Procedimiento y dispositivo para la fabricación de bolsas.
Procedimiento para la fabricación de bolsas (40), en particular bolsas de infusión,
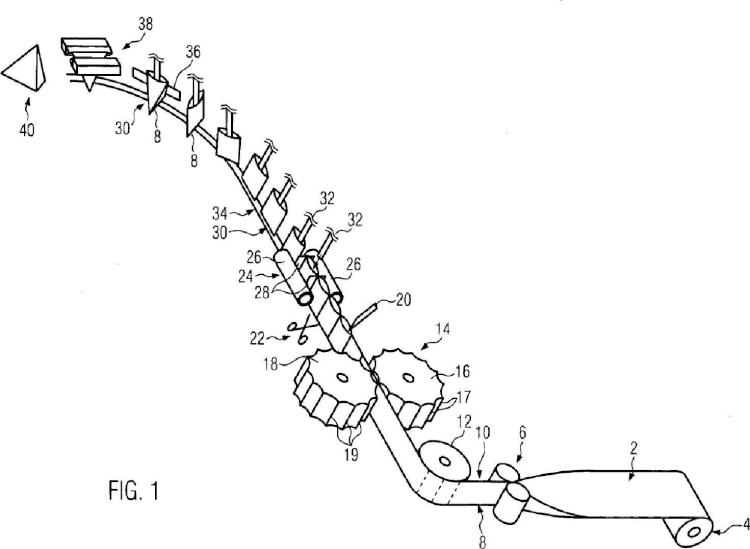
en el que se pliega longitudinalmente una banda plana (2) para la configuración de una banda (10) cerrada por el lado inferior mediante un pliegue (8), se dividen cámaras previstas unas detrás de otras en la dirección longitudinal de la banda (10), se configura una costura de separación (124) entre cámaras adyacentes, a través de la que se separan bolsas (40) individuales de la banda, y en el que se llenan con producto las cámaras tras la configuración de la costura de separación (124),
caracterizado porque
el material que forma las bolsas (40) se mueve al menos por el trayecto desde la estación de procesamiento (100) para configurar la costura de separación (124) hasta una estación de procesamiento (300) para cerrar las bolsas (40) de manera continua alrededor de un punto de giro (M).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12006642.
Solicitante: TEEPACK SPEZIALMASCHINEN GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: DÜSSELDORFER STRASSE 73 D-40667 MEERBUSCH ALEMANIA.
Inventor/es: LAMBERTZ, STEFAN, DR..
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B43/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › sirviéndose de zarpas.
- B65B43/62 B65B 43/00 […] › alrededor de un eje colocado en la posición de llenado, p. ej. el eje del receptáculo o recipiente.
- B65B9/087 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › la banda se mueve de forma continua.
PDF original: ES-2487865_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de bolsas La presente invención se refiere a un procedimiento y a un dispositivo para la fabricación de bolsas, en particular para la fabricación de bolsas de infusión. La invención se refiere en particular a un procedimiento con las características del preámbulo de la reivindicación 1 y a un dispositivo con las características del preámbulo de la reivindicación 6, que en cada caso se conocen por el documento WO-A-2007/089838.
La presente invención parte en particular de un procedimiento tal como se conoce por el documento EP-A2-0 771
730. En este procedimiento se pliega longitudinalmente una banda plana proporcionada inicialmente como banda de forma plana para la configuración de una banda cerrada por un lado mediante un pliegue. A continuación se dividen cámaras separadas entre sí en la banda cerrada por un lado, en este estado de la técnica mediante soldadura. Las cámaras están previstas además como partes de la banda de una sola pieza. Entonces, con la abertura de cámara hacia arriba se llenan estas cámaras en una estación de llenado. Para ello, en las cámaras abiertas por arriba se introduce producto en las cámaras. Después, todavía en vertical, se proporciona la banda a una unidad de sellado, en la que se cierra también el lado superior de las bolsas, es decir el lado opuesto al pliegue.
En el procedimiento conocido por el documento EP-A2-0 771 730 también las bolsas cerradas por todos los lados se siguen transportando como parte de una banda sin fin. Mediante el cambio de orientación de la banda se depositan las bolsas con su superficie lateral sobre una banda de apoyo, para finalmente proporcionarse también como pieza continua a un dispositivo de corte. Este dispositivo de corte comprende una cuchilla rotatoria, que actúa desde arriba contra la banda de apoyo de tal manera que se separa la banda de lámina en la zona de una costura que divide las cámaras situadas unas detrás de otras. Mediante esta separación se ponen a disposición bolsas independientemente de la banda. Las bolsas separadas caen sobre un trayecto de transporte, desde donde se extraen del dispositivo.
