Procedimiento y dispositivo para la fabricación de tela no tejida a partir de filamentos.
Procedimiento para la fabricación de telas no tejidas a partir de filamentos,
en particular a partir de materialtermoplástico,
en el que los filamentos son hilados a partir de al menos un dispositivo de hilatura, a continuación son refrigerados yestirados así como a continuación son depositados sobre una base de deposición para formar la cinta de tela notejida (11),
en el que la cinta de tela no tejida (11) es pre-solidificada a través de agujeteado mecánico, en el que después de ladeposición de los filamentos para formar la cinta de tela no tejida (11) y antes del agujeteado mecánico de la cintade tela no tejida (11), se introduce un medio líquido en la cinta de tela no tejida (11),
en el que la cinta de tela no tejida (11) es solidificada finalmente a continuación a través de solidificaciónhidrodinámica o bien hidráulica,
y en el que la cinta de tela no tejida (11) solidificada finalmente presenta un peso específico de más de 80 g/m2, conpreferencia de más de 100 g/m2.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08009814.
Solicitante: REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK.
Nacionalidad solicitante: Alemania.
Dirección: SPICHER STRASSE 46-48 53839 TROISDORF ALEMANIA.
Inventor/es: SOMMER, SEBASTIAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D04H3/10 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones entre hilos y filamentos realizadas mecánicamente.
PDF original: ES-2440256_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de tela no tejida a partir de filamentos La invención se refiere a un procedimiento para la fabricación de tela no tejida a partir de filamentos, en particular a partir de material termoplástico. Además, la invención se refiere también a un dispositivo para la fabricación de tales telas no tejidas. Filamentos significan en el marco de la invención especialmente filamentos sin fin. Los filamentos sin fin se diferencian, en virtud de su longitud casi infinita de las fibras cortadas, que presentan longitudes esencialmente más reducidas de, por ejemplo, 10 a 60 mm.
Se conocen procedimientos y dispositivos del tipo mencionado al principio por la práctica en diferentes formas de realización. En estos procedimientos, los filamentos son hilados con la ayuda de un dispositivo de hilatura y son depositados sobre una base de apoyo, en particular sobre una contra transportadora de deposición o bien una cinta de tamiz de deposición. Es conocido pre-solidificar esta cinta de tela no tejida a través de una solidificación de chorro de agua. El tratamiento con chorro de agua se realiza en este caso, en general, solamente desde un lado de la cinta de tela no tejida. A continuación se desprende la capa de filamentos pre-solidificada o bien la cinta de tela no tejida desde la cinta de tamiz de deposición y se conduce a una instalación separada de chorro de agua para la solidificación con chorro de agua o bien para la solidificación hidráulica. En el caso de pesos específicos altos de la cinta de tela no tejida por encima de aproximadamente 80 g/m2, en particular por encima de 100 g/m2 y sobre todo por encima de 150 g/m2, se ha mostrado que solamente bajo presiones muy altas del agua es posible pre-solidificar la capa densa de filamentos o bien la cinta de tela no tejida hasta los filamentos inferiores. Esto va unido con un gasto de energía relativamente alto. Por lo demás, esta pre-solidificación hidrodinámica condiciona una compactación relativamente alta de la cinta de tela no tejida. En el caso de la solidificación final hidráulica, los chorros de agua inciden entonces sobre una barrera relativamente densa, que debe perforarse de tal manera que los filamentos se entrelazan entre sí a través de la densidad de la tela no tejida. Especialmente en el caso de cintas de tela no tejida con pesos específicos más elevados, es necesaria para ello una presión elevada del agua y, por lo tanto, un empleo relativamente alto de energía. En esta solidificación final hidráulica es habitual que se eleve la entrada de energía de las toberas de chorro de agua escalonadas unas detrás de las otras y de las primeras con respecto a las otras toberas. Las toberas con la entrada máxima de energía están dispuestas con relación a la dirección de transporte de la cinta de tela no tejida en el extremo o en el centro de la instalación de chorro de agua. En el caso de cintas de tela no tejida con pero específico muy alto, el consumo de energía es tan alto que el procedimiento no es ya aplicable.
Una solución alternativa consiste en encajan la capa de filamentos suelos o bien la cinta de tela no tejida entre dos cintas de tamiz que marchan al mismo tiempo y entonces realizar el tratamiento con chorro de agua a través de estas cintas de tamiz. En este tipo de procedimiento, sin embargo, las cintas de tamiz reflejan de manera desfavorable una parte de la energía del agua, de manera que también aquí el balance de energía deja mucho que desear.
