PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE UN CUERPO CILÍNDRICO CIRCULAR, HECHO A PARTIR DE UNA MASA PLÁSTICA, CON ESCOTADURAS INTERNAS HELICOIDALES.
Procedimiento para la fabricación de un cuerpo cilíndrico circular (10),
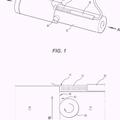
hecho a partir de una masa plástica, que tiene al menos una escotadura interior helicoidal (12) que discurre en el interior del cuerpo, fabricándose el cuerpo primero con un recorrido en línea recta de la escotadura interior y sometiéndose a continuación el cuerpo, recortado a una longitud determinada y apoyándolo en toda su longitud sobre un apoyo (16), a un proceso de laminación mediante una disposición de superficies de fricción (23) que también actúa en toda la longitud del cuerpo, con una superficie de fricción (24) dispuesta en paralelo al apoyo, caracterizado porque el proceso de laminación se realiza en varios pasos, realizándose en un primer paso un movimiento de laminación utilizando un primer eje de giro (25) de la disposición de superficies de fricción y, en un segundo paso, un movimiento de laminación utilizando un segundo eje de giro (26), diferente del primer eje de giro, de la disposición de superficies de fricción, discurriendo los ejes de giro perpendicularmente al apoyo o a la superficie de fricción
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/057583.
Solicitante: FRIEDRICHS, ARNO.
Nacionalidad solicitante: Alemania.
Dirección: Grünbaum 3 95326 Kulmbach ALEMANIA.
Inventor/es: FRIEDRICHS, ARNO.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Junio de 2009.
Clasificación Internacional de Patentes:
- B21H1/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 1/00 Fabricación de artículos en forma de sólidos de revolución (laminado de tubos B21B 17/00 - B21B 25/00). › de cilindros, p. ej. laminados transversalmente.
- B21H3/10 B21H […] › B21H 3/00 Fabricación de cuerpos helicoidales o de cuerpos con ciertas partes en forma helicoidal (engranajes helicoidales B21H 5/00; curvado en hélice de fleje o similar B21D 11/06; formación de tubos o de paredes de tubos en forma de hélice B21D 15/04). › de taladros helicoidales o de machos de rosca.
- B21K5/04 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 5/00 Fabricación de herramientas o de elementos de herramientas, p. ej. de pinzas. › de herramientas helicoidales, p. ej. taladros, escariadores.
- B22F3/18 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › utilizando rodillos compresores.
- B22F5/10 B22F […] › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de artículos con cavidades o agujeros, no previstos en los subgrupos precedentes.
Clasificación PCT:
- B21H1/18 B21H 1/00 […] › de cilindros, p. ej. laminados transversalmente.
- B21H3/10 B21H 3/00 […] › de taladros helicoidales o de machos de rosca.
- B21K5/04 B21K 5/00 […] › de herramientas helicoidales, p. ej. taladros, escariadores.
- B22F5/10 B22F 5/00 […] › de artículos con cavidades o agujeros, no previstos en los subgrupos precedentes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania, Bosnia y Herzegovina, Bulgaria, República Checa, Estonia, Croacia, Hungría, Islandia, Noruega, Polonia, Eslovaquia, Turquía, Malta, Serbia.
PDF original: ES-2373634_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de un cuerpo cilíndrico circular, hecho a partir de una masa plástica, con escotaduras internas helicoidales La invención se refiere a un procedimiento y a un dispositivo para la fabricación de un cuerpo cilíndrico circular hecho a partir de una masa plástica, en especial, una pieza en bruto de metal sinterizado, que presenta al menos una escotadura interna helicoidal que discurre en el interior del cuerpo, según el preámbulo de la reivindicación 1 o la reivindicación 7.
Este tipo de cuerpos son necesarios especialmente en la fabricación de herramientas de taladrado o brocas de herramientas de taladrado hechas de metal duro o materiales cerámicos. Gracias al recorrido helicoidal de la al menos una escotadura interior que sirve, en la herramienta de taladrado acabada, para la alimentación de medios lubricantes o refrigerantes a la zona de corte, la herramienta de taladrado puede dotarse de ranuras de sujeción helicoidales, lo cual resulta a menudo ventajoso para proporcionar características favorables de corte y arranque de virutas y, por tanto, es algo que se pretende.
Ya con anterioridad se ha intentado fabricar este tipo de piezas en bruto de cerámica o metal sinterizado en procedimientos de extrusión presionando la masa, compuesta a partir de polvo de metal sinterizado o polvo de cerámica y medios aglutinantes, mediante una tobera de prensado que tiene una sección transversal que se corresponde con la sección transversal de la pieza en bruto que se pretende fabricar y al menos un núcleo interno en forma de un vástago, que, durante la extrusión de la masa plastificada, sirve para la formación de la escotadura interna que se extiende por toda la pieza en bruto.
