Procedimiento y dispositivo para llenar un embalaje con un grupo de productos individuales, así como el embalaje fabricado de acuerdo con el procedimiento y recorte para la parte superior de tal embalaje.
Procedimiento para llenar un embalaje (1) compuesto de varias partes,
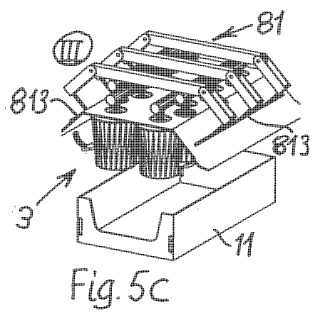
con una parte inferior a modo de bandeja(11) y una parte superior de cubierta (12), con por lo menos un grupo (2) de productos individuales (21) reunidos,para lo cual se retira el por lo menos un grupo de productos (2) de una instalación de alimentación de productos (5)mediante un elemento prensor (81) que accede a ellos y se coloca desde arriba sobre la parte inferior del embalaje(11) en forma de bandeja dotada de paredes laterales verticales, dotándose el embalaje (1) de la parte superior delembalaje (12), caracterizado porque al retirar de la instalación de alimentación de productos (5) el por lo menos ungrupo de productos (2) y la parte superior del embalaje (12) se unen fuera de la parte inferior del embalaje (11) paraformar una unidad de colocación (3) desplazable, que mediante el elemento prensor (81) se desplaza en direcciónvertical para unirla con la parte inferior del embalaje (11), y porque para terminar el embalaje (1) lleno y dotado de laparte superior del embalaje (12) se libera el acceso del elemento prensor (81) a la unidad de colocación (3), que deeste modo queda disuelta.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08075758.
Solicitante: SMURFIT KAPPA GMBH.
Nacionalidad solicitante: Alemania.
Dirección: TILSITER STRASSE 144 22047 HAMBURG ALEMANIA.
Inventor/es: ROTTER,PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B35/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › que funcionan por succión.
- B65B5/02 B65B […] › B65B 5/00 Embalaje de objetos individuales en receptáculo o recipientes, p. ej. sacos, bolsas, cajas, cartones, latas, tarros. › Máquinas caracterizadas por la incorporación de medios para fabricar los receptáculos o recipientes (fabricación de receptáculos o recipientes con un fin diferente de la presente aplicación, ver las subclases apropiadas).
- B65B5/06 B65B 5/00 […] › Embalaje de grupos de objetos, cada grupo siendo tratado como un solo objeto.
- B65B7/28 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › aplicando cierres separados preformados, p. ej. cubiertas, capuchones.
PDF original: ES-2389815_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para llenar un embalaje con un grupo de productos individuales, así como el embalaje fabricado de acuerdo con el procedimiento y recorte para la parte superior de tal embalaje
La invención se refiere a un procedimiento para llenar un embalaje compuesto de varias partes a base de una parte inferior a modo de bandeja y una parte superior que lo cubre, con por lo menos un grupo de productos individuales reunidos, donde el por lo menos un grupo de productos se retira de una instalación de alimentación de productos mediante el elemento prensor que accede a ellos y se coloca desde arriba en la parte inferior del embalaje en forma de bandeja, dotada de paredes laterales verticales, y donde el embalaje se dota de la parte superior del embalaje. La invención también está dirigida a un dispositivo para realizar el procedimiento, a los embalajes fabricados según el procedimiento así como a un recorte de tapa para el embalaje formado. Los productos individuales pueden ser por ejemplo vasos, botes, copas, cuerpos en forma de varilla en general pero también otras piezas que se puedan reunir formando un grupo para colocarlos sobre un fondo de embalaje.
Es conocido el hecho de colocar productos individuales tales como por ejemplo vasos cerrados, en una disposición de por ejemplo dos por cuatro vasos en una parte inferior en forma de bandeja, es decir en un contenedor en forma de caja, que presenta una pared lateral continua y que está abierto hacia arriba, y colocar sobre esta disposición una parte superior del embalaje en forma de una pieza de tapa en forma de U. Los brazos laterales de tal tapa en U se pegan desde el exterior contra la pared de la parte inferior. Es cierto que la fabricación que un embalaje que ha sido llenado de este modo se puede automatizar. Sin embargo la unión pegada no es deseable. El pegado exige una medida de fabricación especial. La tapa se arranca de la parte inferior para que queden visibles los vasos en la parte inferior que se coloca en una estantería para la venta. Debido al rasgado el embalaje puede quedar con un aspecto deficiente y en particular puede quedar dañada o ilegible una mención impresa. La realización de una unión pegada reduce también la velocidad de paso en el dispositivo de producción continua.
