PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN HILO ELÁSTICO CUBIERTO Y LA SUSTITUCIÓN AUTOMÁTICA DE LOS CARRETES DE ALIMENTACIÓN.
Un procedimiento para la fabricación de un hilo compuesto (FC) que comprende por lo menos un hilo elástico (F1,
F2) cubierto con por lo menos un hilo de recubrimiento (FT) y para la sustitución automática de los carretes (R1, R2) de hilo elástico, que comprende las fases de: - alimentación del hilo de recubrimiento (FT) de un modo esencialmente continuo a lo largo de una trayectoria de alimentación, a través de por lo menos un primer chorro de entrelazamiento (2); - distribución de un primer hilo elástico (F1) desde un primer carrete (R1) a través del primer chorro de entrelazamiento (2); - revestimiento del primer hilo elástico (F1) con dicho hilo de recubrimiento (FT) para formar el hilo compuesto (FC) y el devanado del hilo compuesto en una canilla (BC); - disposición de un segundo carrete (R2) de un segundo hilo elástico (F2) en una posición de espera; - retención de una parte inicial de dicho segundo hilo elástico (F2) en la proximidad de dicho primer chorro de entrelazamiento (2); - cuando se interrumpe la distribución del primer hilo elástico (F1): - la sustitución de la canilla de hilo compuesto (BC) por un nuevo tubo (T); - la liberación de dicha parte inicial del segundo hilo elástico (F2) y la unión de dicho hilo de recubrimiento (FT) y dicho segundo hilo elástico (F2) utilizando el primer chorro de entrelazamiento (2); - reanudar la fabricación del hilo compuesto (FC) cubriendo el segundo hilo elástico (F2) con dicho hilo de recubrimiento (FT) y devanando el hilo compuesto (FC) en dicho nuevo tubo, en el que dicho segundo hilo elástico (F2) es insertado en el interior de dicho primer chorro de entrelazamiento (2) y retenido en su interior, esperando la interrupción del primer hilo elástico (F1)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2004/000650.
Solicitante: Giudici S.p.a.
Nacionalidad solicitante: Italia.
Dirección: VIA G. SALVEMINI, 3 60035 JESI ITALIA.
Inventor/es: GRASSI,NERINO, GORGAINI,Samuele.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Noviembre de 2004.
Clasificación PCT:
- B65H49/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 49/00 Desenrollado o desbobinado de material filiforme; Soporte, almacenamiento o transporte de paquete cuyo material filiforme debe ser estirado o desbobinado (enrollado B65H 54/00; aletas de bancos de husos u otras guías que ayudan al devanado B65H 57/00; bobinas, tubos u otros mandriles para paquetes B65H 75/00). › Dispositivos que soportan los paquetes.
- B65H65/00 B65H […] › Fijación del material a los núcleos o gálibos (disposiciones para fijar los extremos de material a núcleos, soportes, gálibos o piezas de sujeción, p. ej. carretes, B65H 75/28).
- B65H67/02 B65H […] › B65H 67/00 Reemplazamiento o sacado de núcleos, receptáculos o paquetes acabados en los puestos de desbobinado, de enrollado o de almacenado. › Disposiciones para quitar los núcleos o recipientes después del uso y reemplazarlos por paquetes de alimentación a los puestos de devanado (soportes para paquetes B65H 49/04, B65H 49/20).
- B65H69/06 B65H […] › B65H 69/00 Procesos o dispositivos para empalmar longitudes sucesivas del material; Dispositivos de anudado. › por empalme.
- D02G3/32 TEXTILES; PAPEL. › D02 HILOS; ACABADO MECANICO DE HILOS O CUERDAS; URDIDO O PLEGADO. › D02G RIZADO U ONDULADO DE LAS FIBRAS, FILAMENTOS, HILOS O HILADOS; HILADOS O HILOS. › D02G 3/00 Hilados o hilos, p. ej. hilos de fantasía; Procedimientos o aparatos para su producción no previstos en otro lugar (para producir hilos rizados u ondulados D02G 1/00). › Hilados o hilos elásticos.
- D02J1/08 D02 […] › D02J ACABADO O APRESTO DE LOS FILAMENTOS, HILADOS, HILOS CABLEADOS, CUERDAS O SIMILARES (ondulación o rizado D02G; por tratamiento con la ayuda de líquidos, gases o vapores D06B; acabado de forma distinta al tratamiento por líquido de hilos en forma de cadena o de lámina D06C; para la parte química, ver D06L, D06M, D06P, D06Q; tratamiento durante la fabricación de cuerdas, aparatos para el tratamiento auxiliar de cuerdas en su fabricación D07B). › D02J 1/00 Modificación de la estructura o de las propiedades resultantes de una estructura particular; Modificación, conservación o restauración de la forma física o de la sección transversal, p. ej. por utilización de matrices o de rodillos de presión (modificación de la superficie solamente D02J 3/00). › Enlazamiento de filamentos constituyentes sin provocar su ruptura, p. ej. con ayuda de corrientes de aire turbulentas.
- D02J1/16 D02J 1/00 […] › Frotamiento o trabajo análogo, p. ej. para redistribuir o quitar las fibras.
Clasificación antigua:
- B65H49/20 B65H 49/00 […] › Dispositivos que soportan los paquetes.
- B65H65/00 B65H […] › Fijación del material a los núcleos o gálibos (disposiciones para fijar los extremos de material a núcleos, soportes, gálibos o piezas de sujeción, p. ej. carretes, B65H 75/28).
- B65H67/02 B65H 67/00 […] › Disposiciones para quitar los núcleos o recipientes después del uso y reemplazarlos por paquetes de alimentación a los puestos de devanado (soportes para paquetes B65H 49/04, B65H 49/20).
- B65H69/06 B65H 69/00 […] › por empalme.
