PROCEDIMIENTO Y DISPOSITIVO DE INTRODUCCIÓN A PRESIÓN CON UN FUNCIONAMIENTO BASADO EN ÉSTE.
Procedimiento para introducir a presión los lados (10, 11) de longitud desigual,
abiertos en V, unidos mediante una anilla (12) y montados en entalladuras correspondientes (8) de un material (7) de soporte en forma de tira o unidos mediante un alambre transversal, de una hilera (15, 16) de ganchos individuales (9) de alambre, que forman un elemento (6) de unión de gancho de alambre, en el extremo de una cinta (20, 21) mediante el suministro de calor en una estación de prensado en caliente que presenta mordazas calentables (30, 31) de prensado en caliente, penetrando en la cinta (20, 21) las puntas (13, 14) de gancho sobresalientes en ángulo agudo en el extremo de cada lado (10, 11) al doblarse y presentando los lados (10, 11) una posición de introducción a presión en forma de U, trasladándose a continuación la cinta (20, 21) junto con el elemento (6) de unión de gancho de alambre, fijado durante la introducción a presión, a una estación (40) de prensado en frío que presenta mordazas (41, 42) de reprensado y en la que se vuelve a prensar en frío y se somete a un prensado final, caracterizado porque después de introducirse a presión los ganchos (9) de alambre en el extremo (22, 23) de la cinta (20, 21) mediante el suministro de calor en la estación (31, 32) de prensado en caliente, el extremo de la cinta (20, 21) se traslada en otro paso en sentido transversal a su extensión hasta la estación (40) de prensado en frío, en la que se vuelve a prensar y se somete a un prensado final
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09002584.
F16G3/04MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16GCORREAS, CABLES O CUERDAS, UTILIZADOS ESENCIALMENTE PARA LA TRANSMISION DE UN MOVIMIENTO; CADENAS; ACCESORIOS UTILIZADOS ESENCIALMENTE CON ESTE FIN. › F16G 3/00 Grapas de correas, p. ej. para correas de transportadores (para las correas en V F16G 7/00). › en las que las extremidades separadas de los ojetes o elementos análogos en forma de U están fijas a la correa por piezas que penetran en la misma.
F16G3/16F16G 3/00 […] › Dispositivos o máquinas para empalmar las correas de transmisión o dispositivos similares.
Clasificación PCT:
F16G3/16F16G 3/00 […] › Dispositivos o máquinas para empalmar las correas de transmisión o dispositivos similares.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento y dispositivo de introducción a presión con un funcionamiento basado en éste [0001] La invención se refiere a un procedimiento de tipo genérico según el preámbulo de la reivindicación principal, a saber un procedimiento para introducir a presión los lados de longitud desigual, abiertos en V, unidos mediante una anilla y montados en entalladuras correspondientes de un material de soporte en forma de tira o unidos mediante un alambre transversal, de una hilera de ganchos individuales de alambre que forman un elemento de unión de gancho de alambre, denominado a continuación también elemento de unión de gancho de alambre, en el extremo de una cinta mediante el suministro de calor en una estación de prensado en caliente, penetrando en la cinta las puntas de gancho sobresalientes en ángulo agudo en el extremo de cada lado al doblarse y presentando los lados una posición de introducción a presión en forma de U, trasladándose a continuación la cinta junto con el elemento de unión de gancho de alambre, fijado durante la introducción a presión, a una estación de prensado en frío, en la que se vuelve a prensar en frío y se somete a un prensado final, así como se refiere a un dispositivo de introducción a presión según el preámbulo de la reivindicación independiente del dispositivo. [0002] Tal procedimiento de tipo genérico (documento DE-36 42 803-A) y tal dispositivo de introducción a presión de tipo genérico (documento DE 757 427) son conocidos y han dado buenos resultados. En este caso, los extremos de la cinta se sumergen en un adhesivo antes de introducirse