste al menos una de las superficies frontal y posterior de manera que cuando se […]
Método de producción de lente precursora para lente globular, del 3 de Abril de 2019, de TOKAI OPTICAL CO., LTD: Un método para fabricar una lente precursora para una lente con forma de montura, teniendo la lente precursora una forma externa circular o elíptica, procesándose […]
Procedimiento y máquina de grabado de lentes ópticas, del 13 de Marzo de 2019, de ESSILOR INTERNATIONAL: Procedimiento de mecanizado de una lente óptica por una máquina de contorneado , que comprende: - una etapa de inmovilización de la indicada lente óptica […]
Procedimiento y dispositivo de preparación de lentes para gafas con vistas a su montaje en el marco elegido por el usuario, del 19 de Abril de 2017, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Un procedimiento de preparación de una lente de gafas con vistas a su montaje sobre la montura elegida por el usuario, habida cuenta de […]
Sistema de recipientes de transporte para la fabricación de lentes para gafas según prescripción y procedimiento para el transporte de lentes para gafas y/o piezas en bruto de lentes para gafas, del 2 de Noviembre de 2016, de Carl Zeiss Vision GmbH: Sistema de recipientes de transporte para lentes para gafas y/o piezas en bruto de lentes para gafas con a) un recipiente de base […]
Procedimiento para la fabricación de un cristal para gafas con lado anterior esférico y lado posterior progresivo, del 19 de Octubre de 2016, de Carl Zeiss Vision GmbH: Procedimiento para la fabricación de lentes para gafas con efecto multifocal, caracterizado por que las lentes para gafas se fabrican a partir de […]
Procedimiento de biselado de una lente oftálmica, del 5 de Octubre de 2016, de ESSILOR INTERNATIONAL: Procedimiento de elaboración de una consigna de biselado (CONS) de una lente oftálmica con vistas a su montaje en un cerco de una montura de gafas en la que […]
 Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]
Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]