PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR Y REGULAR EL MOVIMIENTO DEL MACHO EN PRENSAS SERVOELECTRICAS.
Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas en las que se pueden controlar las posiciones,
velocidades y fuerzas o pares de giro de los servomotores (1.1, 1.2) por medio de un equipo de control NC (58), caracterizado porque los pares de giro nominales para el servomotor o los servomotores (1.1, 1.2) de accionamiento del punto o los puntos de presión (7) de uno o varios machos (3) pueden ser regulados en función de magnitudes de influencia, tales como la multiplicación de engranaje i = f(f) dependiente de la posición de un árbol de mando y/o la suspensión elástica scorr = f(Freal,Mreal) dependiente de la fuerza, por medio de un disco de leva de posición (20) controlado por un árbol de mando virtual (30), pudiendo ser solicitado el disco de leva de posición (20) con valores de corrección en forma de una desviación de posición dependiente de la fuerza en el caso con movimiento reversible ligado a la posición en la zona del punto de inversión inferior y efectuándose la conmutación entre regulación de posición y regulación de fuerza, en el caso con movimiento reversible ligado a la fuerza en la zona del punto de inversión inferior, por evaluación de una desviación de regulación máxima del regulador de posición (32) o del regulador de velocidad (33) o por la evolución del disco de leva de posición (20) por debajo de la posición (21) del macho forzada por el útil en combinación con un valor límite de fuerza o de par (35)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2006/001436.
Solicitante: MULLER WEINGARTEN AG.
Nacionalidad solicitante: Alemania.
Dirección: SCHUSSENSTRASSE 11,88250 WEINGARTEN.
Inventor/es: DARR, UWE, SCHMIDT, STEFFEN.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B30B15/14E
- G05B19/18F
- G05B19/39 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › que utilizan una combinación de medios cubiertos por al menos dos de los grupos G05B 19/21, G05B 19/27 y G05B 19/33.
Clasificación PCT:
- G05B19/18 G05B 19/00 […] › Control numérico (NC), es decir, máquinas que funcionan automáticamente, en particular máquinas herramientas, p. ej. en un entorno de fabricación industrial, para efectuar un posicionamiento, un movimiento o acciones coordinadas por medio de datos de un programa en forma numérica (G05B 19/418 tiene prioridad).
- G05B19/39 G05B 19/00 […] › que utilizan una combinación de medios cubiertos por al menos dos de los grupos G05B 19/21, G05B 19/27 y G05B 19/33.
Fragmento de la descripción:
Procedimiento y dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas.
La invención concierne a un procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según el preámbulo de la reivindicación 1 y a un dispositivo para la puesta en práctica del procedimiento según el preámbulo de la reivindicación 18.
Estado de la técnica
En el documento DE 196 42 962 A1 se propone una prensa de transferencia hidráulica en la que la sincronización entre la prensa y la transferencia se efectúa por medio de un árbol de mando virtual. En este caso, los desarrollos de movimiento de la prensa y la transferencia se archivan siempre de forma tabular en función del árbol de mando, y a partir de ellos se generan en el ciclo de regulación de posición, según a la posición actual del árbol de mando, los valores nominales de posición correspondientes y se prefijan los ejes de regulación como valores nominales. Se aplica aquí ventajosamente a prensas hidráulicas el principio de la regulación por disco de leva bajo control de árbol de mando, no estando prevista una posibilidad de combinación con una regulación de fuerza o una limitación de fuerza.
En el documento DE 198 06 751 A1 se describe una instalación de prensas con accionamiento eléctrico según el principio del motor lineal. La regulación de los accionamientos se efectúa por medio de una regulación de posición de varias etapas, una regulación de velocidad de varias etapas y una regulación de corriente (fuerza)-aceleración de varias etapas. Dado que la prefijación del desarrollo del movimiento de los motores lineales controlados durante el funcionamiento en paralelo o durante el funcionamiento de amo-esclavo se efectúa como una característica de recorrido del macho-tiempo, las magnitudes perturbadoras en el desarrollo del movimiento pueden aumentar el riesgo de una asincronicidad, por un lado, con equipos periféricos y, por otro, con machos contiguos de una instalación de varias prensas.