a presión los ganchos de alambre, de modo que el material de soporte en forma de tira y hecho de papel queda fijado en la práctica sobre el extremo de la cinta. Sin embargo, la calidad de esta unión entre el papel y el extremo de la cinta no ha dado siempre buenos resultados. Como cinta se tiene en cuenta también cualquier material plano (por ejemplo, como en el documento WO2007/025567 A1). [0003] Además de los ganchos de alambre de un elemento de unión de gancho de alambre, que están montados en las entalladuras del material de soporte en forma de tira (documentos DE-36 48 03 A1, WO2007/025567 A1) se tienen en cuenta también aquellos, en los que los lados de una hilera de ganchos individuales de alambre están unidos, en su lugar, mediante un alambre transversal (EP-1 338 825-A1). [0004] La invención tiene el objetivo de configurar de manera más simple un procedimiento de tipo genérico, así como un dispositivo de introducción a presión de tipo genérico. [0005] Este objetivo se consigue según la invención en el caso de un procedimiento de tipo genérico, así como de un dispositivo de introducción a presión de tipo genérico mediante las características de los preámbulos de las respectivas reivindicaciones independientes. [0006] El procedimiento según la invención posibilita de forma simple un reprensado en frío, sin necesidad de extraer la cinta a todo lo largo en su dirección longitudinal, o sea, con una longitud igual a la anchura de la cinta, de la estación de prensado en caliente. En su lugar, la cinta se traslada en sentido transversal a su extensión a la estación de prensado en frío situada muy próxima a ésta o separada algunos centímetros de ésta, independientemente de la longitud de la cinta, para volverla a prensar en frío, así como someterla al prensado final. Por tanto, en el caso de un dispositivo de introducción a presión, que funciona según una de las reivindicaciones del procedimiento, tampoco se tiene que prever una segunda estación de trabajo dispuesta en dirección de las mordazas de prensado de manera separada al respecto; más bien es suficiente trasladar el extremo de la cinta a la estación de prensado en frío dispuesta al lado o a una distancia de pocos centímetros de una de las dos mordazas de prensado en caliente. [0007] Es decir, al usarse el procedimiento según la invención y el dispositivo de introducción a presión según la invención no sólo se prevé ventajosamente una estación de trabajo fácil de fabricar, sino que también se reduce considerablemente el tiempo necesario y el gasto para el transporte de la cinta. [0008] En el próximo paso, el extremo de la cinta se traslada adecuadamente en transversal, así como en paralelo a su extensión, o sea, también en paralelo a sí misma, a la estación de prensado en frío y durante un tiempo determinado de reprensado se vuelve a prensar aquí en frío, así como se somete al prensado final. [0009] En otra variante simplificada del procedimiento según la invención, el extremo de la cinta se traslada junto con el material de soporte colocado previamente a la estación de prensado en frío y se vuelve a prensar aquí en frío. [0010] En una configuración más simple, la estación de prensado en frío presenta un par de mordazas de reprensado dispuestas de forma óptima en paralelo a las mordazas de prensado en caliente. [0011] En una primera forma de realización especialmente simple, las mordazas de reprensado están configuradas como parte de una de las dos mordazas de prensado en caliente. [0012] Otras configuraciones y variantes adecuadas de la invención están caracterizadas en las reivindicaciones secundarias. 