La masa que sale de la tobera de prensado es normalmente muy sensible a la presión, es decir, la pieza en bruto que sale se deforma de modo extremadamente fácil con la acción de fuerzas externas. Dado que este tipo de deformaciones ya no son reversibles y, por tanto, conducen a que se originen piezas en bruto inservibles, al menos en ciertas partes, se ha intentado perfeccionar adicionalmente el procedimiento de extrusión de modo que la pieza en bruto presente, ya al salir de la tobera de prensado por extrusión, canales de refrigeración que discurren de forma helicoidal. Según una propuesta (véase, por ejemplo, el documento EP-A-0465946) , esto se consigue porque, en el contorno interior de la tobera de prensado por extrusión, se disponen listones de guiado que discurren de forma helicoidal y que fuerzan a la masa plástica que sale a realizar un movimiento de torsión. En la sección transversal de la tobera de prensado están fijados hilos flexibles con una sección transversal correspondiente a la sección transversal de la escotadura interior que ha de producirse, extendiéndose los hilos hasta la salida de la pieza de boquilla de la tobera. Gracias a la flexibilidad de los hilos, estos pueden seguir el movimiento de torsión o la corriente de torsión de la masa plástica y, con ello, generan el al menos un canal de refrigeración interior en la pieza en bruto.
Según otra propuesta, la pieza de boquilla de la tobera y / o un buje configurado en forma de propulsor a los que están fijados los hilos flexibles realizan un movimiento de giro durante el proceso de extrusión, mediante lo cual puede fabricarse nuevamente una pieza en bruto lisa por el lado de fuera y con escotaduras o canales helicoidales en el lado interior.
Durante la fabricación de este tipo de piezas en bruto de herramienta es importante que el ángulo de inclinación de la al menos una escotadura interior helicoidal se mantenga constante en toda la longitud de la pieza en bruto así como que se mantenga dentro de estrechos límites de tolerancia. Esto es necesario porque en la pieza en bruto de herramienta, tras el proceso de sinterizado, normalmente se esmerilan ranuras de sujeción. Este esmerilado se realiza con máquinas en gran medida automatizadas de modo que, en caso de una fabricación poco precisa de las escotaduras interiores helicoidales, puede producirse una tasa de piezas de desecho incontroladamente elevada. En este sentido debe tenerse en cuenta que se utilizan herramientas con piezas de corte de metal duro y macizo, entre otras cosas, porque debe aprovecharse la elevada capacidad de solicitación del material, en especial, la resistencia a la torsión. Para garantizar esto, la escotadura interior no puede llegar demasiado cerca de la ranura de sujeción, lo cual, sin embargo, en caso de una fabricación con poca precisión de la escotadura interior helicoidal, no puede descartarse de forma efectiva.
Por tanto, en los enfoques antes descritos para la fabricación de la pieza en bruto con escotaduras interiores helicoidales, durante el proceso de extrusión es necesario controlar de la forma más precisa posible la herramienta de extrusión y / o los dispositivos de sinterizado para el tornillo sin fin de extrusión o, si procede, para los cuerpos generadores de la torsión y adaptarlos al diámetro del caudal de masa. Esto tiene como consecuencia que sean necesarios tiempos de ajuste y reequipamiento relativamente largos en la herramienta de prensado por extrusión, con la consecuencia de que los procedimientos convencionales se emplean de forma económica principalmente para grandes series. Para pequeñas series o para la fabricación de herramientas de taladrado con mayores diámetros teóricos se producen costes de ajuste de las máquinas desproporcionalmente elevados, con lo que se pone en cuestión la rentabilidad del procedimiento de fabricación.
Del documento EP-B1-1230046 se conoce ya un procedimiento y un dispositivo para la fabricación de una pieza en bruto de metal sinterizado con escotaduras interiores helicoidales. Según este procedimiento conocido, se fabrica, por ejemplo, se extrude, primero un cuerpo fundamentalmente cilíndrico circular con al menos una escotadura interior que discurre en línea recta en su interior. Este cuerpo se corta a una longitud deseada y, a continuación, apoyándolo en toda su longitud sobre un apoyo mediante una disposición de superficies de fricción, se somete a un movimiento de laminación cuya velocidad varía de forma constante y lineal por toda la longitud del cuerpo, con lo que el cuerpo se retuerce de forma homogénea. Este torcimiento se realiza utilizando un eje de giro que secciona el eje longitudinal del cuerpo.