- D02G3/32 D02G 3/00 […] › Hilados o hilos elásticos.
- D02J1/08 D02J 1/00 […] › Enlazamiento de filamentos constituyentes sin provocar su ruptura, p. ej. con ayuda de corrientes de aire turbulentas.
- D02J1/16 D02J 1/00 […] › Frotamiento o trabajo análogo, p. ej. para redistribuir o quitar las fibras.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
PDF original: ES-2361747_T3.pdf
Fragmento de la descripción:
Campo técnico
La presente invención se refiere a un procedimiento y a un dispositivo para la fabricación de un hilo compuesto del tipo que comprende una parte del alma, que consiste en por lo menos un hilo elástico, y un revestimiento exterior, que consiste en por lo menos un hilo de recubrimiento o de revestimiento, por ejemplo, un hilo esencialmente no elástico o en cualquier caso un hilo con menos elasticidad que el hilo del alma.
Más específicamente, la invención se refiere a un procedimiento y un dispositivo que permite que los carretes de hilo elástico sean sustituidos de un modo automático, simple y fiable cuando se acaban o están casi acabados.
Estado de la técnica
Los hilos elásticos compuestos, que consisten en un hilo elástico interior, tal como un hilo de un único filamento, fabricado de Lycra®, Elastan, o bien otras fibras de poliuretano o similares, se utilizan frecuentemente en la fabricación de tejidos y particularmente tejido de punto, tal como por ejemplo en calcetería y medias. El hilo elástico está cubierto de un hilo menos elástico, el cual puede ser considerado esencialmente no elástico, tal como Nylon®,
o bien otra poliamida, poliéster o equivalente, típicamente con una estructura de múltiples filamentos, esto es, que consiste en una pluralidad de cabos. Este hilo en lo sucesivo será indicado como hilo de recubrimiento ya que se utiliza para formar una especie de revestimiento o recubrimiento del hilo elástico.
El revestimiento del hilo elástico se puede obtener por medio de un proceso de recubrimiento en el cual el hilo elástico se reviste con un devanado helicoidal de un hilo de recubrimiento. Este proceso es extremadamente costoso y lento.
Un nuevo proceso de revestimiento o recubrimiento de hilos elásticos recientemente se ha hecho popular. Este proceso, conocido como entrelazamiento o recubrimiento por aire, consiste en la utilización de un dispositivo neumático, comúnmente denominado chorro de entrelazamiento, con un conducto a través del cual pasan los dos hilos el de recubrimiento y el elástico. Una boquilla de aire a presión distribuye un chorro de aire comprimido en el interior del conducto. La turbulencia producida en el interior del conducto causa el entrelazamiento del hilo de recubrimiento alrededor del hilo elástico. Dispositivos y procedimientos basados en esta tecnología se describen en los documentos US -A -6393817, US -A -5008992, US -A -4829757 y US -A -3940917.
Esta tecnología utilizada sistemas neumáticos originalmente desarrollados para el procesamiento de hilos de múltiples filamentos para incrementar el bulto y de forma simultánea combinar los filamentos individuales de los cuales están compuestos. Ejemplos de chorros de entrelazamiento desarrollados para esta aplicación y los cuales pueden ser utilizados para entrelazar hilos elásticos o de elastómero con hilos de recubrimiento o de revestimiento se describen en los documentos US -A -5970593, US -A -5146660, US -A -5010631, US -A -4430780, EP -B 564400 y JP -A -3279437.
Los carretes de hilo elástico o de elastómero utilizados en los sistemas para la fabricación de hilo elástico cubierto contienen mucho menos hilo que aquél de los carretes o canillas de hilo de recubrimiento. Típicamente, el hilo elástico en un carrete es suficiente para producir una canilla individual de hilo compuesto, mientras el hilo de recubrimiento devanado en una camilla es suficiente para hacer varias canillas de hilo compuesto. Esto hace necesario cambiar los carretes de hilo elástico frecuentemente, entre dos cambios subsiguientes de canilla de hilo de recubrimiento o de revestimiento. La sustitución es manual. En un sistema globalmente equipado con una pluralidad de cabezales individuales, cada uno produciendo una canilla de hilo compuesto, están provistos sensores de detección de final del hilo para interrumpir el funcionamiento del cabezal cuando el respectivo carrete de hilo elástico se ha acabado. El operario debe sustituir manualmente el carrete acabado de hilo elástico e insertar el extremo libre del nuevo hilo elástico en el interior del chorro de entrelazamiento para empezar el ciclo de devanado de una nueva canilla de hilo compuesto. En los sistemas manuales, el operario debe sustituir también la canilla completa con un nuevo tubo sobre el cual se devana el nuevo hilo compuesto. La distribución del hilo de recubrimiento se interrumpe durante esta operación.
Este procedimiento de funcionamiento tiene desventajas considerables. En primer lugar, existen tiempos de parada notables, ya que un único operario supervisa un gran número de cabezales de trabajo y por lo tanto puede transcurrir un tiempo considerable entre que se acabe el carrete de hilo elástico y la operación del operario que permite que el cabezal empiece el ciclo de devanado subsiguiente. Además, específicamente para evitar tiempos de parada excesivos de la máquina, en algunos casos los carretes de hilo compuesto pueden ser sustituidos antes de que estén completamente acabados. Este hilo residual no se puede utilizar. Esto significa que se desperdicia una cantidad considerable de hilo elástico, lo que representa una desventaja significante en vista del alto coste por unidad de longitud de este material.