2 [0013] Un ejemplo de realización de la invención se explica detalladamente a continuación haciendo referencia a los dibujos. Muestran: Fig. 1 un elemento de unión de gancho de alambre en representación en perspectiva; Fig. 2 el material de soporte troquelado según la figura 1, en vista en planta desde arriba; Fig. 3 un gancho individual de alambre según la figura 1, en vista lateral; Fig. 4 dos elementos de unión de gancho de alambre montados en los extremos de cintas, en vista en planta desde arriba; Fig. 5 los elementos de unión de gancho de alambre, montados en las cintas, según la figura 4, en el corte V-V; Fig. 6 un dispositivo de introducción a presión para los elementos de unión de gancho de alambre en una primera posición de trabajo y en vista esquemática y Fig. 7 el dispositivo de introducción a presión según la figura 5 con elementos de unión de gancho de alambre en una segunda posición de trabajo. [0014] El elemento de unión de gancho de alambre, mostrado en la figura 1 e identificado en general con el número 6, presenta un material 7 de soporte en forma de tira, moldeado aproximadamente en U, abierto hacia abajo y hecho de un tejido textil, con preferencia de una banda adhesiva de tejido como en la Fig. 2- provista de una pluralidad de entalladuras configuradas como agujeros 8 dispuestos a distancia, así como en paralelo entre sí para ganchos individuales 9 de alambre. [0015] Cada gancho individual 9 de alambre, doblado previamente en V y hecho con preferencia de un alambre redondo de acero, presenta aquí dos lados 10, 11 de longitud desigual que discurren de manera angular en un ángulo entre sí a ambos lados de la zona plegada, que forma una anilla 12, con puntas 13, 14 de gancho dobladas una hacia otra por sus extremos (figura 3). [0016] Estos ganchos individuales 9 de alambre se insertan en la pluralidad de agujeros 8 del material plano 7 de soporte. Al plegarse para obtener la forma en U abierta hacia abajo que se muestra en la figura 1, los ganchos de alambre se fijan en los agujeros 8 para formar el elemento 6 de unión de gancho de alambre. El tamaño, la anchura y la distancia de los agujeros 8 entre sí dependen del tamaño de los ganchos 9 de alambre. [0017] En el material 7 de soporte queda montada entonces una hilera 15 de ganchos individuales 9 de alambre que no están unidos entre sí y se encuentran dispuestos por pares a distancia y en paralelo uno respecto a otro. En el centro entre un par contiguo entre sí de ganchos 9 de alambre, dispuestos en paralelo uno respecto a otro, está situado en cada caso un gancho de alambre dispuesto en imagen especular respecto al plano formado por sus bisectrices y todos forman entre sí asimismo una hilera 16 de ganchos 9 de alambre no unidos entre sí y dispuestos por pares a distancia y en paralelo uno respecto a otro, de modo que con un lado corto de una hilera 15 colindan dos lados largos de la otra hilera 16. [0018] Los elementos 6 de unión de gancho de alambre se montan en los dos extremos enfrentados 22, 23 de dos cintas 20, 21 mediante introducción a presión por el efecto del calor, como muestra esquemáticamente la figura 4. Las puntas 13, 14 de gancho apenas sobresalen o no sobresalen del otro lado de las cintas, sino que se cubren con el material 7 de soporte; en todo caso, las puntas de gancho sobresalen un poco y fijan el material de soporte desde el otro lado. El canto de cada extremo 22, 23 de la cinta 20, 21 está cubierto adicionalmente con una parte del material 7 de soporte, logrando así una estabilidad. Sin embargo, como cinta se tiene en cuenta también una banda o también... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para introducir a presión los lados (10, 11) de longitud desigual, abiertos en V, unidos mediante una anilla (12) y montados en entalladuras correspondientes (8) de un material (7) de soporte en forma de tira o unidos mediante un alambre transversal, de una hilera (15, 16) de ganchos individuales (9) de alambre, que forman un elemento (6) de unión de gancho de alambre, en el extremo de una cinta (20, 21) mediante el suministro de calor en una estación de prensado en caliente que presenta mordazas calentables (30, 31) de prensado en caliente, penetrando en la cinta (20, 21) las puntas (13, 14) de gancho sobresalientes en ángulo agudo en el extremo de cada lado (10, 11) al doblarse y presentando los lados (10, 11) una posición de introducción a presión en forma de U, trasladándose a continuación la cinta (20, 21) junto con el elemento (6) de unión de gancho de alambre, fijado durante la introducción a presión, a una estación (40) de prensado en frío que presenta mordazas (41, 42) de reprensado y en la que se vuelve a prensar en frío y se somete a un prensado final, caracterizado porque después de introducirse a presión los ganchos (9) de alambre en el extremo (22, 23) de la cinta (20, 21) mediante el suministro de calor en la estación (31, 32) de prensado en caliente, el extremo de la cinta (20, 21) se traslada en otro paso en sentido transversal a su extensión hasta la estación (40) de prensado en frío, en la que se vuelve a prensar y se somete a un prensado final. 2. Procedimiento según la reivindicación 1, caracterizado porque el extremo de la cinta se traslada en el otro paso en paralelo a su extensión hasta la estación (40) de prensado en frío en sentido transversal al respecto. 3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el extremo (22, 23) de la cinta (20, 21) se traslada junto con el material (7) de soporte en el otro paso en sentido transversal a su extensión hasta la estación (40) de prensado en frío. 4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque las mordazas (41, 42) de reprensado de la estación (40) de prensado en frío no están calentadas. 5. Dispositivo de introducción a presión con dos mordazas calentables (30, 31) de prensado en caliente, como estación de prensado en caliente, que se pueden mover relativamente entre sí desde una posición abierta para alojar los lados (10, 11) abiertos en V de la hilera (15, 16) de ganchos individuales (9) de alambre, que forman un elemento (6) de unión de gancho de alambre, hasta una posición cerrada que lleva los lados (10, 11) a la posición de introducción a presión en U, que además de una de las dos mordazas (30, 31) de prensado en caliente de la estación de prensado (30, 31) en caliente presenta la estación (40) de prensado en frío, presentando la estación (40) de prensado en frío un par de mordazas de prensado, caracterizado porque éstas están configuradas como mordazas (41, 42) de reprensado, porque las mordazas (41, 42) de reprensado están configuradas como parte de una de las dos mordazas (30, 31) de prensado en caliente o porque al menos una de las mordazas (30, 31) de prensado en caliente se somete a presión en su lado trasero, opuesto a la hendidura (32) de prensado, mediante al menos un pistón (51, 52) de prensado con el fin de llevar a cabo el prensado y porque uno de los dos pistones de prensado (52) fijo en la máquina o móvil presenta el par de las mordazas (41, 42) de reprensado de la estación (40) de prensado en frío. 6. Dispositivo de introducción a presión según la reivindicación 5, caracterizado porque las mordazas (41, 42) de reprensado están dispuestas en paralelo a las mordazas (30, 31) de prensado en caliente. 7. Dispositivo de introducción a presión según la reivindicación 5, caracterizado porque una (41) de las dos mordazas (41, 42) de reprensado está separada del otro pistón (52) de prensado y guiada de forma móvil respecto a éste y la otra mordaza (42) de reprensado está formada por el otro pistón (52) de prensado. 8. Dispositivo de introducción a presión según la reivindicación 7, caracterizado porque la mordaza separada (42) de reprensado está guiada de forma móvil a lo largo de una guía lineal (44). 9. Dispositivo de introducción a presión según la reivindicación 8, caracterizado porque la mordaza separada (42) de reprensado está guiada de forma móvil a lo largo de una guía lineal (44) configurada como guía telescópica. 10. Dispositivo de introducción a presión según la reivindicación 8 ó 9, caracterizado porque la mordaza separada (42) de reprensado está guiada de forma móvil a lo largo de una guía lineal (44), configurada como guía telescópica, en contra de la fuerza de un resorte de gas o resorte helicoidal (43). 