Mediante el procedimiento conocido del documento EP-B1-1230046, pueden fabricarse piezas en bruto de metal sinterizado en las que el ángulo de inclinación de la al menos una escotadura interior helicoidal se mantiene constante en toda la longitud de la pieza en bruto y dentro de estrechos límites de tolerancia. Con ello puede garantizarse en general que la al menos una escotadura interior no llega demasiado cerca de la ranura de sujeción que aún debe realizarse.
En la práctica existen demandas cada vez mayores de mantener constante, dentro de estrechos límites de tolerancia, el ángulo de inclinación de la al menos una escotadura interior helicoidal en toda la longitud de la pieza en bruto.
Por tanto, el objetivo de la invención consiste en indicar un procedimiento y un dispositivo para la fabricación de un cuerpo cilíndrico circular, hecho a partir de una masa plástica, que cumplen este requisito o requisitos superiores a este.
Este objetivo se alcanza mediante un procedimiento con las características indicadas en la reivindicación 1. En las reivindicaciones dependientes 2 a 6 se indican variantes ventajosas. El objeto de la reivindicación 7 es un dispositivo para la fabricación de un cuerpo cilíndrico circular hecho a partir de masa plástica. Las reivindicaciones dependientes 8 a 12 se refieren a configuraciones y perfeccionamientos ventajosos del dispositivo indicado en la reivindicación 7.
Las ventajas de la invención consisten especialmente en que, mediante el procedimiento reivindicado, pueden fabricarse cuerpos cilíndricos circulares hechos de masa plástica cuya al menos una escotadura interior helicoidal presenta en toda la longitud del cuerpo un ángulo de inclinación extremadamente constante mantenido dentro de límites de tolerancia muy estrechos. Esta ventaja se basa en que las distintas secciones longitudinales del cuerpo cilíndrico circular recorren en cada caso el mismo recorrido durante el proceso de laminación. A diferencia de ello, en el procedimiento conocido del documento EP-B1-1230046, las distintas secciones longitudinales del cuerpo cilíndrico circular recorren tramos de diferente longitud. En especial, los tramos que recorren durante el... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un cuerpo cilíndrico circular (10) , hecho a partir de una masa plástica, que tiene al menos una escotadura interior helicoidal (12) que discurre en el interior del cuerpo, fabricándose el cuerpo primero con un recorrido en línea recta de la escotadura interior y sometiéndose a continuación el cuerpo, recortado a una longitud determinada y apoyándolo en toda su longitud sobre un apoyo (16) , a un proceso de laminación mediante una disposición de superficies de fricción (23) que también actúa en toda la longitud del cuerpo, con una superficie de fricción (24) dispuesta en paralelo al apoyo, caracterizado porque el proceso de laminación se realiza en varios pasos, realizándose en un primer paso un movimiento de laminación utilizando un primer eje de giro (25) de la disposición de superficies de fricción y, en un segundo paso, un movimiento de laminación utilizando un segundo eje de giro (26) , diferente del primer eje de giro, de la disposición de superficies de fricción, discurriendo los ejes de giro perpendicularmente al apoyo o a la superficie de fricción.
2. Procedimiento según la reivindicación 1, caracterizado porque el eje de giro de la disposición de superficies de fricción alrededor del cual tiene lugar el movimiento de laminación se modifica varias veces o de forma continua durante el movimiento de laminación.
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque cada sección longitudinal del cuerpo cilíndrico circular recorre el mismo tramo durante el proceso de laminación.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la dirección de laminación se mantiene en los distintos pasos.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque, durante el primer paso, el primer eje de giro de la disposición de superficies de fricción se interseca con la línea central del cuerpo cilíndrico circular en la zona de una superficie final axial del cuerpo cilíndrico circular y, durante el segundo paso, el segundo eje de giro de la disposición de superficies de fricción se interseca con la línea central del cuerpo cilíndrico circular en la zona de la otra superficie final axial del cuerpo cilíndrico circular.
6. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque, durante el primer paso, el primer eje de giro de la disposición de superficies de fricción se interseca con la línea central prolongada del cuerpo cilíndrico circular a una distancia predeterminada de una superficie final axial del cuerpo cilíndrico circular y, durante el segundo paso, el segundo eje de giro de la disposición de superficies de fricción se interseca con la línea central prolongada del cuerpo cilíndrico circular a la distancia predeterminada de la otra superficie final axial del cuerpo cilíndrico circular.