Por otra parte, no es posible que el operario prepare un carrete de recambio de hilo compuesto por adelantado y una la cabeza o el extremo libre inicial del hilo del carrete de recambio a la cola del hilo del carrete que está siendo procesado, lo cual permitiría un cambio de carrete que se podría preparar bastante antes de que se terminara y también utilizar el carrete entero que está siendo procesado. Esta operación no es posible debido al hecho de que los carretes de hilo elástico no son desenrollados manteniéndolos estacionarios, sino que deben girar alrededor de sus ejes para distribuir el hilo devanado sobre los mismos. Por consiguiente, es imposible que el operario agarre el extremo o la cola del carrete que está siendo procesado y lo una al extremo inicial del hilo en el carrete de recambio. Este problema no ocurre cuando se sustituyen las canillas de hilo de recubrimiento ya que las canillas son desenrolladas sin girarlas alrededor de sus ejes. Esto permite la unión de la cabeza a la cola de los hilos devanados en canillas pensadas para ser desenrolladas en secuencia, asegurando una alimentación continua del hilo de recubrimiento. Además, las canillas de hilo de recubrimiento contienen una gran cantidad de hilo y por lo tanto las operaciones de unión son llevadas a cabo a intervalos considerables una de la otra.
Dispositivos de texturización del hilo de recubrimiento están provistos entre la canilla de distribución de hilo y el chorro de entrelazamiento en algunos sistemas (véanse los documentos US -A -6393817 y US -A -5008992 en particular). Los dispositivos de texturización incluyen un horno a través del cual viaja el hilo de recubrimiento. Esto significa que el hilo debe ser alimentado de forma continua. De hecho, una detención incluso temporal del hilo en el horno causaría la destrucción o un dañado inaceptable del mismo. Cuando se detiene el cabezal, incluso sólo por un tiempo corto, de modo que el operario pueda sustituir el carrete acabado de hilo elástico, el hilo de recubrimiento debe ser cortado aguas arriba de la sección de texturización, esto es, aguas arriba del horno. Cuando el cabezal que forma el hilo compuesto puede arrancar otra vez, ya que el operario ha completado las operaciones requeridas para sustituir el carrete y ha insertado el extremo libre del hilo elástico en el interior del chorro de entrelazamiento, debe volver a enhebrar el hilo de recubrimiento a través de la trayectoria entera desde la canilla hasta el chorro de entrelazamiento. Esto comporta un tiempo de parada prolongado y por lo tanto causa pérdida de producción. El problema únicamente se puede evitar si el operario es capaz de actuar rápidamente para sustituir el carrete de hilo elástico antes de que la máquina corte automáticamente el hilo de recubrimiento. Puesto que son supervisados un gran número de cabezales, los cuales no pueden estar sincronizados, por un único operario, nunca es posible actuar lo suficientemente rápido en todos los cabezales del sistema. El empleo de un número más alto de operarios, por otra parte, implicaría un incremento inaceptable de los costes de mano de obra.
El documento EP -A -1.411.014, el cual es un documento de la técnica anterior bajo el artículo 54 (3) del Convenio sobre la Patente Europea (EPC), revela un procedimiento y un dispositivo para sustituir... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para la fabricación de un hilo compuesto (FC) que comprende por lo menos un hilo elástico (F1, F2) cubierto con por lo menos un hilo de recubrimiento (FT) y para la sustitución automática de los carretes (R1, R2) de hilo elástico, que comprende las fases de:
- alimentación del hilo de recubrimiento (FT) de un modo esencialmente continuo a lo largo de una trayectoria de alimentación, a través de por lo menos un primer chorro de entrelazamiento (2);
- distribución de un primer hilo elástico (F1) desde un primer carrete (R1) a través del primer chorro de entrelazamiento (2);
- revestimiento del primer hilo elástico (F1) con dicho hilo de recubrimiento (FT) para formar el hilo compuesto (FC) y el devanado del hilo compuesto en una canilla (BC);
- disposición de un segundo carrete (R2) de un segundo hilo elástico (F2) en una posición de espera;
- retención de una parte inicial de dicho segundo hilo elástico (F2) en la proximidad de dicho primer chorro de entrelazamiento (2);
- cuando se interrumpe la distribución del primer hilo elástico (F1):
- la sustitución de la canilla de hilo compuesto (BC) por un nuevo tubo (T);
- la liberación de dicha parte inicial del segundo hilo elástico (F2) y la unión de dicho hilo de recubrimiento (FT) y dicho segundo hilo elástico (F2) utilizando el primer chorro de entrelazamiento (2);
- reanudar la fabricación del hilo compuesto (FC) cubriendo el segundo hilo elástico (F2) con dicho hilo de recubrimiento (FT) y devanando el hilo compuesto (FC) en dicho nuevo tubo,
en el que dicho segundo hilo elástico (F2) es insertado en el interior de dicho primer chorro de entrelazamiento (2) y retenido en su interior, esperando la interrupción del primer hilo elástico (F1).