El procedimiento conocido previamente es relativamente complejo, porque se requieren trayectos de transporte considerables para realizar las etapas de procedimiento individuales en estaciones adecuadas para ello.
Por el documento WO-A-1999/59875 se conoce un procedimiento igualmente según el tipo genérico. También en este procedimiento conocido previamente, las cámaras cerradas en el lado opuesto al pliegue se desvían de una extensión inicialmente vertical para el llenado de las cámaras a una orientación horizontal y sólo después tiene lugar una separación de las bolsas mediante corte con una individualización posterior. El cierre de las bolsas en la pieza continua, es decir, como parte del material de bolsa proporcionado sin fin limita por un lado la cantidad de llenado, porque la banda sin fin se guía, sujeta a tensión de tracción, por las diferentes estaciones, es decir, también se transporta sujeta a tensión de tracción a lo largo de una estación de llenado y una estación de sellado. Además una costura de soldadura que cierra el material de bolsa en el lado opuesto al pliegue sólo puede conformarse en paralelo al pliegue, es decir, en el sentido de transporte de la banda sin fin.
La presente invención se basa en el problema de indicar un procedimiento mejorado y un dispositivo para la fabricación de bolsas, que pueda realizarse en particular con ahorro de espacio y por tanto de manera más sencilla. A este respecto, la presente invención considera en particular la fabricación de bolsas de infusión, es decir, bolsas que contienen material que se prepara por infusión. En particular, la presente invención pretende mejorar un procedimiento y un dispositivo para la fabricación de bolsas de infusión en forma de tetraedro, tal como se describen por ejemplo en el documento WO 95/01907 (véase en particular el documento EP 1 549 548 A1, figura 1) .
Para solucionar el problema por lo que respecta al procedimiento se propone con la presente invención un procedimiento con la característica de la reivindicación 1. Éste se diferencia del procedimiento según el tipo genérico porque se configura una costura de separación entre cámaras adyacentes, a través de la que se separan las bolsas individuales de la banda plana, y se llenan con el producto las cámaras tras la configuración de la costura de separación. De manera correspondiente, en el procedimiento según la invención inicialmente se configura una costura de separación, por la que se produce una separación de las bolsas. A diferencia del estado de la técnica, la pieza continua formada por la banda plana ya se ha interrumpido antes del llenado de las cámaras de tal manera que las bolsas individuales pueden individualizarse sin una etapa de procedimiento separada que actúe sobre el material de la banda plana produciendo un corte o separación. En la individualización se aumenta la distancia lateral de las cámaras guiadas inicialmente como pieza continua, es decir, las cámaras ya no son inmediatamente adyacentes con bordes laterales esencialmente en contacto.
A este respecto también se implementa un procedimiento con las características de la reivindicación 1 cuando, tras la configuración de la costura de separación, las cámaras entonces formadas se guían a modo de pieza continua, es decir, con superficies laterales esencialmente adyacentes. Sólo es esencial del hecho de que tras el llenado no tiene que producirse una operación de separación, sino que las cámaras que configuran las bolsas individuales se separan entre sí antes o después o durante el cierre del lado opuesto al pliegue mediante un movimiento relativo, en el que dado el caso las cámaras también se separan entre sí mediante arranque en la zona de la costura de separación.
Así, según la presente invención se propone mover de manera continua el material que forma las bolsas al menos desde la formación del pliegue hasta el cierre en el lado opuesto al pliegue. En el procedimiento según la invención, este movimiento continuo es preferiblemente un movimiento alrededor de un punto de giro. A este respecto, determinadas partes del movimiento también pueden producirse en la dirección radial, de modo que el movimiento del material sólo es aproximadamente un movimiento circular. En particular, en el contexto del movimiento alrededor de un punto de giro puede aumentarse la distancia radial partiendo de una zona de entrada, en la que la banda cerrada por un lado con un pliegue se proporciona al trayecto de procesamiento para la configuración de cámaras, hacia una estación en la que se cierra el material en el lado opuesto al pliegue para la configuración de una bolsa cerrada. De este modo se crea la posibilidad de prever entre una rueda de avance que guía la banda y el material de banda un yunque de una unidad de soldadura, que actúa al cerrar el lado opuesto al pliegue.