7. Dispositivo para la realización de un procedimiento según una de las reivindicaciones precedentes, con una superficie de apoyo (16) para apoyar el cuerpo (10) en toda su longitud, una disposición de superficies de fricción (23) que actúa en el cuerpo también en toda su longitud y con una superficie de fricción (24) dispuesta en paralelo al apoyo y una unidad de accionamiento (27) con la que la disposición de superficies de fricción se somete a un movimiento que produce un movimiento de laminación en el cuerpo, caracterizado porque la disposición de superficies de fricción (23) puede girar alrededor de un primer eje de giro (25) y alrededor de un segundo eje de giro (26) , discurriendo los ejes de giro de forma perpendicular al apoyo o a la superficie de fricción.
8. Dispositivo según la reivindicación 7, caracterizado porque presenta una unidad de control (28) que suministra señales de control a la unidad de accionamiento (27) .
9. Dispositivo según la reivindicación 8, caracterizado porque la unidad de control (28) genera las señales de control para la unidad de accionamiento (27) de modo que, en un primer paso del proceso de laminación, la disposición de superficies de fricción se gira alrededor del primer eje de giro (25) y, en un segundo paso del proceso de laminación, la disposición de superficies de fricción se gira alrededor del segundo eje de giro (26) .
10. Dispositivo según la reivindicación 9, caracterizado porque la unidad de control (28) genera las señales de control para la unidad de accionamiento (27) de modo que el giro de la disposición de superficies de fricción en el primer paso y el giro de la disposición de superficies de fricción en el segundo paso se realizan con la misma velocidad angular (0) .
11. Dispositivo según la reivindicación 9 o 10, caracterizado porque la unidad de control (28) genera las señales de control para la unidad de accionamiento (27) de modo que el ángulo de giro de la disposición de superficies de fricción en el primer paso y ángulo de giro de la disposición de superficies de fricción en el segundo
paso se iguales.
12. Dispositivo según una de las reivindicaciones 9 a 11, caracterizado porque la unidad de control (28)
genera las señales de control para la unidad de accionamiento (27) de modo que la dirección de laminación se 5 mantiene en el primer y en el segundo paso.
Patentes similares o relacionadas:
Procedimiento de fabricación de un cuerpo moldeado y cuerpo moldeado que se obtiene con él, del 15 de Abril de 2020, de PLANSEE SE: Procedimiento de fabricación de un cuerpo moldeado de un material compuesto de penetración metálico a base de wolframio-cobre o a base de molibdeno-cobre, […]
Grupo de lubricación para turbomáquina, turbomáquina y procedimiento de fabricación de un grupo de lubricación, del 25 de Marzo de 2020, de Safran Aero Boosters SA: Grupo de lubricación de turbomáquina especialmente de turborreactor de aeronave, comprendiendo el grupo de lubricación : - al menos dos bombas […]
 Anillo de elevación pivotante para la elevación de cargas, del 25 de Diciembre de 2019, de Intelprop S.A: Punto de elevación para la elevación de cargas que comprende:
un cuerpo pivotante al cual se asocia un medio (16; 16'; 116; 316; […]
Anillo de elevación pivotante para la elevación de cargas, del 25 de Diciembre de 2019, de Intelprop S.A: Punto de elevación para la elevación de cargas que comprende:
un cuerpo pivotante al cual se asocia un medio (16; 16'; 116; 316; […]
Procedimiento de producción de colectores de servoválvulas y colector con galería de flujo curvilíneo de construcción de una sola pieza, del 9 de Octubre de 2019, de Domin Fluid Power Limited: Un procedimiento de producción de un colector de servoválvula, en el que el colector incluye una cavidad cilíndrica dentro del colector […]
Método para adaptar e integrar una unidad de célula de combustible en un vehículo, del 11 de Septiembre de 2019, de Airbus Operations GmbH: Método para integrar una unidad de célula de combustible para integración en un componente estructural de un vehículo, que comprende las etapas […]
Carcasa para una transmisión y uso de un procedimiento de fabricación aditiva, del 21 de Agosto de 2019, de Diehl Defence GmbH & Co. KG: Carcasa de un mecanismo de timón para la cola de una aeronave con una transmisión alojada en la misma, en la que a) al menos un segmento […]
Procedimiento de fabricación de un sistema de conductos, del 19 de Junio de 2019, de BAE SYSTEMS PLC: Un procedimiento de producción de un sistema de conductos para su uso a bordo de una aeronave, comprendiendo el procedimiento: identificar […]
 Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio, del 2 de Enero de 2019, de Future Titanium Technology Pty Ltd: Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
[…]
Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio, del 2 de Enero de 2019, de Future Titanium Technology Pty Ltd: Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
[…]