En el documento WO 01/25529A se describe un forro de talón para la industria del calzado así como un procedimiento para la fabricación de un forro de calzado de este tipo. El forro de talón es fabricado a partir de una tela no tejida con pesos específicos de 180 a 350 g/m2. La capa de tela no tejida o bien el material de tela no tejida se pre-solidifica en primer lugar. Esta pre-solidificación se realiza a través de calandrado o bien a través de agujeteado. Entonces se realiza una solidificación final como solidificación con chorro de agua.
En el documento DE 100 61 367 A1 se describe una funda para un airbag lateral. Esta funda está constituida por una tela no tejida de poliéster solidificado. Esta tela no tejida de poliéster se puede pre-solidificar térmicamente a través de agujeteado mecánico. La solidificación final de la tela no tejida se realiza también aquí a través de agujereado con chorro de agua.
El documento EP-A-1 561 848 se refiere a un procedimiento para la fabricación de una tela no tejida a partir de filamentos. En primer lugar se realiza una pre-solidificación de la cinta de tela no tejida. A continuación se humedece la cinta de tela no tejida y luego se solidifica finalmente a través de solidificación hidrodinámica.
El documento EP-A-1 447 466 se refiere de la misma manera a un procedimiento para la fabricación de una tela no tejida a partir de filamentos, La cinta de tela no tejida se pre-solidifica aquí en primer lugar en una calandria y a continuación se trata con un reticulante. Luego se lleva a cabo una solidificación final hidrodinámica de la tela no tejida.
La invención se basa en el problema técnico de indicar un procedimiento del tipo mencionado al principio, con el que se puede solidificar una cinta de tela no tejida, en particular con pesos específicos mayores que aproximadamente 80 g/m2 y sobre todo mayores que aproximadamente 100 g/m2 de una manera sencilla y poco costosa y con el empleo más reducido posible de energía o bien con el menor empleo total de energía posible. El procedimiento de acuerdo con la invención es muy especialmente adecuado para cintas de tela no tejida con pesos específicos a partir de 150 g/m2. La invención se basa, además, en el problema técnico de indicar un dispositivo correspondiente
para la fabricación de telas no tejidas.
Para la solución de este problema técnico, la invención enseña un procedimiento para la fabricación de telas no tejidas a partir de filamentos, en particular a partir de material termoplástico,
en el que los filamentos son hilados a partir de al menos un dispositivo de hilatura, a continuación son refrigerados y estirados así como a continuación son depositados sobre una base de deposición para formar la cinta de tela no tejida,
en el que la cinta de tela no tejida es pre-solidificada a través de agujeteado mecánico, en el que después de la deposición de los filamentos para formar la cinta de tela no tejida y antes del agujeteado mecánico de la cinta de tela no tejida, se introduce un medio líquido en la cinta de tela no tejida,
en el que la cinta de tela no tejida es solidificada finalmente a continuación a través de solidificación hidrodinámica,
y en el que la cinta de tela no tejida solidificada finalmente presenta un peso específico de más de 80 g/m2, con preferencia de más de 100 g/m2 y de una manera especialmente preferida de más de 150 g/m2.
Agujeteado mecánico significa el agujeteado de la cinta de tela no tejida con un dispositivo de agujas o bien una máquina de agujas, que presenta, en general, una pluralidad de agujas, que penetran durante el agujeteado en la cinta de tela no tejida – Solidificación hidrodinámica o solidificación hidráulica significa la solidificación con chorros de agua a alta presión, que actúan sobre la cinta de tela no tejida.
El título de los filamentos en la cinta de tela no tejida es de manera más conveniente de 0, 6 a 10 den, con preferencia de 1 a 6 den y de manera especialmente preferida de 1 a 3 den. En el caso de mezclas de filamentos, el título de los filamentos puede estar también entre 0, 05 y 20 den. El procedimiento de acuerdo con la invención se ha revelado como especialmente conveniente sobre todo con títulos más bajos entre 0, 05 den y 10 den, con preferencia entre 0, 05 y 6 den, puesto que la capa de fibras o bien la cinta de tela no tejida es entonces relativamente densa y a pesar de todo es posible una solidificación con empleo de energía relativamente reducido. Las cintas de tela no tejida generadas de acuerdo con la invención a partir de fibras más finas se caracterizan por una resistencia ventajosamente alta.