Otro procedimiento automatizado conocido de llenado/embalaje consiste en que sobre un grupo de productos, en particular de vasos cerrados, se coloca una pieza de tapa, se desliza el grupo mediante la pieza de tapa sobre un recorte plano dotado de paredes laterales y a continuación se levantan las paredes laterales. En particular también en este caso se pegan entre sí la parte superior y la parte inferior o se unen empleando un medio de fijación adecuado. Debido al deslizamiento sobre una base el grupo de productos es propenso a sufrir daños. Sufre especialmente la velocidad de producción.
Con el fin de prever en lo posible un embalaje lleno que ahorre material sin emplear medios de fijación especiales entre la parte superior y la parte inferior se conoce en la práctica el hecho de llenar una parte inferior en forma de bandeja con paredes laterales verticales con productos individuales en una disposición de un grupo de pie y colocar manualmente una tapa que ahorre material, que tenga un perfil en forma de U. Se emplea para ello un recorte de tapa de cartón o cartón ondulado. Unas aletas forman las paredes laterales que se encajan entre el grupo de productos y las paredes de la bandeja. La inserción requiere destreza manual y consume tiempo. Este procedimiento resulta especialmente costoso debido al empleo de mano de obra y la velocidad de producción se mantiene relativamente baja.
La invención se plantea los siguientes objetivos. El embalaje se debe poder ensamblar con la parte inferior, con por lo menos un grupo de productos y con la parte superior mediante un procedimiento automatizado a una velocidad de producción relativamente alta. El volumen de aparatos de un dispositivo de embalaje que realice el procedimiento debe ser reducido y el funcionamiento del dispositivo se deberá optimizar. Las piezas del embalaje se deben poder unir y separar manualmente sin requerir medios de unión especiales con el fin de obtener en el punto de venta un embalaje de venta de presentación atractiva mediante la parte inferior y los productos individuales agrupados en su interior, sin que hayan sufrido daños.
El procedimiento conforme a la invención consiste en combinación con las medidas del proceso citadas inicialmente, en que al efectuar su retirada de la instalación de alimentación de productos el por lo menos un grupo de productos y la parte superior del embalaje se unan fuera de la parte inferior del embalaje formando una unidad de colocación que se pueda desplazar, que se mueva en dirección vertical mediante el elemento prensor para ensamblarla con la parte inferior del embalaje y que para terminar el embalaje lleno dotado de la parte superior del embalaje se suelte el acceso del elemento prensor a la unidad de colocación que de este modo se desprende.
Un dispositivo conforme a la invención para realizar el procedimiento conforme a la invención destinado a fabricar embalajes llenos presenta por lo tanto una instalación de alimentación del producto para productos individuales, una instalación de alimentación para partes inferiores de embalajes montados con paredes laterales y verticales, una instalación de alimentación para partes superiores de embalaje, una unidad de empaquetado para colocar por lo menos un grupo de productos individuales alimentados en una correspondiente parte inferior del embalaje que se haya alimentado y una instalación de retirada para retirar los embalajes, estando preparada la instalación de empaquetado de tal modo que para formar la unidad de colocación, el por lo menos un grupo de productos que es suministrado por la instalación de alimentación de productos, con por lo menos una parte superior de embalaje correspondiente presentado por la instalación de alimentación de partes superiores de embalaje y la unidad de
colocación se coloca sobre la parte inferior del embalaje para fabricar el embalaje terminado, lleno, cerrado y dotado de la parte superior del embalaje.
Mediante al procedimiento conforme a la invención se obtiene un embalaje especialmente conforme a la invención. Una parte superior especialmente adaptada conforme a la invención para fabricar el embalaje lleno está formada por un recorte de tapa que presenta orificios de acceso realizados adaptándose a la disposición y posición de los productos individuales del correspondiente grupo de productos, que para formar la unidad de colocación cada orificio de acceso forma un paso para una unión de ventosa entre la cara superior del producto individual y el correspondiente elemento de ventosa de una instalación de empaquetado.
