PROCEDIMIENTO Y DISPOSITIVO PARA EL CONTROL DE LAS COLADAS EN UNA LINGOTERA DE COLADA CONTINUA DE DESBASTES.
Procedimiento para el control de la configuración de las coladas de un metal colado en una lingotera de colada continua de desbastes metálicos u otros productos planos similares especialmente de acero,
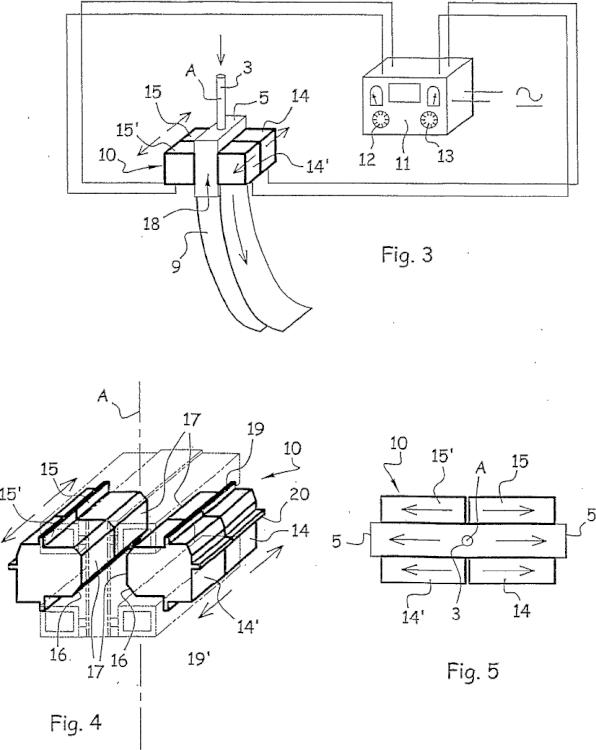
con la ayuda de una boquilla sumergida dotada de orificios de salida lateral girada en frente de las pequeñas caras de la lingotera, pudiendo dicha configuración estar naturalmente en modo "bucle simple" o "doble bucle", o también "inestable", procedimiento según el cual se aplica, a nivel de los orificios (2) de la boquilla sumergida (3), campos magnéticos deslizantes horizontalmente por medio de inductores (14, 14'; 15, 15') dispuestos en frente de al menos una gran cara de la lingotera de parte y de otra de la boquilla, y caracterizado porque se hace actuar dichos campos magnéticos deslizantes hacía el exterior, en el sentido que va desde la boquilla (3) hacía cada pequeña cara (5), y porque se hace actuar durante toda la operación de colada de manera a instalar una configuración permanente estabilizada en modo "bucle doble"
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2003/002978.
Solicitante: ROTELEC.
Nacionalidad solicitante: Francia.
Dirección: TOUR MERCURIALES 40, RUE JEAN JAURES 93170 BAGNOLET FRANCIA.
Inventor/es: KUNSTREICH, SIEBO.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Octubre de 2003.
Clasificación Internacional de Patentes:
- B22D11/115 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › empleando campos magnéticos.
Clasificación PCT:
- B22D11/115 B22D 11/00 […] › empleando campos magnéticos.
Clasificación antigua:
- B22D11/115 B22D 11/00 […] › empleando campos magnéticos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358103_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a la colada continua de los metales, del acero en particular, en forma de desbastes, o de cualquier otro producto plano alargado análogo.
Se refiere más concretamente a la mejora de la calidad de los productos colados por un control de la configuración de los movimientos de convección del metal colado en el seno de la lingotera.
Definitivamente se admite hoy en día, sin por ello ser ya capaz de describir el vínculo de causalidad, que la manera en que se organizan los movimientos de convección del metal en fusión en lingotera es un factor que determina sobre la calidad de los productos obtenidos, tanto en lo que se refiere a la formación de una primera capa de solidificación bien homogénea y regular sobre el perímetro de la lingotera, que respecto a la limpieza superficial y subcutánea (incrustaciones de escoria, picaduras, ampollas, o nivel de limpieza inclusionaria interna).
Se sabe así mismo la importancia que toma a este respecto el desarrollo, a partir de su entrada en el espacio de colada, de los flujos de metal líquido que llegan a lingotera por los orificios de salida laterales de la boquilla sumergida que alimenta el sistema de metal que se debe colar.