2. Un procedimiento para la fabricación de un hilo compuesto (FC) que comprende por lo menos un hilo elástico (F1, F2) cubierto con por lo menos un hilo de recubrimiento (FT) y para la sustitución automática de los carretes (R1, R2) de hilo elástico, que comprende las fases de:
- alimentación del hilo de recubrimiento (FT) de un modo esencialmente continuo a lo largo de una trayectoria de alimentación, a través de por lo menos un primer chorro de entrelazamiento (2);
- distribución de un primer hilo elástico (F1) desde un primer carrete (R1) a través del primer chorro de entrelazamiento (2);
- revestimiento del primer hilo elástico (F1) con dicho hilo de recubrimiento (FT) en un segundo chorro de entrelazamiento (19) dispuesto aguas abajo del primer chorro de entrelazamiento a lo largo de dicha trayectoria de alimentación, para formar el hilo compuesto (FC) y el devanado del hilo compuesto en una canilla (BC);
- disposición de un segundo carrete (R2) de un segundo hilo elástico (F2) en una posición de espera;
- retención de una parte inicial de dicho segundo hilo elástico (F2) en un área de retención en la proximidad de dicho primer chorro de entrelazamiento (2);
- cuando se interrumpe la distribución del primer hilo elástico (121, F1):
- la sustitución de la canilla (BC) de hilo compuesto (FC) por un nuevo tubo (T);
- la liberación de dicha parte inicial del segundo hilo elástico (F2) y la unión de dicho hilo de recubrimiento (FT) y dicho segundo hilo elástico (F2) utilizando el primer chorro de entrelazamiento (2) mediante el movimiento de uno con respecto al otro dicho primer chorro de entrelazamiento y dicha parte inicial del segundo hilo elástico cuando el último está en una posición de espera, de modo que se lleva dicho hilo de recubrimiento (FT) al contacto con dicho segundo hilo elástico (F2), el cual entra en dicho primer chorro de entrelazamiento cuando dicho primer hilo elástico ha sido interrumpido;
- reanudar la fabricación del hilo compuesto (FC) cubriendo el segundo hilo elástico (F2) con dicho hilo de recubrimiento (FT) y devanando el hilo compuesto en dicho nuevo tubo (T).
3. Un procedimiento para la fabricación de un hilo compuesto (FC) que comprende por lo menos un hilo elástico (F1, F2) cubierto con por lo menos un hilo de recubrimiento (FT) y para la sustitución automática de los carretes (R1, R2) de hilo elástico, que comprende las fases de:
- alimentación del hilo de recubrimiento (FT) de un modo esencialmente continuo a lo largo de una trayectoria de alimentación, a través de por lo menos un primer chorro de entrelazamiento (2);
- distribución de un primer hilo elástico (F1) desde un primer carrete (R1) a través del primer chorro de entrelazamiento (2);
- revestimiento del primer hilo elástico (F1) con dicho hilo de recubrimiento (FT) para formar el hilo compuesto y el devanado del hilo compuesto en una canilla;
- disposición de un segundo carrete (R2) de un segundo hilo elástico en una posición de espera;
- retención de una parte inicial de dicho segundo hilo elástico en la proximidad de dicho primer chorro de entrelazamiento (2) por medio de un elemento de retención (20);
- cuando se interrumpe la distribución del primer hilo elástico (F1):
- la sustitución de la canilla (BC) de hilo compuesto por un nuevo tubo (T);
- la liberación de dicha parte inicial del segundo hilo elástico (F2);
- la unión de dicho hilo de recubrimiento y dicho segundo hilo elástico utilizando el primer chorro de entrelazamiento (2);
- reanudar la fabricación del hilo compuesto (FC) cubriendo el segundo hilo elástico (F2) con dicho hilo de recubrimiento (FT) y devanando el hilo compuesto (FC) en dicho nuevo tubo (T),
en el que dicha parte inicial del segundo hilo elástico (F2) es acoplada por un elemento deflector (6, 8) el cual retiene dicho segundo hilo elástico (F2) fuera del primer chorro de entrelazamiento (2); dicho elemento deflector (6, 8) está controlado para liberar dicha parte inicial del segundo hilo elástico, el segundo hilo elástico estando dispuesto para ser insertado automáticamente en el interior de dicho primer chorro de entrelazamiento (2) cuando es liberado de dicho elemento deflector y en el que dicho segundo hilo elástico es insertado en el interior del primer chorro de entrelazamiento (2) a través del efecto de la tensión ejercida por el elemento de retención.
4. Un procedimiento para la fabricación de un hilo compuesto (102) que comprende por lo menos un hilo elástico (121, 122) cubierto con por lo menos un hilo de recubrimiento (120) y para la sustitución automática de los carretes (123, 124) de hilo elástico, que comprende las fases de:
- alimentación del hilo de recubrimiento (120) de un modo esencialmente continuo a lo largo de una trayectoria de alimentación, a través de por lo menos un primer chorro de entrelazamiento (110);
- distribución de un primer hilo elástico (121) desde un primer carrete (123) a través del primer chorro de entrelazamiento (110);
- revestimiento del primer hilo elástico (121) con dicho hilo de recubrimiento (120) para formar el hilo compuesto (102) y el devanado del hilo compuesto en una canilla (BC);
- disposición de un segundo carrete (124) de un segundo hilo elástico (122) en una posición de espera;
- retención de una parte inicial de dicho segundo hilo elástico (122) en un área de retención en la proximidad de dicho primer chorro de entrelazamiento (110);
- cuando se interrumpe la distribución del primer hilo elástico (121):
- la sustitución de la canilla (BC) de hilo compuesto (102) por un nuevo tubo (T);
- la liberación de dicha parte inicial del segundo hilo elástico (122) y la unión de dicho hilo de recubrimiento (120) y dicho segundo hilo elástico (122) utilizando el primer chorro de entrelazamiento (110) mediante el movimiento del chorro de entrelazamiento hacia el segundo hilo elástico para realizar un movimiento relativo de dicho hilo de recubrimiento (120) con respecto a dicho segundo hilo elástico (122), en la proximidad de dicha área de retención, de modo que se lleva dicho hilo de recubrimiento (120) a entrar en contacto con dicho segundo hilo elástico (122);
- reanudar la fabricación del hilo compuesto (102) cubriendo el segundo hilo elástico (122) con dicho hilo de recubrimiento (120) y devanando el hilo compuesto en dicho nuevo tubo (T).
5. Procedimiento según la reivindicación 1 o 2 o 4 en el que el extremo libre inicial de segundo hilo elástico (122; F2) es retenido por un elemento de retención (106; 20).
6. Procedimiento según la reivindicación 3 o 5 en el que dicho elemento de retención (20; 106) retiene dicho extremo libre inicial por lo menos parcialmente por succión.