De acuerdo con la invención se logra especialmente que en el curso de llenado de la parte inferior del embalaje la parte superior del embalaje se añada a aquella en posición segura y sin emplear medios de unión especiales, con alta velocidad de producción estando totalmente automatizadas la fabricación y el llenado del embalaje. De acuerdo con la invención es esencial que el grupo de productos que se trata de empaquetar y la parte superior de la tapa se ensamblen para formar la unidad de colocación. La unidad de colocación que mediante los pasos del proceso se forma a modo de un embalaje intermedio temporal, está preparada y destinada a ser recibida por la parte inferior del embalaje ya preparada con las paredes laterales verticales, mediante la colocación desde arriba dentro de esta parte inferior del embalaje. La unidad de colocación que se forma en el curso del procedimiento conforme a la invención es por lo tanto de tal clase que el por lo menos un grupo de productos se une con la correspondiente parte superior de la tapa formando una unidad de transporte, y al mismo tiempo se desplaza para colocarla en la parte inferior del embalaje. De acuerdo con el procedimiento conforme a la invención la unidad de colocación está formada de tal modo que cuando después se suelta el acceso del medio prensor a la unidad de colocación, ésta queda disuelta. Esto quiere decir que el por lo menos un grupo de productos y la parte superior del embalaje ya no están unidos formando una unidad de empaquetado autónoma que se puede desplazar en altura, sino que junto con la parte inferior del embalaje constituyen elementos del embalaje lleno. En conjunto, el dispositivo conforme a la invención tiene de este modo una construcción relativamente sencilla, porque la instalación de colocación... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para llenar un embalaje (1) compuesto de varias partes, con una parte inferior a modo de bandeja
(11) y una parte superior de cubierta (12) , con por lo menos un grupo (2) de productos individuales (21) reunidos, para lo cual se retira el por lo menos un grupo de productos (2) de una instalación de alimentación de productos (5) mediante un elemento prensor (81) que accede a ellos y se coloca desde arriba sobre la parte inferior del embalaje
(11) en forma de bandeja dotada de paredes laterales verticales, dotándose el embalaje (1) de la parte superior del embalaje (12) , caracterizado porque al retirar de la instalación de alimentación de productos (5) el por lo menos un grupo de productos (2) y la parte superior del embalaje (12) se unen fuera de la parte inferior del embalaje (11) para formar una unidad de colocación (3) desplazable, que mediante el elemento prensor (81) se desplaza en dirección vertical para unirla con la parte inferior del embalaje (11) , y porque para terminar el embalaje (1) lleno y dotado de la parte superior del embalaje (12) se libera el acceso del elemento prensor (81) a la unidad de colocación (3) , que de este modo queda disuelta.
2. Procedimiento según la reivindicación 1, caracterizado porque como parte superior del embalaje (12) se emplea un recorte plano de tapa (120) con un campo de tapa (121) que lleva articuladas unas aletas (123) , estando adaptado el campo de la tapa (121) a la cara superior del correspondiente grupo de productos (2) , y porque mientras se sujeta el grupo de productos (2) fuera de la parte inferior del embalaje (11) , se abaten las aletas (123) para formar un espacio de la tapa de tal modo que al abatirlos, el grupo de productos (2) llegue a estar situado al menos en parte en el espacio de la tapa.
3. Procedimiento según la reivindicación 2, caracterizado porque las aletas (123) se abaten durante el recorrido de la unidad de colocación (3) desde una posición en la instalación de alimentación de productos (5) a una posición de colocación encima de la correspondiente parte inferior del embalaje (11) .
4. Procedimiento según la reivindicación 2, caracterizado porque para formar y desplazar la unidad de colocación
(3) se abaten las aletas del recorte de la tapa (120) para unir este con el correspondiente grupo de productos (2) y se mantienen apretadas contra este.
5. Procedimiento según una de las reivindicaciones 2 a 4, caracterizado porque se emplea un recorte de tapa (120) con aletas (123) que mediante el elemento prensor (81) se abaten de tal modo que por lo menos en el embalaje terminado (1) lleguen a quedar adosadas a las paredes laterales (111) de la parte inferior del embalaje en forma de bandeja (11) .
6. Procedimiento según una de las reivindicaciones 2 a 5, caracterizado porque se emplea un recorte de tapa (120) que es de un material tal como cartón, cartón ondulado o material similar que al plegarlo desarrolle una fuerza de recuperación elástica, donde después de abatir las aletas (123) se llevan entre el grupo de productos (2) y las paredes laterales (111) de la parte inferior en forma de bandeja (12) y se sujetan de tal modo que al soltar el elemento prensor (81) de la unidad de colocación (3) llegan a adosarse contra la cara interior de las paredes laterales de la parte inferior (111) debido a la fuerza de recuperación.
7. Procedimiento según una de las reivindicaciones 2 a 6, caracterizado porque el recorte de la tapa (120) está previsto con unas aletas (123) que se abaten de tal modo que en el embalaje terminado (1) apoyan sobre el fondo de la parte inferior del embalaje (11) .