Se citará a este respecto, entre otros, el artículo de P. H. Dauby, M. B. Assar y G. D. Lawson “viaje en una lingotera de colada continua. Medidas láser y electromagnéticas de la hidrodinámica del acero” aparecido en la Revista de Metalurgia, en abril de 2001; Vol. 4, pág. 353-356, NPL/EPO XP 008019071, y la publicación hecha por D. Gotthelf,
P. Andrzejewski, E. Julius y H. Haubrich “Mold flow monitoring-a tool to improve caster operation” en la 3ª Conferencia Europea sobre la Colada Continua en Madrid (ESP) en 1998, p. 825-833 NPL/EPO XP 008019065.
Como lo destacan con exactitud estos documentos, hay globalmente tres tipos de vertido de acero líquido en la lingotera: la configuración “bucle simple” y la configuración “bucle doble” que son modos estables, y un vertido de tipo aleatorio, inestable, propio de los regímenes de transición en la operación de colada.
Este último se puede describir esquemáticamente como una alternancia errática de modos “bucle simple” y “bucle doble” procedente de disimetrías momentáneas e incontrolables de los vertidos entre los dos semiespacios de colada por una parte y otra de la boquilla debidas, en particular, a perturbaciones, incluso mínimas de energía, a nivel de los orificios de salidas de la boquilla, tal como, por ejemplo, las variaciones diferenciales en el caudal de argón antitaponado entre los dos orificios.
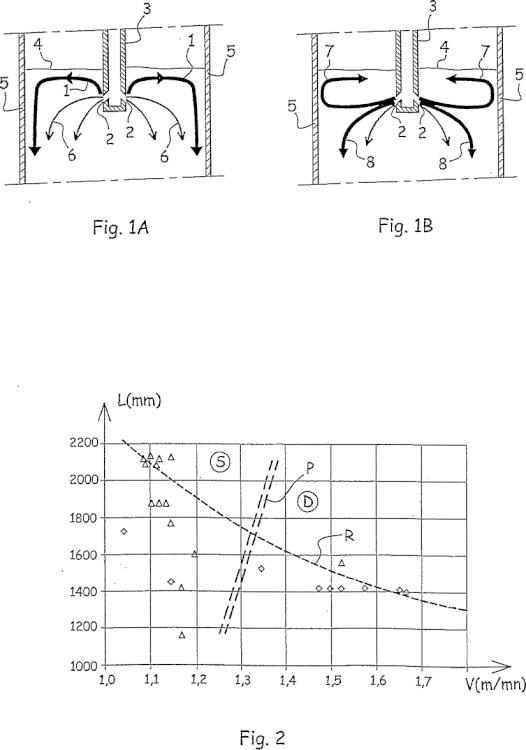
Por el contrario, los dos modos de vertido estables antes citados son ellos más explícitos. Se ilustran en las figuras 1A y 1B adjuntas al final de esta memoria. Estas figuras muestran el paso estabilizado de las trayectorias de las corrientes principales en un plan vertical que pasa por el eje de colada y paralelo a las dos grandes caras de una lingotera de colada continua de desbastes. El modo “bucle simple” (fig. 1A) se traduce esencialmente, tal como se ve, en el hecho de que los chorros de metal 1 se dirigen a partir de su salida de los orificios 2 de la boquilla 3 más bien hacia arriba en dirección de la superficie libre (o menisco) 4 del metal colado en lingotera. A este nivel, recorren la anchura del semiespacio de colada en el cual cada uno se desarrolla bordeando las grandes caras de la lingotera hasta alcanzar las pequeñas caras del extremo 5. Se recuerda si es preciso que estas pequeñas caras, denominadas también “caras de bucle” se montan al derecho en el extremo de las grandes caras con el fin de garantizar la continuidad de la periferia interior de la lingotera y en consecuencia la estanqueidad del espacio de colada. Llegados a la pequeña cara, se direcciona globalmente entonces cada chorro 1 hacia abajo en el sentido de la extracción del producto colado representado por la flecha vertical espesa en medio de la figura. Bien entendido, la cartografía precisa de las velocidades es más bien compleja. Muchas de las líneas de corriente, tal como 6, utilizan trayectorias más típicamente parabólicas debido al movimiento del conjunto de extracción hacia abajo, pero esquemáticamente es bien esta forma general en fuente la que brota hacia arriba que afecta a la mirada cuando se observa el modo “bucle simple” en un simulador o sobre maqueta.