7. Procedimiento según una o más de las reivindicaciones anteriores en el que la alimentación del segundo hilo elástico (F2; 122) empieza antes de la unión a dicho hilo de recubrimiento (FT; 120).
8. Procedimiento según la reivindicación 6 y 7 en el que el segundo hilo elástico (F2; 122) distribuido antes de la unión al hilo de recubrimiento es succionado por dicho elemento de retención (20; 106).
9. Procedimiento según una o más de las reivindicaciones anteriores en el que a lo largo de su trayectoria el hilo de recubrimiento (FT) y el hilo elástico (F1; F2) pasan a través de una pasada definida por un par de rodillos (15, 17) aguas abajo de dicho primer chorro de entrelazamiento (2).
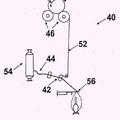
10. Procedimiento según una o más de las reivindicaciones anteriores en el que a lo largo de su trayectoria el hilo compuesto (FC) pasa a través de una pasada definida por un par de rodillos (54, 56).
11. Procedimiento según una o más de las reivindicaciones 1, 3 -10 en el que dicho hilo elástico (F1, F2) se cubre con dicho hilo de recubrimiento (FT) por medio de dicho primer chorro de entrelazamiento (2).
12. Procedimiento según la reivindicación 11 en el que cuando se interrumpe la distribución de dicho primer hilo elástico (F1), dicho primer chorro de entrelazamiento (2) se hace que deje de funcionar temporalmente mientras el hilo de recubrimiento (FT) continúa siendo alimentado a través; después de que el segundo hilo elástico (F2) desde el segundo carrete (R2) empieza a ser distribuido a través del primer chorro de entrelazamiento (2) dicho primer chorro de entrelazamiento se vuelve a activar para unir el segundo hilo elástico (F2) a dicho hilo de recubrimiento (FT) y se reanuda la fabricación de dicho hilo compuesto (FC).
13. Procedimiento según la reivindicación 12 en el que dicho segundo hilo elástico (F2) y está ya esperando en el interior del primer chorro de entrelazamiento (2) cuando se interrumpe la alimentación del primer hilo elástico (F1).
14. Procedimiento según una o más de las reivindicaciones 1, 3 -10 en el que dicho hilo elástico (F1; F2; 121, 122) es cubierto con dicho hilo de recubrimiento (FT; 120) por un segundo chorro de entrelazamiento (19; 105) dispuesto aguas abajo del primer chorro de entrelazamiento (2; 110) a lo largo de la trayectoria del hilo de recubrimiento (FT; 120).
15. Procedimiento según la reivindicación 14 en el que dicho primer chorro de entrelazamiento (2; 110) es activado temporalmente para unir el hilo de recubrimiento (FT; 120) y el segundo hilo elástico (F2; 122) y desactivado a continuación, mientras el segundo chorro de entrelazamiento (19; 105) permanece activo por lo menos para fabricar el hilo compuesto (FC; 102) cubriendo el hilo elástico con el hilo de recubrimiento.
16. Procedimiento según la reivindicación 15 en el que dicho segundo chorro de entrelazamiento (19; 105) es desactivado temporalmente entre la interrupción de la alimentación del primer hilo elástico y el inicio de la alimentación del segundo hilo elástico.
17. Procedimiento según una o más de las reivindicaciones 14 a 16 en el que cuando se interrumpe la distribución de dicho primer hilo elástico (F1; 121), el hilo de recubrimiento (FT; 120) es alimentado a través del primer chorro de entrelazamiento inoperativo (2; 110); después de que empieza la distribución del segundo hilo elástico (F2; 122) desde el segundo carrete, el primer chorro de entrelazamiento (2; 110) es activado temporalmente para unir el segundo hilo elástico a dicho hilo de recubrimiento y es desactivado a continuación.
18. Procedimiento según la reivindicación 11 en el que
- dicho hilo de recubrimiento (FT) es alimentado a través de una primera pasada entre un par de rodillos (7A, 7B), por lo menos uno de los cuales es accionado y a través de dicho primer chorro de entrelazamiento (2) ;
- el hilo compuesto (FC) distribuido desde dicho primer chorro de entrelazamiento (2) es alimentado a una segunda pasada entre un segundo par de rodillos (15, 17);
- dicho segundo par de rodillos tiene una velocidad periférica inferior con respecto a dicho primer par de rodillos para relajar el hilo de recubrimiento entre dicha segunda pasada y dicha primera pasada;
- el hilo elástico es alimentado por un rodillo de distribución (35) a través de dicho primer chorro de entrelazamiento (2), el rodillo de distribución estando provisto de una velocidad de distribución inferior que la velocidad de dicho segundo par de rodillos, para someter a dicho hilo elástico (F1, F2) a un efecto de estirado entre dicha segunda pasada y dicho rodillo de distribución.
19. Procedimiento según una o más de las reivindicaciones anteriores en el que dicho hilo de recubrimiento (FT) es un hilo texturizado, preferiblemente un hilo texturizado de múltiples filamentos.
20. Procedimiento según la reivindicación 19 en el que dicho hilo de recubrimiento es texturizado en línea aguas arriba de dicho chorro de entrelazamiento (2; 110).