Según un perfeccionamiento preferido de la presente invención, el material que forma las bolsas, antes de configurar la costura de separación y hasta el cierre por el lado opuesto al pliegue, se agarra y transporta por una unidad de agarre asociada a una bolsa individual, hasta que se fabrica la bolsa mediante cierre en el lado opuesto al pliegue. A este respecto, habitualmente intervienen varias unidades de agarre simultáneamente, estando asociada cada una de las unidades de agarre a una bolsa individual, es decir, a un segmento longitudinal individual correspondiente a una longitud de bolsa de la banda que va a transportarse. Dicho de otro modo, varias unidades de agarre agarran en cada caso entre las cámaras individuales en cada caso compartimentos de división, que se forman regularmente por costuras de soldadura transversal. A este respecto, la unidad de agarre actúa habitualmente antes de la configuración de las cámaras, es decir, agarra el pliegue antes de la configuración de la cámara. Habitualmente este agarre se suelta inmediatamente tras el cierre de las bolsas terminadas. El agarre mediante las unidades de agarre se produce además preferiblemente de modo que la unidad de agarre agarra en cada caso el material de la banda sólo en la zona del pliegue, pero por lo demás deja sin tocar el volumen previsto por encima del pliegue y habitualmente entre las divisiones de cámara. Dicho de otro modo, la cámara, a pesar del agarre de la unidad de agarre puede llenarse hasta o casi hasta el fondo formado por el pliegue.
Según un perfeccionamiento preferido de la presente invención se individualizan saquitos abiertos por un lado. Saquitos abiertos por un lado son segmentos de la banda de doble capa, unidos entre sí... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de bolsas (40) , en particular bolsas de infusión, en el que se pliega longitudinalmente una banda plana (2) para la configuración de una banda (10) cerrada por el lado inferior mediante un pliegue (8) , se dividen cámaras previstas unas detrás de otras en la dirección longitudinal de la banda (10) , se configura una costura de separación (124) entre cámaras adyacentes, a través de la que se separan bolsas (40) individuales de la banda, y en el que se llenan con producto las cámaras tras la configuración de la costura de separación (124) , caracterizado porque el material que forma las bolsas (40) se mueve al menos por el trayecto desde la estación de procesamiento (100) para configurar la costura de separación (124) hasta una estación de procesamiento (300) para cerrar las bolsas (40) de manera continua alrededor de un punto de giro (M) .
2. Procedimiento según la reivindicación 1, caracterizado porque el material que forma las bolsas (40) , antes de configurar la costura de separación (124) y hasta el cierre por el lado opuesto al pliegue, se agarra y transporta por una unidad de agarre (410, 422) asociada a una bolsa (40) individual, hasta que se fabrica la bolsa (40) mediante cierre en el lado opuesto al pliegue (8) .
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque se individualizan saquitos (30) abiertos por un lado.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque los saquitos (30) abiertos por un lado se cierran en el lado opuesto al pliegue (8) con una costura de soldadura (432) , que se extiende esencialmente en ángulo recto con respecto al pliegue (8) .
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque los saquitos (30) abiertos por un lado se hacen pivotar antes del cierre de tal manera que el pliegue (8) se orienta esencialmente en ángulo recto con respecto al sentido de avance de los saquitos (30) .
6. Dispositivo para la fabricación de bolsas (40) , en particular bolsas de infusión, con
una unidad de plegado para plegar una banda plana (2) , una disposición de agarre (400) que agarra la banda plegada (10) con una pluralidad de unidades de agarre (422) que se mueven alrededor de un punto de giro (M) y montadas en cada caso de manera pivotante;
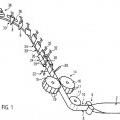
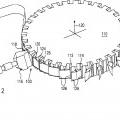
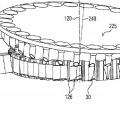
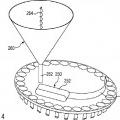
un disco de dosificación rotatorio (200) con un lado de alimentación (225) para aplicar el producto y un lado de carga (210) opuesto, del que sobresalen una pluralidad de tubos de llenado (210) , que pueden introducirse en cámaras formadas por la banda (10) , una unidad de soldadura (300) para cerrar la bolsa (40) y una unidad de retirada para retirar la bolsa (40) , caracterizado porque las unidades de agarre (422) están configuradas de tal manera que sujetan la banda plana (2) por el pliegue (8) , porque está prevista una unidad de soldadura de saquitos (100) que comprende una rueda de yunque dentada (110) y que se mueve alrededor del punto de giro (M) y un sonotrodo (116) que actúa conjuntamente con salientes (112) de la rueda de yunque (110) para configurar saquitos (30) que conforman cámaras y separados entre las cámaras por una costura de separación (124) , estando orientado un eje de giro (240) del disco de dosificación (200) de manera oblicua con respecto a un eje de giro (120) de la rueda de yunque y/o de la disposición de agarre (400) , y porque el material que forma las bolsas (40) puede moverse al menos por el trayecto desde la unidad de soldadura de saquitos (100) para configurar la costura de separación (124) hasta la unidad de soldadura (300) para cerrar las bolsas (40) de manera continua alrededor del punto de giro (M) .