En cambio, según el modo “bucle doble” (fig. 1B), cada chorro 1, que llega a lingotera por la boquilla 3, sale de los orificios 2 al horizontal en su conjunto y se propaga así hacia las pequeñas caras 5 dónde todo pasa como si el impacto compartía el chorro en dos corrientes, una corriente principal 8 reflexionada hacia abajo y una corriente secundaria 7 reflexionada hacia arriba en dirección del menisco 4, y a este nivel recorrer entonces el semiespacio de colada en el sentido contrario esta vez, de la pequeña cara 5 hacia la boquilla 3. Allí también, la cartografía real es más bien compleja, pero es bien esta imagen global en “alas de mariposa” la que señala al observador ante la pantalla de un modelador o delante una maqueta que funciona en modo “bucle doble”.
El progreso de los conocimientos y el cúmulo de la experiencia permiten hoy saber bastante bien cuando y cómo, en función de los parámetros de colada pertinentes, se establecen de manera estable o casi estable uno u otro de los dos modos de vertido ya mencionados. Sin entrar en los detalles, lo que sería por otra parte inútil y superabundante para la comprensión de la invención, se puede decir simplemente que cuanto más desbastes de gran espesor se vierte, del mismo modo, más se vierte a velocidad de extracción baja, más se sitúa en el ámbito de la configuración “bucle simple”, y al contrario para lo que se refiere a la configuración “bucle doble”.
Es necesario decir que la explotación de la máquina de colada continúa sin tener en general a disposición los medios de conocer el modo de vertido estable del metal en el seno de su lingotera. Por otra parte, la mayoría de las veces, es necesario reconocer que apenas se preocupa, puesto que en cualquier caso, no sabría ni podría intervenir sobre el formato colado o sobre la velocidad de extracción, los cuales son impuestos por la cartera de pedidos y el flujo de materia en el seno de la fábrica.
Se encuentra por lo tanto que los recientes trabajos del solicitante confirmaron, sino demostraron la existencia de vínculos de causalidad explícitos entre los defectos de los productos resultantes de la colada por una parte (versus la desaparición de estos defectos) y por otra parte la configuración de los movimientos de convección del metal líquido en lingotera. Así, se encuentra que no solamente los vertidos de tipo inestable serían la causa de los defectos de calidad observados, de lo que se podía dudar, sino también la configuración estable en modo “bucle simple”.
También, la presente invención tiene como objetivo ofrecer al operador de la colada continua de desbastes una herramienta simple y potente, añadida a su máquina sin tener que reconsiderar su concepción, para permitirle estar indudablemente en modo “bucle doble” sin modificar de ningún modo el ajuste de los parámetros de la colada.
Con este objetivo a la vista, la invención tiene por objeto un procedimiento para el control de la configuración de los movimientos del metal líquido colado en una lingotera de colada continua de desbastes metálicos u otro producto plano similar, en particular, de acero, con ayuda de una boquilla sumergida dotada de orificios de salida laterales orientados en frente de pequeñas caras de la lingotera, pudiendo dicha configuración estar en modo “bucle simple” o “bucle doble” o “inestable”, procedimiento según el cual se emplea, a nivel de los orificios de la boquilla sumergida, campos magnéticos deslizantes horizontalmente por medio de inductores dispuestos en frente de al menos una gran cara de la lingotera por una y otra parte de la boquilla, y caracterizado porque se hace actuar dichos campos magnéticos deslizantes hacía el exterior, en el sentido que va desde la boquilla hacía cada pequeña cara, y porque se hace actuar durante toda la operación de colada de manera a instalar una configuración permanente estabilizada en modo “bucle doble”.