En el documento JP 2004058152 A se describe un método para ajustar e indicar la posición del macho de una servoprensa y para sincronizarla con equipos periféricos. Se calcula e indica aquí un ángulo de manivela virtual al producirse el ingreso de datos para el desarrollo del movimiento. Durante el funcionamiento se capta la posición del macho en el ciclo entre los puntos de inversión superior e inferior y se entrega esta posición a los equipos periféricos como ángulo de manivela virtual asociado. Dado que en este método se obtiene retroactivamente la posición del árbol de mando a partir de la posición captada del macho, se pueden sincronizar ciertamente equipos periféricos con el movimiento del macho, pero no se pueden sincronizar varios accionamientos de un macho entre ellos, tal como, por ejemplo, en prensas de múltiples puntos.
En el documento JP 2003230996 A se describe un método de control para servoprensas de varios puntos que minimiza la inclinación del macho por medio de un concepto de regulación de amo-esclavo. Este método adolece del inconveniente de que no se pueden regularizar desviaciones de posición, por ejemplo, a consecuencia de la suspensión elástica de los miembros de transmisión mecánicos entre los motores y los puntos de presión del macho.
En el documento JP 2003340600 A se describe un controlador de macho para una servoprensa con árbol excéntrico y palanca acodada, que hace posible una carrera variable del macho por funcionamiento reversible del servoaccionamiento entre dos posiciones angulares del árbol excéntrico. Estas posiciones angulares corresponden a los puntos de inversión superior e inferior del macho y son calculadas por el controlador del macho con ayuda de los valores ingresados para los puntos de inversión superior e inferior. No se pueden deducir de este documento la clase de prefijación, cálculo y regulación ni especialmente la sincronización de las evoluciones de movimiento y de fuerza del movimiento del macho.
Se conoce por el documento DE 19952941 A1 un procedimiento de control para servoprensas con varios machos equipados cada uno de ellos con un punto de presión, cuyo procedimiento emplea una combinación de regulación de posición y limitación de par para conseguir una distribución de carga definida entre los machos de prensa y reducir una influenciación mutua. Dado que este procedimiento se dirige solamente a prensas con varios machos, no puede deducirse del documento ninguna solución para la regulación del movimiento de un macho con varios puntos de presión. Dado que el desarrollo del movimiento se controla en función del tiempo, las magnitudes perturbadoras en el desarrollo del movimiento pueden incrementar el riesgo de una asincronicidad, por un lado, con equipos periféricos y, por otro, con machos contiguos de una instalación de varias prensas.
Según el documento DE 19753949 A1, se conoce una prensa conformadora flexible con accionamiento cinemático paralelo para movimiento no lineal del macho con preferiblemente seis actores dispuestos entre el macho y el bastidor y realizados en forma de cilindros hidráulicos o husillos, en los cuales están integrados equipos de medida de longitud que realimentan las señales de medida de las variaciones de longitud - ocasionadas bajo carga debido a la rigidez - al controlador de la prensa para la subsiguiente compensación por técnicas de control. La aplicación de este controlador limitado a un circuito de regulación de posición que capta valores reales conduce, en procesos de alta dinámica, a una calidad de regulación aminorada. Además, no se describe una vinculación del controlador del macho, por un lado, con equipos periféricos, como, por ejemplo, almohadillas de embutición y equipos de transporte de piezas, ni, por otro lado, con machos contiguos de una instalación de varias prensas.