Está en el marco de la invención que los filamentos son refrigerados después de la salida desde el dispositivo de hilatura en una cámara de refrigeración y son estirados en una instalación de estiramiento o bien son estirados aerodinámicamente. Además, está en el marco de la invención, que los filamentos estirados son conducidos a continuación a una instalación de estiramiento a través de una instalación de tendido, que presenta, además, al menos un difusor. A continuación de la instalación de tendido o bien a continuación del difusor se depositan los... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de telas no tejidas a partir de filamentos, en particular a partir de material termoplástico,
en el que los filamentos son hilados a partir de al menos un dispositivo de hilatura, a continuación son refrigerados y estirados así como a continuación son depositados sobre una base de deposición para formar la cinta de tela no tejida (11) ,
en el que la cinta de tela no tejida (11) es pre-solidificada a través de agujeteado mecánico, en el que después de la deposición de los filamentos para formar la cinta de tela no tejida (11) y antes del agujeteado mecánico de la cinta de tela no tejida (11) , se introduce un medio líquido en la cinta de tela no tejida (11) ,
en el que la cinta de tela no tejida (11) es solidificada finalmente a continuación a través de solidificación hidrodinámica o bien hidráulica,
y en el que la cinta de tela no tejida (11) solidificada finalmente presenta un peso específico de más de 80 g/m2, con preferencia de más de 100 g/m2.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque como medio líquido se emplea un medio líquido hidrófilo.
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado porque el medio líquido se incorpora en una cantidad de 0, 2 a 25 %, con preferencia en una cantidad de 0, 3 a 20 % y de manera preferida en una cantidad de 0, 4 a 15 % con respecto al peso de la cinta de tela no tejida (11) seca o bien el peso de una sección de la superficie seca de la cinta de tela no tejida (11) en la cinta de tela no tejida (11) .
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, en el que el agujeteado mecánico de la cinta de tela no tejida (11) se realiza con una densidad de punción inferior a 70 E/cm2.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, en el que la cinta de tela no tejida (11) es prehumedecida después del agujeteado mecánico y antes de la solidificación hidráulica o bien solidificación final.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, en el que el tratamiento con chorro de agua durante la solidificación hidráulica o bien la solidificación final se realiza tanto desde el lado superior como también desde el lado inferior de la cinta de tela metálica (11) .
7. Procedimiento de acuerdo con la reivindicación 6, en el que el tratamiento con chorro de agua se realiza con al menos una barra de chorro de agua a alta presión (20, 21) sobre el lado superior de la cinta de tela no tejida y con al menos una barra de chorro de agua a alta presión (20, 21) debajo del lado inferior de la cinta de tela no tejida (11) .
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, en el que se trabaja con una pluralidad de barras de chorros de agua a alta presión (20, 21) durante la solidificación / solidificación final hidráulica y en el que la barra de chorro de agua a alta presión (20, 21) con el máximo trabajo de solidificación hidráulica presenta una porción de al menos 33 %, con preferencia una porción de al menos 40 % del trabajo total de solidificación hidráulica.
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, en el que todo el trabajo de solidificación hidráulica es inferior 1kWh/kg, con preferencia inferior a 0, 8 kWh/kg.
10. Procedimiento de acuerdo con una de las reivindicaciones 1 a 9, en el que durante la solidificación hidráulica se trabaja con una instalación de chorro de agua (17) , en particular con al menos una barra de chorro de agua a alta presión (20, 21) , que presenta una densidad de perforación inferior a 40 hpi, con preferencia inferior a 35 hpi y de manera preferida inferior a 30 hpi.
11. Procedimiento de acuerdo con una de las reivindicaciones 1 a 10, en el que durante la solidificación / solidificación final hidráulica se trabaja con una instalación de chorro de agua (17) , en particular con al menos una barra de chorro de agua a alta presión (20, 21) , que presenta un diámetro de los taladros de 0, 08 a 0, 25 mm, con preferencia de 0, 08 a 0, 16 mm y de manera preferida de 0, 10 a 0, 16 mm.
12. Procedimiento de acuerdo con una de las reivindicaciones 1 a 11, en el que durante la solidificación / solidificación hidráulica se trabaja con una instalación de chorro de agua (17) , en particular con al menos una barra de chorro de agua a alta presión (20) , que es accionada con una presión del agua de mas de 220 bares y en el que con preferencia está prevista al menos una barra de chorro de agua a alta presión (21) , que funciona con una presión del agua entre 130 y 220 bares.