21. Procedimiento según cualquiera de las reivindicaciones 2, 14 -17, que comprende las fases de:
(a) alimentación de forma continua de un hilo de recubrimiento (120) a dicho segundo chorro de entrelazamiento (105);
(b) alimentación de forma simultánea a dicho segundo chorro de entrelazamiento (105) de un primer hilo elástico (121) que está siendo desenrollado de un primer carrete (123), dispuesto en una posición de trabajo, de modo que se obtiene el entrelazamiento de dicho hilo de recubrimiento (120) con dicho hilo elástico (121);
(c) retención del extremo libre de un segundo hilo elástico (122), devanado en un segundo carrete (124), dispuesto en una posición de espera en un área de retención;
(d) detección de la interrupción de la alimentación de dicho primer hilo elástico (121), para controlar, en una relación de tiempo apropiada, la transferencia de dicho segundo carrete (124) de hilo elástico a dicha posición de trabajo y la transferencia de dicho primer carrete (123) de hilo elástico a dicha posición de espera;
(e) realización de un movimiento relativo de dicho hilo de recubrimiento (120) con respecto a dicho segundo hilo de elástico (122), en la proximidad de dicha área de retención de dicho extremo libre del segundo hilo elástico (122), de modo que entre en contacto con dicho segundo hilo elástico (122);
(f) asociación de dicho segundo hilo elástico con dicho hilo de recubrimiento utilizando dicho primer chorro de entrelazamiento (110), liberando de forma simultánea dicho extremo libre del segundo hilo elástico, para reanudar la alimentación de dichos hilos a dicho segundo chorro de entrelazamiento (105).
22. Procedimiento según la reivindicación 21 en el que dicho segundo hilo elástico (122) es desenrollado linealmente desde dicho segundo carrete (124) hacia dicha área de retención, colocada aguas arriba de dicho segundo chorro de entrelazamiento (105).
23. Procedimiento según la reivindicación 21 en el que dicho hilo de recubrimiento (120) y dicho primer hilo elástico
(121) son transportados de forma continua a través de dicho primer chorro de entrelazamiento (110) adecuado para realizar el movimiento alternativo en una dirección transversal a la dirección de alimentación de dichos hilos, para llevar dicho hilo de recubrimiento (120) al contacto con dicho segundo hilo elástico (122).
24. Un dispositivo para la fabricación de un hilo compuesto (FC) formado de por lo menos un hilo elástico (F1, F2) cubierto con por lo menos un hilo de recubrimiento (FT), que comprende en combinación: un primer chorro de entrelazamiento (2); una trayectoria de alimentación de dicho hilo de recubrimiento (FT) y una trayectoria de alimentación de dicho hilo elástico (F1, F2) hacia dicho primer chorro de entrelazamiento (2); medios de soporte (37A; 37B) para carretes (R1, R2) de hilo elástico (F1, F2); elementos de devanado (54) para devanar el hilo compuesto (FC) en una canilla (BC) que está siendo formada; un dispositivo de interrupción (57) para interrumpir la alimentación del hilo compuesto a dicha canilla que está siendo formada y empezar el devanado del hilo compuesto en un nuevo tubo de devanado (T); caracterizado porque:
- dichos medios de soporte para los carretes de hilo elástico son adecuados para sostener por lo menos un primer carrete (R1) de hilo elástico y por lo menos un segundo carrete (R2; 124) de un segundo hilo elástico;
- dicho dispositivo adicionalmente incluye: un elemento de retención (20; 106) asociado con dicho primer chorro de entrelazamiento (2; 110) para retener un extremo libre inicial del hilo elástico de dicho segundo carrete, un sensor (59; 107) para detectar la interrupción de la alimentación de dicho primer hilo elástico (F1; 121) a dicho primer chorro de entrelazamiento (2; 110), un control para controlar la liberación de dicha parte inicial cuando se detecta la interrupción de la alimentación del primer hilo elástico, un elemento deflector (8) dispuesto para retener una parte inicial de dicho segundo hilo elástico (F2) durante la distribución del primer hilo elástico (F1) al primer chorro de entrelazamiento (2);
- y dicho elemento de retención (20) y dicho elemento deflector (6) están dispuestos, con respecto a dicho primer chorro de entrelazamiento (2) de modo que retienen el segundo hilo elástico (F2) en el interior de dicho primer chorro de entrelazamiento.
25. Un dispositivo para la fabricación de un hilo compuesto (FC) formado de por lo menos un hilo elástico (F1, F2) cubierto con por lo menos un hilo de recubrimiento (FT), que comprende en combinación: un primer chorro de entrelazamiento (2); una trayectoria de alimentación de dicho hilo de recubrimiento (FT) y una trayectoria de alimentación de dicho hilo elástico (F1, F2) hacia dicho primer chorro de entrelazamiento (2); medios de soporte para carretes (R1, R2) de hilo elástico; elementos de devanado (54) para devanar el hilo compuesto en una canilla (BC) que está siendo formada; un dispositivo de interrupción (57) para interrumpir la alimentación del hilo compuesto a dicha canilla que está siendo formada y empezar el devanado del hilo compuesto en un nuevo tubo de devanado (T); caracterizado porque:
- un segundo chorro de entrelazamiento (19) está dispuesto aguas abajo de dicho primer chorro de entrelazamiento (2) a lo largo de dicha trayectoria de alimentación, para cubrir dicho hilo elástico (F1; F2) con dicho hilo de recubrimiento (FC);
- dichos medios de soporte para los carretes de hilo elástico son adecuados para sostener por lo menos un primer carrete (R1) de un primer hilo elástico (F1) y por lo menos un segundo carrete (R2) de un segundo hilo elástico (F2);
- dicho dispositivo adicionalmente incluye: un elemento de retención (20) asociado con dicho primer chorro de entrelazamiento (2) para retener un extremo libre inicial del hilo elástico (F2) de dicho segundo carrete (R2), un sensor (59) para detectar la interrupción de la alimentación de dicho primer hilo elástico (F1) a dicho primer chorro de entrelazamiento (2), un control para controlar la liberación de dicha parte inicial cuando se detecta la interrupción de la alimentación del primer hilo elástico (F1), y medios para mover uno con respecto al otro el primer chorro de entrelazamiento (2) y la parte inicial del segundo hilo elástico (F2) cuando el último está en una posición de espera, de tal modo que el segundo hilo elástico (F2) entra en el primer chorro de entrelazamiento (2) cuando el primer hilo elástico ha sido interrumpido, dicho primer chorro de entrelazamiento uniendo uno al otro, el segundo hilo elástico y el hilo de recubrimiento.