El documento EP 1 321 285 A2 describe una maquina conformadora con un accionamiento de manivela accionable por un servomotor, efectuándose el control del movimiento del macho en un primer caso con una clase de funcionamiento ligada a la fuerza por medio de una regulación combinada de posición y de fuerza de modo que, al alcanzarse la zona de conmutación, se pueda conmutar el controlador del movimiento del macho, en función de la posición, de regulación de posición a regulación de fuerza y, después de alcanzar una fuerza nominal sin pasar por el punto de inversión inferior, se efectúe la inversión del movimiento del macho por medio de una regulación de posición para volver a la posición de partida. Debido a esta señal de conmutación dependiente de la posición, las fluctuaciones dependientes del proceso pueden perjudicar a la reproduccibilidad de la fase regulada en fuerza.
En un segundo caso con clase de funcionamiento ligada al recorrido el controlador del movimiento del macho está combinado con un equipo de regulación de fuerza de prensado de modo que, al pasar por el punto de inversión inferior, se pueda efectuar, después de una comparación de valor nominal-valor real, una corrección de la posición del macho para mantener una fuerza de prensado definida.
El documento US 6 246 201 B1 describe un sistema de control con función de disco de leva electrónico para servomotores, en el que la regulación de los accionamientos se efectúa por medio de una regulación de posición, de velocidad y de corriente de varias etapas. En este caso, a partir de las consignas de perfil de recorrido controladas por leva se generan, por un lado, los valores nominales para el regulador de posición y, por otro lado, mediante una primera derivada de la función de recorrido, se genera un precontrol de velocidad para el regulador de número de revoluciones. Mediante una segunda derivada de la función de recorrido se efectúa un precontrol de aceleración. No se revelan características de control específicas para regular el movimiento del macho de una prensa servoeléctrica.
Problema y ventaja de la invención
La invención se basa en el problema de crear un procedimiento y un dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas, en los que, por medio de una estructura sencilla del control y la regulación y de un pequeño número de pasos del procedimiento, se haga posible un desarrollo preciso y reproducible del movimiento del macho tanto en fases del movimiento del macho regulado en posición como en fases del movimiento de dicho macho regulado en fuerza y se garantice un funcionamiento regulado tanto entre varios puntos de presión de un macho como entre varios puntos de presión de varios machos de una...
Reivindicaciones:
1. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas en las que se pueden controlar las posiciones, velocidades y fuerzas o pares de giro de los servomotores (1.1, 1.2) por medio de un equipo de control NC (58), caracterizado porque los pares de giro nominales para el servomotor o los servomotores (1.1, 1.2) de accionamiento del punto o los puntos de presión (7) de uno o varios machos (3) pueden ser regulados en función de magnitudes de influencia, tales como la multiplicación de engranaje i = f(
2. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 1, caracterizado porque antes del comienzo del desarrollo del procedimiento se almacena, en la primera fase de preparación (10), la evolución específica de la máquina para la multiplicación de engranaje en el equipo de control NC (58), porque en la segunda fase de preparación (11) se ingresa y calcula la evolución nominal específica de las piezas para la posición de los puntos de presión (7) y se almacena dicha evolución como disco de leva de posición (20) en el equipo de control NC (58), y porque en el paso (13) del procedimiento se genera durante el movimiento del macho un árbol de mando virtual (30) y se puede influir sobre la posición del macho por medio de una regulación de posición que recibe su valor nominal de un disco de leva de posición (20) leído de conformidad con el árbol de mando virtual (30).
3. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 1, caracterizado porque antes del comienzo del desarrollo del procedimiento se almacena, en la primera fase de preparación (10), la evolución específica de la máquina para la multiplicación de engranaje en el equipo de control NC (58), porque en la segunda fase de preparación (11) se ingresan y calculan las evoluciones nominales específicas de las piezas para la posición y la fuerza en función de la posición del árbol de mando (30) y se almacenan dichas evoluciones como disco de leva de posición (20) y valor límite de fuerza o de par (35) en el equipo de control NC (58), porque en el primer paso (13) del procedimiento se genera durante el movimiento del macho un árbol de mando virtual (30) y se puede influir sobre la posición del macho por medio de una regulación de posición que recibe su valor nominal de un disco de leva de posición (20) leído de conformidad con el árbol de mando virtual (30), porque en el segundo paso (15) del procedimiento se conmuta a regulación de fuerza o de par de giro al cumplirse la primera condición de conmutación (14), porque en el tercer paso (16) del procedimiento se efectúa una regulación de fuerza o de par de giro después del cumplimiento de la primera condición de conmutación (14) y, además, se genera también el árbol de mando virtual (30), y porque en el cuarto paso (18) del procedimiento, al cumplirse la segunda condición de conmutación (17), se conmuta nuevamente a regulación de posición con disco de leva de posición (20) al comienzo de la carrera ascendente (28) del macho y se prosigue cíclicamente el desarrollo del movimiento con el primer paso (13) del procedimiento.
4. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 1, caracterizado porque antes del comienzo del desarrollo del procedimiento se almacenan, en la primera fase de preparación (10), las evoluciones específicas de la máquina para la multiplicación de engranaje y para la suspensión elástica de los elementos de accionamiento en el equipo de control NC (58), porque en la segunda fase de preparación (11) se ingresan y calculan las evoluciones nominales específicas de las piezas para la posición y, dependiendo de la clase de funcionamiento, para la fuerza en función de la posición del árbol de mando (30) y se almacenan dichas evoluciones como disco de leva de posición (20) y, dependiendo de la clase de funcionamiento, como valor límite de fuerza o de par (35) en el equipo de control NC (58), porque en el primer paso (13) del procedimiento se genera durante el movimiento del macho un árbol de mando virtual (30), se calcula una desviación de posición dependiente de la fuerza para cada punto de presión (7) y se puede influir sobre la posición del macho por medio de una regulación de posición que obtiene su valor nominal de un disco de leva de posición (20), leído de conformidad con el árbol de mando virtual (30), y de la respectiva desviación de posición, porque en el paso (16) del procedimiento se efectúa, dependiendo de la clase de funcionamiento, la entrega del valor límite de fuerza o de par (35) y, además, se genera también el árbol de mando virtual (30), y porque en el paso (18) del procedimiento, al alcanzarse, dependiendo de la clase de funcionamiento, el valor límite de fuerza o de par (35), se agrega la carrera ascendente (28) del macho por medio de una regulación de posición a través del disco de leva de posición (20) y se prosigue cíclicamente el desarrollo del movimiento con el primer paso (13) del procedimiento.
5. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 1, caracterizado porque antes del comienzo del desarrollo del procedimiento se almacena, en la primera fase de preparación (10), la evolución específica de la máquina para la multiplicación de engranaje en el equipo de control NC (58), porque en la segunda fase de preparación (11) se ingresan y calculan las evoluciones nominales específicas de las piezas para la posición y, dependiendo de la clase de funcionamiento, para la fuerza en función de la posición del árbol de mando (30) y se almacenan dichas evoluciones como disco de leva de posición (20) y, dependiendo de la clase de funcionamiento, como valor límite de fuerza o de par (35) en el equipo de control NC (58), porque en el primer paso (13) del procedimiento se genera durante el movimiento del macho un árbol de mando virtual (30) y se puede influir sobre la posición del macho por medio de una regulación de posición que recibe su valor nominal de un disco de leva de posición (20), leído de conformidad con el árbol de mando virtual (30), y de las posiciones reales medidas a partir de la suspensión elástica de los distintos puntos de presión (7), porque en el paso (16) del procedimiento se efectúa, dependiendo de la clase de funcionamiento, la entrega del valor límite de fuerza o de par (35) y, además, se genera también el árbol de mando virtual (30), y porque en el paso (18) del procedimiento, al alcanzarse, dependiendo de la clase de funcionamiento, el valor límite de fuerza o de par (35), se agrega la carrera ascendente (28) del macho por medio de una regulación de posición a través del disco de leva de posición (20) y se prosigue cíclicamente el desarrollo del movimiento con el primer paso (13) del procedimiento.
6. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 1, caracterizado porque antes del comienzo del desarrollo del procedimiento se almacenan, en la primera fase de preparación (10), las evoluciones específicas de la máquina para la multiplicación de engranaje y para la suspensión elástica de los elementos de accionamiento en el equipo de control NC (58), porque en la segunda fase de preparación (11) se ingresan y calculan las evoluciones nominales específicas de las piezas para la posición y, dependiendo de la clase de funcionamiento, para la fuerza en función de la posición del árbol de mando (30) y se almacenan dichas evoluciones como disco de leva de posición (20) y, dependiendo de la clase de funcionamiento, como valor límite de fuerza o de par (35) en el equipo de control NC (58), porque en el primer paso (13) del procedimiento se genera durante el movimiento del macho un árbol de mando virtual (30), se calcula una desviación de posición dependiente de la fuerza para cada punto de presión (7) y se puede influir sobre la posición del macho por medio de una regulación de posición que recibe su valor nominal de un disco de leva de posición (20), leído de conformidad con el árbol de mando virtual (30), de la respectiva desviación de posición y de las posiciones reales medidas a partir de la suspensión elástica de los distintos puntos de presión (7), porque en el paso (16) del procedimiento se efectúa, dependiendo de la clase de funcionamiento, la entrega del valor límite de fuerza o de par (35) y, además, se genera también el árbol de mando virtual (30), y porque en el paso (18) del procedimiento, al alcanzarse, dependiendo de la clase de funcionamiento, el valor límite de fuerza o de par (35), se agrega la carrera ascendente (28) del macho por medio de una regulación de posición a través del disco de leva de posición (20) y se prosigue cíclicamente el desarrollo del movimiento con el primer paso (13) del procedimiento.
7. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se pueden controlar uno o varios puntos de presión (7) de un macho (3) perteneciente a una prensa.
8. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se pueden controlar varios machos (3) pertenecientes a una prensa con uno o varios puntos de presión (7).
9. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se pueden controlar varias prensas pertenecientes a una instalación de prensas, cada una de ellas con al menos un macho (3) y sus puntos de presión asociados (7).
10. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se puede influir sobre la limitación de fuerza por medio de un perfil de valor nominal de fuerza que depende de la posición del árbol de mando (30).
11. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se puede influir sobre la suspensión elástica de los elementos de accionamiento para cada punto de presión (7) por medio de una desviación hacia la posición nominal en función del par de giro o de la fuerza.
12. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se puede influir sobre la suspensión elástica de los elementos de accionamiento por medio de una misma sensórica que mide en cada punto de presión (7).
13. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se puede influir sobre la suspensión elástica de los elementos de accionamiento para cada punto de presión (7) por medio de una desviación hacia la posición nominal en función del par de giro o de la fuerza y por medio de una sensórica que mide la suspensión elástica en cada punto de presión (7).
14. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se puede influir sobre el número de revoluciones del árbol de mando virtual (30) en función de la desviación de regulación del regulador de posición o de velocidad (32, 33).
15. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se puede influir sobre el número de revoluciones del árbol de mando virtual (30) en función de los pares o fuerzas que se presenten en los puntos de presión (7) del macho (3).
16. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se pueden controlar los discos de leva de posición (20) para el movimiento de los respectivos machos (3) de una instalación de prensas por medio de unos árboles de mando (30) asociados a sendas prensas y sincronizados entre ellos.
17. Procedimiento para controlar y regular el movimiento del macho en prensas servoeléctricas según cualquiera de las reivindicaciones anteriores, caracterizado porque se pueden controlar los discos de leva de posición (20) para el movimiento de los respectivos machos (3) de una instalación de prensas por medio de un árbol de mando común (30).
18. Dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas en las que se pueden controlar las posiciones, velocidades y pares de giro o fuerzas de los servomotores (1.1, 1.2) por medio de un equipo de control NC (58), caracterizado porque el equipo de regulación de eje (29) asociado al servomotor o los servomotores (1.1, 1.2) para el accionamiento del punto de presión o los puntos de presión (7) de uno o varios machos (3) presenta, por un lado, un regulador de posición (32) que, en el caso con movimiento reversible ligado a la posición en la zona del punto de inversión inferior, recibe su valor nominal del equipo de control de disco de leva (31) controlado por árbol de mando o de la unidad funcional (44) para calcular la posición rotatoria del motor, sumado con la desviación de posición scorr = f(M) obtenida en la unidad funcional (47) para corregir la suspensión elástica, y, por otro lado, presenta una unidad funcional (34) de limitación de par que, en el caso con movimiento reversible ligado a la fuerza en la zona del punto de inversión inferior, recibe su valor nominal de la unidad funcional (46) para prefijar el valor límite de par.
19. Dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 18, caracterizado porque la unidad funcional (47) para corregir la suspensión está operativamente unida con el regulador de par/corriente (36) a través del retorno del valor real de par.
20. Dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 18, caracterizado porque la unidad funcional (39) para prefijar el número de revoluciones del árbol de mando está operativamente unida con el regulador de par/corriente (36) a través del retorno del valor real de par.
21. Dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 18, caracterizado porque el equipo de control NC (58) contiene, en caso necesario, unidades funcionales (44) para calcular la posición rotatoria del motor, (45) para obtener el factor de avance y (47) para corregir la suspensión elástica.
22. Dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 18, caracterizado porque los discos de leva de posición (20) incluyen las posiciones nominales del macho (3) o de los puntos de presión (7).
23. Dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 18, caracterizado porque los discos de leva de posición (20) incluyen las posiciones nominales de los servomotores (1.1, 1.2) o de los engranajes (2.1, 2.2) acoplados directamente a éstos.
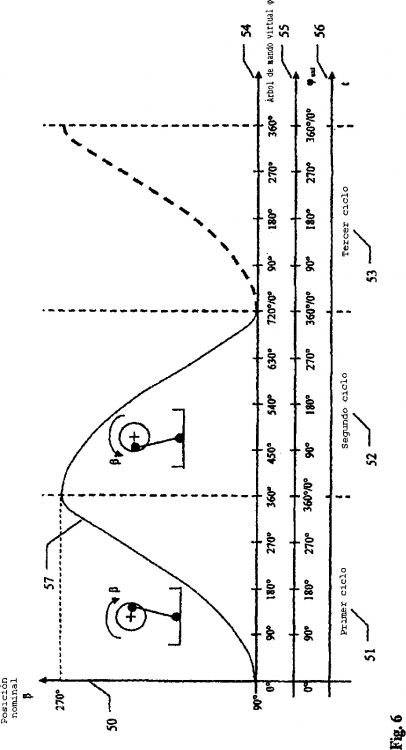
24. Dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 18, caracterizado porque los discos de leva de posición (20) incluyen las posiciones nominales para un ciclo (51, 52) o para varios ciclos (51, 52).
25. Dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 18, caracterizado porque el circuito de regulación de posición incluye un respectivo sensor de medida de longitud asociado a cada punto de presión (7).
26. Dispositivo para controlar y regular el movimiento del macho en prensas servoeléctricas según la reivindicación 25, caracterizado porque se emplea, para precontrolar el circuito de regulación de posición, la desviación de posición obtenida en la unidad funcional (47) para corregir la suspensión elástica.