13. Procedimiento de acuerdo con una de las reivindicaciones 1 a 12, en el que la cinta de tela no tejida (11) solidificada finalmente presenta un peso específico de más de 130 g/m2, con preferencia de más de 150 g/m2.
14. Dispositivo para la fabricación de tela no tejida a partir de filamentos, en particular de material termoplástico, especialmente para la realización de un procedimiento de acuerdo con una de las reivindicaciones 1 a 11,
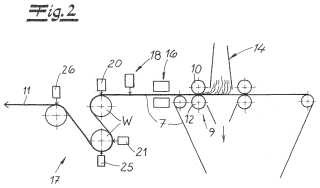
en el que está previsto un dispositivo de hilado para la hilatura de los filamentos, en el que está previsto un dispositivo de refrigeración o bien cámara de refrigeración (2) para la refrigeración de los filamentos y una instalación de estiramiento (4) conectada allí para el estiramiento de los filamentos así como una capa de deposición para la deposición de los filamentos para formar la cinta de tela no tejida (11) ,
en el que, además, está presente un dispositivo de agujeteado (16) , con el que se puede pre-solidificar la cinta de tela no tejida (11) a través de agujeteado mecánico, de manera que después de la deposición de los filamentos para formar la cinta de tela no tejida (11) y antes del agujeteado mecánico de la cinta de tela no tejida (11) se puede introducir un medio líquido en la cinta de tela no tejida (11) ,
y en el que está prevista al menos una instalación de chorro de agua (17) , con la que se puede solidificar finalmente hidráulicamente la cinta de tela no tejida (11) y en el que el tratamiento con chorro de agua para la solidificación final hidráulica se realiza desde el lado superior y desde el lado inferior de la cinta de tela no tejida (11) .
15. Dispositivo de acuerdo con la reivindicación 14, en el que delante de la instalación de chorro de agua (17) está dispuesta una instalación de humidificación previa (18) para la humidificación previa de la cinta de tela no tejida (11) .
Patentes similares o relacionadas:
Red de rejilla multiaxial, del 4 de Marzo de 2020, de Sailmaker International S.p.A: Una red de rejilla multiaxial permeable que comprende una pluralidad de primeros y segundos hilos que están entrelazados y superpuestos […]
Fieltro punzonado de lana mineral y aditivo de punzonado, utilización del aditivo de punzonado para punzonar lana mineral, del 13 de Noviembre de 2019, de SAINT-GOBAIN ISOVER: Fieltro punzonado obtenido mediante punzonado de lana mineral utilizando un aditivo de punzonado libre de formaldehído y flúor para la preparación […]
Estera para formar un césped artificial y proceso para producir tal estera, del 13 de Febrero de 2019, de BFS Europe NV: Una estera , para formar un césped artificial , que comprende una capa amortiguadora ; y fibras artificiales ; dichas fibras artificiales (4, […]
Método para producir un material no tejido hidroenmarañado, del 13 de Diciembre de 2018, de Essity Hygiene and Health Aktiebolag: Un método para producir un material no tejido por hidroenmarañamiento de una mezcla de fibras que contiene filamentos hilados-extendidos, fibras naturales y fibras cortadas […]
Tejidos de micro y nanofibras duraderos, de alta resistencia, producidos fibrilando islas bicomponentes en el mar de fibras, del 6 de Abril de 2016, de NORTH CAROLINA STATE UNIVERSITY: Una tela no tejida preparada pro fibrilación a través de hidroenredado de una tela no tejida que comprende filamentos bicomponente termoplásticos […]
Procedimiento de realización de un alma con fibras de puenteo integradas para paneles de materiales compuestos, panel obtenido y dispositivo, del 8 de Abril de 2015, de SAERTEX FRANCE: Procedimiento de realización de un alma con unas fibras de puenteo, integradas, para la fabricación de paneles compuestos, caracterizado […]
Procedimiento y dispositivo de producción de geotextil no tejido y geotextil así producido, del 4 de Marzo de 2015, de GEOCHANVRE F: Geotextil no tejido, caracterizado por que incluye: - tallos de vegetales aplastados de un diámetro superior a cinco milímetros, - […]
Procedimiento de fabricación de un complejo multi-axial de napas realizadas a partir de cables cuarteados bajo la forma de bandas e instalación de fabricación, del 29 de Octubre de 2014, de FERLAM TECHNOLOGIES: Procedimiento de fabricación de un complejo multi axial de napas realizadas a partir de cables cuarteados bajo la forma de bandas, que consiste […]