7. Dispositivo según la reivindicación 6, caracterizado porque el sonotrodo (116) está orientado de manera estacionaria y oblicua con respecto a los salientes de yunque (112) .
8. Dispositivo para la fabricación de bolsas según la reivindicación 6 ó 7, caracterizado porque la unidad de soldadura (300) para cerrar las bolsas (40) presenta un yunque estacionario (310) , que está dispuesto entre la rueda de yunque (110) y un sonotrodo (320) .
9. Dispositivo según la reivindicación 8, caracterizado porque el sonotrodo es un sonotrodo rotatorio (320) .
10. Dispositivo según una de las reivindicaciones 6 a 9, caracterizado porque la unidad de agarre (422) está montada sobre una base de agarre (412) , que soporta de manera pivotante al menos dos brazos de plegado (418) que actúan sobre el extremo abierto del saquito.
11. Dispositivo según una de las reivindicaciones 6 a 10, caracterizado porque las unidades de agarre (422)
están montadas de manera que pueden moverse en traslación en la dirección radial de la disposición de agarre (400) .
12. Dispositivo según una de las reivindicaciones 6 a 11, caracterizado porque al lado de alimentación (225) del disco de dosificación (200) está asociada una unidad de dosificación (260) y una unidad de pesaje (250) , que detecta un flujo másico suministrado por la unidad de dosificación (260) , y porque está previsto un control que compara un valor real del flujo másico detectado por la unidad de pesaje (250) con un valor teórico y, tomando como base esta comparación, controla el flujo másico suministrado por la unidad de dosificación (260) .
Patentes similares o relacionadas:
Envasado de chips comestibles de aperitivo, del 15 de Julio de 2020, de Frito-Lay Trading Company GmbH (100.0%): Un procedimiento para envasar chips comestibles de aperitivo , comprendiendo dicho procedimiento las siguientes etapas: a) proporcionar […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Máquina de llenado para bolsas con aberturas, del 19 de Febrero de 2020, de Ing. A. Rossi Impianti Industriali - Societa' a Responsabilita' Limitata: Una máquina de llenado para bolsas (S) con una abertura (B), que comprende: - un cabezal dispensador con un producto que ha […]
Planta y procedimiento de preparación de medicamentos, del 9 de Octubre de 2019, de AEA S.R.L: Planta para preparar medicamentos, que comprende: una carcasa que define al menos una cámara de almacenamiento y al menos una […]
Máquina de llenado para el llenado de un paquete de tipo bolsa flexible, del 18 de Septiembre de 2019, de ECOLEAN AB: Una máquina de llenado para llenar paquetes de tipo bolsa flexible, teniendo cada uno un canal de llenado y siendo esencialmente plano en un estado no llenado […]
 Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Aparato y procedimiento para transportar y llenar sacos, del 31 de Julio de 2019, de Statec Binder GmbH: Dispositivo para transportar y llenar sacos , preferentemente sacos abiertos, que comprende un dispositivo de llenado giratorio alrededor de un eje de rotación con […]
Dispositivo de suministro de bolsas, del 10 de Julio de 2019, de TOYO JIDOKI CO., LTD.: Un dispositivo de suministro de bolsas , usado en una máquina rotatoria de embalaje de llenado de bolsas equipada con una pluralidad de parejas de agarradores intermitentemente […]
Máquina envasadora con funcionalidad aumentada, particularmente para pequeñas bolsas preformadas, del 12 de Junio de 2019, de Umbra Packaging S.R.L: Una máquina envasadora con funcionalidad aumentada, particularmente para pequeñas bolsas preformadas, que comprende una pluralidad de estaciones de procesado […]