Patentes similares o relacionadas:
 PROCEDIMIENTO Y DISPOSITIVO DE CONTROL Y REGULACION DE DESVIACIONES DE LA SITUACION DEL PORTANACHOS EN PRENSAS SERVOELECTRICAS, del 21 de Diciembre de 2010, de MULLER WEINGARTEN AG: - Procedimiento de control y regulación de la si- tuación del portamachos en prensas servoeléctricas, en las que pueden controlarse las posiciones, las velocidades […]
PROCEDIMIENTO Y DISPOSITIVO DE CONTROL Y REGULACION DE DESVIACIONES DE LA SITUACION DEL PORTANACHOS EN PRENSAS SERVOELECTRICAS, del 21 de Diciembre de 2010, de MULLER WEINGARTEN AG: - Procedimiento de control y regulación de la si- tuación del portamachos en prensas servoeléctricas, en las que pueden controlarse las posiciones, las velocidades […]
MAQUINA HERRAMIENTA Y DISPOSITIVO DE MANIPULACION ADAPTADO PAR MONTARLO EN UNA MAQUINA DE ESE TIPO., del 16 de Marzo de 2006, de SARTORIO, FRANCO: Máquina-herramienta incluyendo una herramienta sostenida por un bastidor fijo a través de una estructura que se desplaza la cual permite […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA REGULACION DE POSICION DE UNA PARTE MOVIBLE, del 1 de Abril de 1997, de ROBERT BOSCH GMBH: SE PROPONE UN DISPOSITIVO PARA LA REGULACION DE POSICION DE UNA PARTE MOVIBLE Y UN PROCEDIMIENTO PARA LA UTILIZACION DEL DISPOSITIVO. EL DISPOSITIVO DE REGULACION […]
PERFECCIONAMIENTOS EN DISPOSITIVOS DE CONTROL DE MOTORES ELECTRICOS DESTINADOS A ACCIONAR EN ROTACION LOS ARBOLES DE ACCIONAMIENTO DE ELEMENTOS DESPLAZABLES., del 31 de Enero de 1984, de SOMFY: DISPOSITIVO DE CONTROL DE MOTORES ELECTRICOS DESTINADOS A ACCIONAR EN ROTACION LOS ARBOLES DE ACCIONAMIENTO DE ELEMENTOS DESPLAZABLES. COMPRENDE […]
 PROCEDIMIENTO PARA LA DIVISION DE UN MOVIMIENTO RELATIVO ENTRE UNA PIEZA DE TRABAJO Y UNA HERRAMIENTA DE UNA MAQUINA-HERRAMIENTA, del 16 de Diciembre de 2008, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Procedimiento para la división de un movimiento relativo entre una pieza de trabajo y una herramienta de una máquina-herramienta en la dirección de un eje […]
PROCEDIMIENTO PARA LA DIVISION DE UN MOVIMIENTO RELATIVO ENTRE UNA PIEZA DE TRABAJO Y UNA HERRAMIENTA DE UNA MAQUINA-HERRAMIENTA, del 16 de Diciembre de 2008, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Procedimiento para la división de un movimiento relativo entre una pieza de trabajo y una herramienta de una máquina-herramienta en la dirección de un eje […]
 PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR Y REGULAR FUERZAS EN PRENSAS SERVOELECTRICAS, del 3 de Mayo de 2010, de MULLER WEINGARTEN AG: Procedimiento para controlar y regular fuerzas en prensas servoeléctricas en las que se pueden controlar los pares de giro de los servomotores , caracterizado […]
PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR Y REGULAR FUERZAS EN PRENSAS SERVOELECTRICAS, del 3 de Mayo de 2010, de MULLER WEINGARTEN AG: Procedimiento para controlar y regular fuerzas en prensas servoeléctricas en las que se pueden controlar los pares de giro de los servomotores , caracterizado […]
Robot móvil autónomo para ejecutar asignaciones de trabajo en un entorno físico en el que hay obstáculos estacionarios y no estacionarios, del 1 de Julio de 2020, de OMRON CORPORATION: Un robot móvil para ejecutar una asignación de trabajo en un entorno físico en el que hay obstáculos estacionarios y no estacionarios, comprendiendo […]
Dispositivo limitador de arranque y máquina herramienta, del 9 de Octubre de 2019, de CITIZEN WATCH CO. LTD.: Dispositivo limitador de arranque que comprende: una unidad de prohibición de arranque configurada para prohibir el arranque de un […]