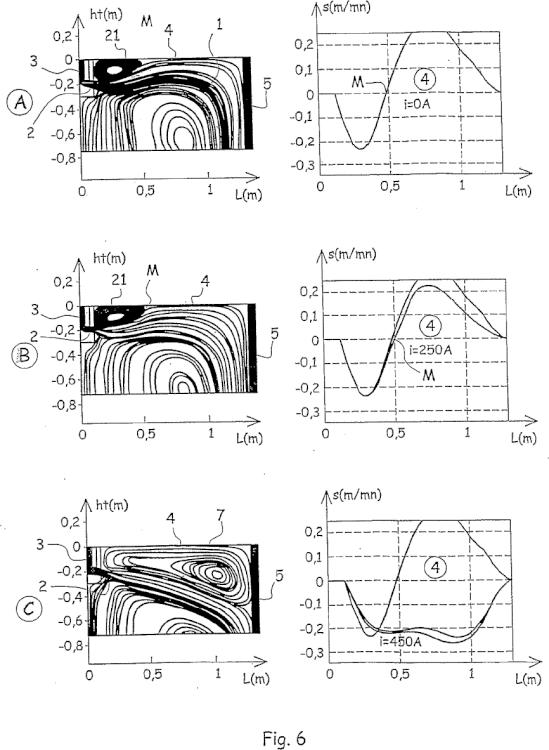
De acuerdo con la invención, se aplican campos magnéticos deslizantes... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el control de la configuración de las coladas de un metal colado en una lingotera de colada continua de desbastes metálicos u otros productos planos similares especialmente de acero, con la ayuda de una boquilla sumergida dotada de orificios de salida lateral girada en frente de las pequeñas caras de la lingotera, pudiendo dicha configuración estar naturalmente en modo “bucle simple” o “doble bucle”, o también “inestable”, procedimiento según el cual se aplica, a nivel de los orificios (2) de la boquilla sumergida (3), campos magnéticos deslizantes horizontalmente por medio de inductores (14, 14'; 15, 15') dispuestos en frente de al menos una gran cara de la lingotera de parte y de otra de la boquilla, y caracterizado porque se hace actuar dichos campos magnéticos deslizantes hacía el exterior, en el sentido que va desde la boquilla (3) hacía cada pequeña cara (5), y porque se hace actuar durante toda la operación de colada de manera a instalar una configuración permanente estabilizada en modo “bucle doble”.
2. Procedimiento según la reivindicación 1, caracterizado porque se aplica dicho campo magnético deslizante únicamente si la configuración de las coladas del metal colado en la lingotera no está naturalmente en modo “bucle doble”.
Patentes similares o relacionadas:
Procedimiento y dispositivo de colada continua de láminas finas, del 4 de Septiembre de 2019, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento de colada continua de láminas finas, que presenta los siguientes pasos de procedimiento: - suministrar un metal fundido a una lingotera […]
Método de colada de acero de manera continua, del 15 de Mayo de 2019, de NIPPON STEEL CORPORATION: Un método para colar acero de manera continua usando un molde y un agitador electromagnético, estando el molde equipado con el agitador […]
Lámina de acero recocido y galvanizado de alta resistencia, del 17 de Abril de 2019, de NIPPON STEEL CORPORATION: Una lámina de acero recocido y galvanizado que tiene una resistencia a la tracción de 770 MPa o más y que comprende: una parte de lámina de acero […]
Método e instalación para la producción de lingotes alargados de grandes secciones transversales, del 1 de Abril de 2019, de INTECO SPECIAL MELTING TECHNOLOGIES GMBH: Método para la producción de lingotes de fundición de metales, en especial de acero, con secciones transversales de por lo menos 0,10 m², preferiblemente […]
Proceso y aparato para controlar los flujos de metal líquido en un cristalizador para la colada continua de planchones planos finos, del 22 de Marzo de 2019, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un aparato de colada continua para planchones finos que comprende: - un cristalizador ; - un descargador , que tiene una sección de salida , adaptado […]
Método para colada de forma continua de barra con sección transversal pequeña, del 21 de Enero de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método para colada de forma continua de una barra con una sección transversal pequeña en la que la barra tiene un área de sección transversal de no más de 500 […]
 Aparato de colada continua para acero, del 28 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de colada continua para acero que comprende:
una lingotera para colar un acero fundido, la cual incluye un par de paredes laterales […]
Aparato de colada continua para acero, del 28 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de colada continua para acero que comprende:
una lingotera para colar un acero fundido, la cual incluye un par de paredes laterales […]
Método de colada continua de acero, del 26 de Diciembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de colada continua de un acero que especifica un modo para aplicar corriente a una bobina electromagnética de doble propósito , que comprende: […]