26. Un dispositivo para la fabricación de un hilo compuesto formado de por lo menos un hilo elástico cubierto con por lo menos un hilo de recubrimiento, que comprende la combinación de:
un primer chorro de entrelazamiento; una trayectoria de alimentación de dicho hilo de recubrimiento y una trayectoria de alimentación de dicho hilo elástico hacia dicho primer chorro de entrelazamiento; medios de soporte para carretes de hilo elástico; elementos de devanado para devanar el hilo compuesto en una canilla que está siendo formada; un dispositivo de interrupción para interrumpir la alimentación del hilo compuesto a dicha canilla que está siendo formada y empezar el devanado del hilo compuesto en un nuevo tubo de devanado;
caracterizado porque: dichos medios de soporte para los carretes de hilo elástico son adecuados para sostener por lo menos un primer carrete de hilo elástico y por lo menos un segundo carrete de hilo elástico; y en el que dicho dispositivo adicionalmente incluye: un elemento de retención asociado con dicho primer chorro de entrelazamiento para retener un extremo libre inicial del hilo elástico de dicho segundo carrete; un sensor para detectar la interrupción de la alimentación de dicho primer hilo elástico a dicho primer chorro de entrelazamiento; un control para controlar la liberación de dicha parte inicial cuando se detecta la interrupción de la alimentación del primer hilo elástico, y en el que dicho primer chorro de entrelazamiento es móvil para causar que el segundo hilo elástico entre en dicho primer chorro de entrelazamiento.
27. Un dispositivo para la fabricación de un hilo compuesto formado de por lo menos un hilo elástico cubierto con por lo menos un hilo de recubrimiento, que comprende la combinación de:
un primer chorro de entrelazamiento; una trayectoria de alimentación de dicho hilo de recubrimiento y una trayectoria de alimentación de dicho hilo elástico hacia dicho primer chorro de entrelazamiento; medios de soporte para carretes de hilo elástico; elementos de devanado para devanar el hilo compuesto en una canilla que está siendo formada; un dispositivo de interrupción para interrumpir la alimentación del hilo compuesto a dicha canilla que está siendo formada y empezar el devanado del hilo compuesto en un nuevo tubo de devanado;
caracterizado porque: dichos medios de soporte para los carretes de hilo elástico son adecuados para sostener por lo menos un primer carrete de hilo elástico y por lo menos un segundo carrete de hilo elástico; y en el que dicho dispositivo adicionalmente incluye: un elemento de retención asociado con dicho primer chorro de entrelazamiento para retener un extremo libre inicial del hilo elástico de dicho segundo carrete; un sensor para detectar la interrupción de la alimentación de dicho primer hilo elástico a dicho primer chorro de entrelazamiento; un control para controlar la liberación de dicha parte inicial cuando se detecta la interrupción de la alimentación del primer hilo elástico, en el que un elemento deflector está dispuesto para retener una parte inicial de dicho segundo hilo elástico durante la distribución del primer hilo elástico al primer chorro de entrelazamiento; y en el que dicho elemento de retención y dicho elemento deflector están dispuestos, con respecto a dicho primer chorro de entrelazamiento, de modo que retienen el segundo hilo elástico fuera de dicho chorro de entrelazamiento y porque el elemento de retención está diseñado y dispuesto para tensar dicho segundo hilo elástico causando la inserción del mismo en el interior de dicho primer chorro de entrelazamiento cuando el elemento deflector libera dicho segundo hilo elástico.
28. Dispositivo según una o más de las reivindicaciones 24 a 27 caracterizado porque dicho elemento de retención (20; 106) es un elemento de succión.
29. Dispositivo según una o más de las reivindicaciones 24, 26 -28 caracterizado por que dicho primer chorro de entrelazamiento (2) está diseñado y controlado para realizar el recubrimiento del hilo elástico (F1; F2) con el hilo de recubrimiento (FT) utilizando un chorro de aire.
30. Dispositivo según la reivindicación 29 caracterizado porque comprende un primer par de rodillos de estirado (7A, 7B) que definen una primera pasada a lo largo de la trayectoria de alimentación del hilo de recubrimiento (FT) aguas arriba de dicho primer chorro de entrelazamiento (2) y un segundo par de rodillos de estirado (15; 17) que definen una segunda pasada, aguas abajo de dicho primer chorro de entrelazamiento (2) y en el que dicho segundo par de rodillos pueden estar controlados para que giren a una velocidad periférica menor que la velocidad periférica de dicho primer par de rodillos.
31. Dispositivo según la reivindicación 30 caracterizado porque comprende un rodillo de distribución (35) para distribuir un hilo elástico (F1; F2), la velocidad de distribución del cual es menor que la velocidad periférica de los rodillos de dicho segundo par.
32. Dispositivo según una o más de las reivindicaciones 24, 26, 27, 28 caracterizado porque dispuesto aguas abajo de dicho primer chorro de entrelazamiento (2; 110) hay un segundo chorro de entrelazamiento (19; 105), al cual son alimentados el hilo elástico (F1; F2; 121; 122) y el hilo de recubrimiento (FT; 120) y el cual realiza el recubrimiento del hilo elástico con el hilo de recubrimiento.
33. Dispositivo según la reivindicación 25 o 32 caracterizado porque el primer chorro de entrelazamiento (2; 110) está controlado para que esté activo sólo temporalmente para unir el segundo hilo elástico al hilo de recubrimiento.