8. Procedimiento según una de las reivindicaciones 2 a 7, caracterizado porque el campo de la tapa (121) del recorte de la tapa (120) se lleva a asentar sobre el grupo de productos (2) , por lo menos en el embalaje terminado (1) .
9. Procedimiento según una de las reivindicaciones 2 a 8, caracterizado porque las aletas (123) se abaten un ángulo superior a 90º.
10. Procedimiento según la reivindicación 9, caracterizado porque el embalaje (1) se llena con un grupo (2) de productos individuales (21) que se estrechan hacia su fondo, y porque al preparar la unidad de colocación (3) se abaten las aletas (123) del recorte de la tapa (120) para formar un espacio de la tapa con perfil trapezoidal en forma de U, de tal modo que abrazan por debajo los productos individuales en las zonas laterales libres en las que se estrechan.
11. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque la parte superior del embalaje
(12) se sujeta mediante una fuerza de succión, que es ejercida por el elemento prensor (81) y se coloca encima de por lo menos un grupo de productos (2) para preparar la unidad de colocación (3) .
12. Procedimiento según una de las reivindicaciones 1 a 11, caracterizado porque para formar la unidad de colocación, el por lo menos un grupo de productos (2) se sujeta mediante una fuerza de succión que es ejercida por el elemento prensor (81) .
13. Procedimiento según una de las reivindicaciones 1 a 12, caracterizado porque se emplea una parte superior del embalaje (12) que presenta por lo menos un orificio de acceso (122) para por lo menos un elemento de succión
del producto (812) del elemento que ataca en la cara superior del grupo de productos (2) y porque la unidad de colocación (3) es sujetada por una fuerza de succión que actúa a través del por lo menos un orificio de acceso (122) .
14. Procedimiento según la reivindicación 13, caracterizado porque se emplea una parte superior del embalaje (12) que para preparar la unidad de colocación (3) presenta orificios de acceso (122) que se corresponden cada uno con un correspondiente producto individual (21) , donde para formar la unidad de colocación (3) , cada producto individual
(21) es sujetado por la fuerza de succión que actúa a través del correspondiente orificio de acceso (122) .
15. Procedimiento según la reivindicación 13 ó 14, caracterizado porque el elemento de succión de productos (812) atraviesa el correspondiente orificio de acceso (122) para formar la unidad de colocación (3) .
16. Procedimiento según una de las reivindicaciones 1 a 15, caracterizado porque para formar la unidad de colocación (3) se mantienen sujetos apretados entre sí el por lo menos un grupo de productos (2) y la por lo menos una parte superior del embalaje (12) .
17. Procedimiento según una de las reivindicaciones 1 a 16, caracterizado porque para formar y desplazar la unidad de colocación (3) se une la parte superior del embalaje (12) con el por lo menos un grupo de productos (2) mediante un elemento prensor (81) preparado para elevarse y descender.
18. Procedimiento según una de las reivindicaciones 1 a 17, caracterizado porque para formar y desplazar la unidad de colocación (3) el por lo menos un grupo de productos (2) y la parte superior del embalaje (12) se mantienen por lo menos durante una fase con una separación en altura (h) .
19. Dispositivo para realizar el procedimiento según una de las reivindicaciones 1 a 18 para la preparación de embalajes llenos (1) de forma consecutiva, caracterizado porque el dispositivo comprende una instalación de alimentación de productos (5) para productos individuales (21) , una instalación de alimentación (6) para partes inferiores de embalajes (11) dotados de paredes laterales verticales, una instalación de alimentación (7) para partes superiores del embalaje (12) , una instalación de empaquetado (8) para colocar por lo menos un grupo de productos
(2) de productos individuales alimentados (21) en una parte inferior de embalaje (11) correspondientemente alimentada así como una instalación de retirada (9) para retirar los embalajes (1) , estando preparada la instalación de empaquetado (8) de tal modo que une el por lo menos un grupo de productos (2) que es facilitado por la instalación de alimentación de productos (5) para formar la unidad de colocación (3) , con por lo menos una parte superior de embalaje (12) asignada por la unidad de alimentación (7) de partes superiores de embalaje, y coloca la unidad de colocación (3) sobre la parte inferior del embalaje (11) para preparar el embalaje (1) cerrado, lleno y dotado de la parte superior del embalaje (12) .
20. Dispositivo según la reivindicación 19, caracterizado porque la instalación de empaquetado (8) comprende una instalación prensora (80) que se puede accionar mediante una fuerza de succión, que para preparar la unidad de colocación (3) así como sujetar y colocar esta, ataca en la cara superior de por lo menos un grupo de productos (2) .