11. Dispositivo de introducción a presión según la reivindicación 5, caracterizado porque ambas mordazas (30, 31) de prensado en caliente se someten a presión en su lado trasero, opuesto a la hendidura (32) de prensado, mediante un pistón (51, 52) de prensado respectivamente con el fin de llevar a cabo el prensado. 6 7 8 REFERENCIAS CITADAS EN LA DESCRIPCIÓN Esta lista de referencias citadas por el solicitante es sólo para la comodidad del lector. No forma parte del documento de patente europea. Aunque se ha tomado especial cuidado en la compilación de las referencias, no se pueden excluir errores u omisiones y la OEP rechaza toda responsabilidad a este respecto. Documentos de patentes citados en la descripción 9
Patentes similares o relacionadas:
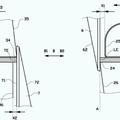
Prensa de vulcanización móvil, del 4 de Marzo de 2020, de Vulctech GmbH: Medio de seguridad para una prensa de vulcanización móvil con
un perno de tracción , que presenta en uno de sus dos extremos axiales una […]
MÁQUINA EMPALMADORA DE CINTAS TRANSPORTADORAS PROVISTA DE MEDIOSDE REFRIGERACIÓN POR AIRE, del 3 de Marzo de 2020, de ESBELT, S.A.: 1. Máquina empalmadora de cintas transportadoras provista de medios de refrigeración por aire, que comprende dos placas longitudinales (11, […]
Material de revestimiento de tambor y método de instalación del mismo, del 13 de Noviembre de 2019, de ALBANY INTERNATIONAL CORP.: Un material de revestimiento que se puede coser en una máquina para uso en una polea o tambor cilíndrico para una máquina industrial, comprendiendo […]
Aparato de instalación para un material de revestimiento de tambor, del 5 de Junio de 2019, de ALBANY INTERNATIONAL CORP.: Un aparato para instalación de un material de revestimiento para una polea cilíndrica o rodillo de accionamiento o tambor para una máquina industrial seleccionada […]
Dispositivo y procedimiento para empalmar piezas de miembros de banda, del 13 de Marzo de 2019, de VMI Holland B.V: Dispositivo para empalmar miembros de banda para componentes de neumáticos, que comprende una primera pinza y una segunda pinza dispuestas para pinzar […]
Empalmadora de cinta refrigerada por aire, del 6 de Noviembre de 2018, de Shaw-Almex Industries Limited: Empalmadora , para realizar empalmes en cintas transportadoras, caracterizada por la siguiente combinación que incluye:
Carcasas […]
Aparato de corte y empalme para cintas transportadoras y método, del 2 de Noviembre de 2016, de Flexible Steel Lacing Company: Un aparato de corte y empalme de cinta transportadora para unir los extremos de una o más cintas transportadoras, comprendiendo dicho aparato de corte y empalme […]
Empalmadora de cinta de liberación rápida y método de funcionamiento, del 17 de Febrero de 2016, de LAITRAM, LLC: Empalmadora de cinta que comprende:
mordazas de pinza primera y segunda en una relación enfrentada; en el que la empalmadora […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Dispositivo y procedimiento para empalmar piezas de miembros de banda, del 13 de Marzo de 2019, de VMI Holland B.V: Dispositivo para empalmar miembros de banda para componentes de neumáticos, que comprende una primera pinza y una segunda pinza dispuestas para pinzar […]
Dispositivo y procedimiento para empalmar piezas de miembros de banda, del 13 de Marzo de 2019, de VMI Holland B.V: Dispositivo para empalmar miembros de banda para componentes de neumáticos, que comprende una primera pinza y una segunda pinza dispuestas para pinzar […]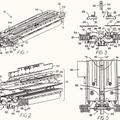 Empalmadora de cinta de liberación rápida y método de funcionamiento, del 17 de Febrero de 2016, de LAITRAM, LLC: Empalmadora de cinta que comprende:
mordazas de pinza primera y segunda en una relación enfrentada; en el que la empalmadora […]
Empalmadora de cinta de liberación rápida y método de funcionamiento, del 17 de Febrero de 2016, de LAITRAM, LLC: Empalmadora de cinta que comprende:
mordazas de pinza primera y segunda en una relación enfrentada; en el que la empalmadora […]