34. Dispositivo según la reivindicación 25 o 32 o 33 caracterizado porque dispuestos aguas abajo de dicho segundo chorro de entrelazamiento (19; 105) hay un tercer par de de rodillos de estirado (54, 56) que definen una pasada a través de la cual pasa el hilo compuesto (FC; 102) distribuido desde el segundo chorro de entrelazamiento (19; 105).
35. Dispositivo según una o más de las reivindicaciones 24 a 34 caracterizado porque comprende una estación de texturización (3) para dicho hilo de recubrimiento (FT; 120).
36. Dispositivo según una o más de las reivindicaciones 24 a 35 caracterizado porque dichos medios de soporte (37A, 37B) están diseñados para retener dicho primer carrete (R1) en una posición de trabajo y dicho segundo carrete (R2) en una posición de espera y quitar el primer carrete de dicha posición de trabajo y transferir el segundo carrete desde la posición de espera a la posición de trabajo.
37. Dispositivo según una o más de las reivindicaciones 24 a 36 caracterizado porque dichos medios de soporte (37A, 37B) de los carretes primero y segundo (R1, R2) de hilo elástico (F1, F2) están controlados de modo que se empieza el ciclo de sustitución del primer carrete de hilo elástico por el segundo carrete de hilo elástico a continuación de la interrupción de la alimentación del primer hilo elástico.
38. Dispositivo según la reivindicación 37 caracterizado porque dicho sensor (59; 107) detecta el final del hilo elástico (F1; 121) de dicho primer carrete (R1; 123).
39. Dispositivo según una o más de las reivindicaciones 25, 27 -38 caracterizado porque dicho primer chorro de entrelazamiento (110) es móvil para causar que el segundo hilo elástico (122) entre en dicho primer chorro de entrelazamiento (110).
40. 40. Dispositivo según la reivindicación 39 caracterizado porque dicho primer chorro de entrelazamiento
(110) es móvil en una dirección transversal a la dirección de alimentación de dichos hilos, entre una posición retirada y una posición avanzada en la cual dicho primer chorro de entrelazamiento está activado para unir dicho segundo hilo elástico a dicho hilo de recubrimiento.
41. Dispositivo según una o más de las reivindicaciones 24 a 40 caracterizado porque comprende un elemento de recolecta (66) para recoger el hilo de recubrimiento (FT) distribuido entre la interrupción del primer hilo elástico (F1) y el inicio de la distribución del hilo compuesto (FC) formado con el segundo hilo elástico (F2).
10 42. Dispositivo según la reivindicación 41 caracterizado porque dicho elemento de recolecta comprende un elemento de succión.
43. Dispositivo según una o más de las reivindicaciones 24 a 42 caracterizado porque un horno (5) está dispuesto a
lo largo de la trayectoria de dicho hilo de recubrimiento (FT) aguas arriba de dicho primer chorro de 15 entrelazamiento (2).
Patentes similares o relacionadas:
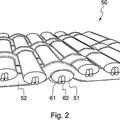 Tejido elástico y procedimiento de preparación, del 29 de Enero de 2020, de SANKO TEKSTIL ISLETMELERI SAN. VE TIC. A.S: Un género tejido que tiene hilos elásticos de urdimbre e hilos elásticos de trama, teniendo dichos hilos un alma estirable (61, […]
Tejido elástico y procedimiento de preparación, del 29 de Enero de 2020, de SANKO TEKSTIL ISLETMELERI SAN. VE TIC. A.S: Un género tejido que tiene hilos elásticos de urdimbre e hilos elásticos de trama, teniendo dichos hilos un alma estirable (61, […]
Multifilamento de poliamida ultrafino de resistencia elevada, e hilo de revestimiento, medias y telas que utilizan el mismo, del 25 de Septiembre de 2019, de TORAY INDUSTRIES, INC.: Multifilamento de poliamida ultrafino de resistencia elevada, que tiene una finura total de 4,0 dtex a 6,0 dtex, una finura de fibra única de 1,2 […]
Material de banda elástico, del 1 de Mayo de 2019, de Otto Weber Band-GmbH: Material de banda elástico con hilos de urdimbre y de trama, en el que una parte de los hilos consta de un caucho sintético de un material que no se funde […]
Tejido resistente al corte, del 23 de Octubre de 2018, de DSM IP ASSETS B.V.: Un tejido resistente al corte de peso ligero que comprende un hilo de material compuesto resistente al corte, en el que el hilo tiene un título […]
Banda textil para elemento de protección solar, del 18 de Mayo de 2017, de CITEL, S.L: 1. Banda textil para elemento de protección o de recubrimiento constituida por un tejido de calada, constituido por el cruce perpendicular de hilos […]
Un hilo elástico, un método para obtener dicho hilo y tejido elástico constituido por dicho hilo, del 11 de Mayo de 2016, de Benelli, Paolo: Una hilatura de hilo elástico que comprende: - un hilo elástico obtenido de un material elastomérico; y - una hilatura prácticamente inextensible que se enrolla […]
Hilo extensible compuesto, procedimiento y tejido, del 11 de Mayo de 2016, de SANKO TEKSTIL ISLETMELERI SAN. VE TIC. A.S: Un hilo extensible que comprende un alma estirable y una funda de fibras inelásticas cortadas que cubre completamente dicha alma , en el que el […]
 Método para hacer tela elástica para camisas que comprende lycra e hilo duro, del 5 de Febrero de 2016, de INVISTA TECHNOLOGIES S.A.R.L.: Un método para hacer una tela elástica para camisas, que comprende:
(a) hilar con núcleo una fibra elastomérica y una fibra dura para formar un hilo […]
Método para hacer tela elástica para camisas que comprende lycra e hilo duro, del 5 de Febrero de 2016, de INVISTA TECHNOLOGIES S.A.R.L.: Un método para hacer una tela elástica para camisas, que comprende:
(a) hilar con núcleo una fibra elastomérica y una fibra dura para formar un hilo […]