21. Dispositivo según la reivindicación 20, caracterizado porque la instalación prensora (80) comprende unos elementos de succión de productos (812) que se corresponden con los orificios de acceso (122) situados en la parte superior del embalaje (12) , y que para atacar cada uno en un correspondiente producto individual (21) del grupo de productos (2) actúan con fuerza de succión a través de los orificios de acceso (122) .
22. Dispositivo según la reivindicación 20 ó 21, caracterizado porque la instalación prensora (80) comprende por lo menos un elemento de succión (811) de la parte superior, que está preparada para colocar la parte superior del embalaje (12) encima del por lo menos un grupo de productos (2) y ensamblarla con la parte inferior del embalaje.
23. Dispositivo según una de las reivindicaciones 19 a 22, caracterizado porque la instalación de empaquetado (8) comprende una instalación prensora (80) que está preparada con unos elementos prensores laterales (813) para abatir y liberar las aletas (123) de un recorte de tapa (120) y que forma la parte superior del embalaje (12) para el correspondiente grupo de productos (2) .
24. Dispositivo según la reivindicación 23, caracterizado porque los elementos prensores laterales (813) están preparados de tal modo que abaten las aletas (123) para formar un cerco dentro del cual queda situado el grupo de productos (2) en la unidad de colocación (3) .
25. Embalaje con una parte inferior de embalaje a modo de bandeja en la que se alojan varios productos individuales y con la parte superior del embalaje que cubre los productos, caracterizado porque el embalaje ha sido preparado de acuerdo con el procedimiento de llenado según una de las reivindicaciones 1 a 18.
26. Parte superior de embalaje de un embalaje según la reivindicación 25, estando formada la parte superior del embalaje (12) por un recorte de tapa (120) que presenta orificios de acceso (122) que están realizados adaptados a la disposición y posición de los productos individuales (21) del correspondiente grupo de productos (2) , de tal modo que para formar la unidad de colocación (3) , cada orificio de acceso (122) constituye un paso para establecer una unión de succión entre la cara superior del producto individual (21) y un correspondiente elemento de succión del producto (812) de una instalación de empaquetado (8) .
27. Parte superior de embalaje según la reivindicación 26, caracterizada porque el recorte de la tapa (120) es de un material que al plegarlo desarrolla unas fuerzas de recuperación elásticas, y que está formado por un campo (121) que presenta los orificios de acceso (122) , al cual están articuladas unas aletas (123) que se abaten con fuerza de recuperación, que están dispuestas de tal modo que por el efecto de la fuerza de recuperación asientan desde el interior contra las paredes laterales (111) de una correspondiente parte inferior de embalaje (11) .
28. Parte superior de embalaje según la reivindicación 26 o 27, caracterizada porque el recorte de la tapa (120) está formado con tramos (124) para superficies de succión que están previstos entre los bordes longitudinales de recorte de la tapa (120) y los orificios de acceso (122) próximos al lado del borde longitudinal, y están adaptados a las dimensiones de la superficie de succión de los elementos de succión de la parte superior (811) formados por ventosas de succión.
Patentes similares o relacionadas:
MÁQUINA PARA DECORAR TAPAS DE ENVASES, del 25 de Junio de 2020, de TECOMSA MAQUINARIA INDUSTRIAL DEL LEVANTE, S.L.U: 1. Máquina para decorar tapas de envases que está caracterizada porque comprende un chasis que aloja una cinta transportadora que alimenta a una […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Procedimiento para el llenado aséptico de bolsas, del 8 de Abril de 2020, de Scholle IPN Corporation: Un procedimiento para llenar una bolsa aséptica que comprende los pasos de: - proporcionar una bolsa , incluyendo la bolsa un cuerpo que tiene una pluralidad […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Miembro de obturación con lengüeta, laminado para cortar con troquel el miembro de obturación con lengüeta a partir del mismo y un método de fabricación del miembro de obturación con lengüeta, del 15 de Enero de 2020, de SELIG SEALING PRODUCTS, INC.: Un miembro de obturación con lengüeta para unirse con un borde que rodea una abertura de recipiente, comprendiendo el miembro de obturación con lengüeta : […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Máquina de embalaje por embutición profunda con soporte de paquetes flexible, del 25 de Diciembre de 2019, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de embalaje por embutición profunda , que comprende una estación de conformado para fabricar piezas cóncavas de embalaje a partir […]
Elemento de cierre, del 27 de Noviembre de 2019, de Save-Ty Can Cap B.V: Unidad de cierre para una abertura de paso de flujo de un recipiente de bebida , comprendiendo la unidad de cierre: - […]